用于操纵用来阶梯式轧制的轧机机架的方法
文献发布时间:2023-06-19 12:07:15
技术领域
本发明涉及一种用于操纵用来阶梯式轧制金属带材的轧机机架的方法。术语“阶梯式轧制”意指将金属带材轧制成在金属带材的各区段中具有不同的厚度。
背景技术
用于阶梯式轧制金属带材的这种方法在现有技术中原则上是已知的,例如基于欧洲专利申请EP 1 121 990A2。该专利申请公开了一种轧机机架,其具有工作轧辊,工作轧辊形成辊隙。前置于轧机机架在入口侧连接有开卷机和带材贮料器,以用于将具有恒定的初始厚度的金属带材输送到轧机机架中。沿材料流方向来看,在出口侧后置于轧机机架连接有带材贮料器和卷取机。在考虑到相应变化的卷材直径的情况下,尤其将卷取机调节到金属带材离开轧机机架的离开速度的平均值(Mittelwert)。以这种方式,通常有多少带材卷取到卷机上,就有多少带材离开辊隙。在出口侧的带材贮料器中的至少一个辊子单元通过力进行调节,使得存在期望的带材张力,其中,该辊子单元例如为成对辊子。
出口侧的带材贮料器用作调整单元来调节出口侧的带材张力具有的缺点是,辊子单元或成对辊子基于所述力调节的位置在原则上是不确定的。辊子单元的位置的这种不确定性结合快速通过的金属带材导致不稳定性。这是因为尤其带材贮料器在其运行期间(必要时还结合卷取机)可看作弹簧-质量系统,该系统在其谐振频率的范围内运行时容易不受控地摇晃。因此可以说,借助于作为通过力进行调节的调整单元的出口侧的带材贮料器在出口侧对带材张力的期望的调节仅起到次优的作用。
此外,在现有技术中已知的是,借助于作为调整单元的卷取机将金属带材的出口侧的带材张力调节到预定的出口侧的规定带材张力。
只要以低的轧制速度进行轧制,并且尤其将在金属带材的各区段之间的厚度差只通过辊隙的缓慢的变化引入到金属带材中,后一种调节就能充分发挥作用。
然而,如果相对很快地发生辊隙的变化和因此在金属带材中的相关的厚度差,这种调节就不合适。由卷取机卷取成卷材的金属带材典型地有几吨重,例如25t。因此,尤其当在出口侧的卷取机装载所述卷材时,其惯性太大,而无法针对金属带材的厚度的快速变化调整恒定的带材张力。
发明内容
本发明的目的在于以如下方式改进已知的用于操纵用来阶梯式轧制金属带材的轧机机架的方法,使得即使在辊隙的大小快速变化和由此引起的轧制的金属带材的厚度快速变化时还可充分保持出口侧的带材张力恒定。
该目的通过在权利要求1中请求保护的方法来实现。据此,借助于作为调整单元的卷取机将金属带材的出口侧的带材张力调节到预定的出口侧的规定带材张力,并且附加地以叠加的方式将出口侧的带材贮料器的至少一个辊子单元的位置调节到相应针对金属带材的在前的区段和在后的区段单独预定的规定位置P
术语“阶梯式轧制”意指将连续的金属带材轧制成在各区段中具有不同的厚度。尤其是,在金属带材的在后的区段中的厚度不同于在金属带材的与之相邻的在前的区段中的厚度。在厚度之间的差为Δh。代替术语“阶梯式轧制”还同义地使用术语“柔性轧制”。
借助于作为调整单元的卷取机按要求调节带材张力形成根据本发明的保持出口侧的带材张力恒定的基础。如果在轧机机架的出口中的金属带材的厚度不变或只发生相对缓慢的变化,这种调节很好地适用于保持带材张力恒定。就此而言,“相对缓慢”意指这种缓慢,即,尽管卷取机的惯性很大,带材张力的由此引起的变化可通过卷取机来调整。然而,为了还可同时调整或补偿带材张力的可以说叠加的快速变化,将带材张力借助于卷取机的所述调节与在出口侧的带材贮料器中的辊子单元的位置调节相叠加。在出口侧的带材贮料器中的辊子单元具有比卷取机小得多的惯性,并且因此可非常迅速地、即非常快地对带材张力的高频变化作出反应,该高频变化例如由金属带材的厚度的快速变化引起。不同于辊子单元的从现有技术中已知的通过力进行调节,出口侧的带材贮料器的辊子单元的按要求的位置调节提供的优点是,辊子单元的位置在调节期间相应以规定位置的形式固定地预定。通过固定预定规定位置,相应的带材张力同样固定地来设定。不同于在辊子单元的通过力进行调节中的情况,辊子单元的按要求的位置调节提供的优点是,即使在辊隙或金属带材的厚度动态变化时,出口侧的带材张力也更加稳定。
根据本发明的实施例,优选地在通过在轧机机架的工作轧辊之间的辊隙的变化实现厚度差之前或期间,在用于阶梯式轧制的工艺模型中在时间上预先计算辊子单元的规定位置的由预定的厚度差引起的必需的变化。在预先计算的情况下,已经可非常早地将辊子单元调整或预控到其新的变化的规定位置。这优选地最迟发生在辊隙的大小变化了厚度差Δh时。根据本发明的预控提供的优点是,辊子单元的位置的所需的变化在时间上不迟于厚度变化,由此可有效防止带材张力的否则在此期间暂时出现的不稳定。
在入口侧输送给轧机机架的金属带材优选地具有恒定的初始厚度。
根据本发明的方法的涉及轧机机架的入口侧以及出口侧的其他有利的设计方案为从属权利要求的对象。
附图说明
本发明附有三幅附图,其中,
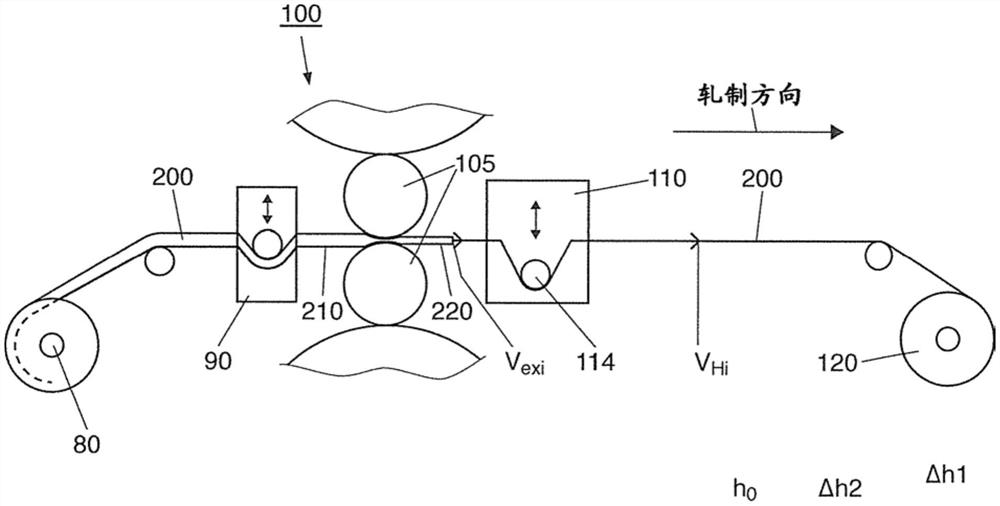
图1示出了轧制设备,其具有用于阶梯式轧制金属带材的轧机机架;
图2示出了图1的详细视图,以用于阐述根据本发明的方法;并且
图3示出了在出口侧的带材贮料器中的辊子单元的变化的规定位置的图示。
具体实施方式
下面参考提到的附图以实施例的形式详细说明本发明。在所有的附图中,相同的技术元素用相同的附图标记来表示。
图1示出了轧制设备,其用于阶梯式轧制金属带材200。该设备包括轧机机架100,该轧机机架具有工作轧辊105,工作轧辊形成辊隙。辊隙的大小在阶梯式轧制时是可变的,以将厚度差Δh引入到金属带材中。因此,此时金属带材的在前的区段220与金属带材200的在后的区段210具有不同的厚度。厚度差为Δhi;参见图2。在此,序号参数i表示金属带材的相应的区段,其中,i=1…I。
根据图1,具有优选地恒定的初始厚度h
由于在轧制期间辊隙的大小发生了变化,卷成卷材的金属带材在不同的区段中具有不同的厚度。
下面参考附图详细说明根据本发明的用于操纵轧机机架100的方法。该方法尤其适用于金属带材的冷轧;然而,也不排除将该方法用于热轧带材。
根据本发明的方法尤其旨在保持在轧机机架100的出口侧的带材张力恒定,即使在金属带材的厚度快速变化的情况下,如在阶梯式轧制中发生的那样。为此目的,将作为调整单元的卷取机120用于带材张力调节,在进行带材张力调节时将出口侧的带材张力调节到预定的出口侧的规定带材张力。
带材张力在金属带材的横截面恒定的情况下与沿金属带材的纵向方向作用到金属带材上的拉力成比例。调节到恒定的规定带材张力例如可由此实现,即,卷取机的规定转矩根据在卷绕卷材时卷材的持续变大的半径而和时间相关地变化。就此而言,按要求调节到恒定的出口侧的规定带材张力可通过合适地调节出口侧卷机的转矩来实现,其中,此时要设置的规定转矩须根据随时间变化的卷材半径来改变。所述的调节到恒定的带材张力对应于调节到在轧机机架的输出处的金属带材的速度的平均值。
为了还可在考虑到力求达到的恒定的带材张力的情况下控制辊隙的快速变化和金属带材的厚度的由此引起的快速变化,根据本发明,如上文说明的那样,将带材张力借助于卷取机的所述调节与用于出口侧的带材贮料器110的辊子单元114的快速的位置调节相叠加。位置调节规定,对于金属带材的具有不同的或单独的厚度的每个区段i,将在出口侧的带材贮料器中的辊子单元调节到单独预定的规定位置。下面尤其参考图2进一步阐述针对金属带材的不同厚度的区段设定单独的规定位置的必要性。
假设金属带材200以初始厚度h
输出速度的变化ΔVex i取决于多个参数,其例如在以下物理函数中未详尽列出。
ΔVi=f(h
输出速度ΔVex i的变化典型地由工艺模型基于各参数的初始化的值来预先计算。在许多情况下,初始化的值仅为估计值或经验值,因为参数中的很多参数的值并不精确已知或不可重复。因此,在执行轧制工艺期间,值得推荐的是,借助于观察器来观察各参数,即,在测量技术上探测各参数,并且将参数的观察到的或测得的值与目前用在工艺模型中的值相比较。在识别到各参数值的偏差的情况下,此时适于调整工艺模型,以便不断改进工艺模型。
在轧机机架的出口处沿金属带材的运输方向在出口侧的带材贮料器110之前的金属带材的总速度Vex i算出为
Vex i=VU+ΔVex i
与之不同的是在出口侧的带材贮料器110的出口或卷取机120的入口处的金属带材的速度VHi。
可根据以下公式通过对速度差Vex i-VHi在时间上进行积分来计算在轧机机架的出口侧的金属带材的由开始的厚度变化Δhi引起的长度变化Δsi:
Δsi=∫(Vexi-VHi)dt
长度变化Δsi必须在出口侧的带材贮料器110中进行补偿,以便实现本发明的目的,并且以便长度变化没有负面影响在轧机机架的出口侧的带材张力的恒定性。为此目的,本发明规定,基于算出的长度变化Δsi来计算在出口侧的带材贮料器110中的辊子单元的规定位置的所需的变化Δpi,使得所述长度变化Δs在带材贮料器中优选地完全得到补偿。在图3中示例性地示出了辊子单元的规定位置的变化Δpi。规定位置的所述变化Δpi示例性地大致相当于金属带材的长度变化Δsi的一半,其中,然而还要附加地考虑在出口侧的带材贮料器中引导的金属带材的角度关系和长度区段。根据本发明,辊子单元的规定位置的变化Δpi在位置控制或位置调节的情况下来实现,其与在轧机机架的出口侧的金属带材的传统的带材张力调节相叠加。
相比于卷取机,尤其当其承载卷成卷材的金属带材时,辊子单元仅具有明显更轻的质量和惯性。因此,辊子单元或带材贮料器可有利地比明显更迟钝的卷取机快得多地对金属带材的快速的长度变化作出反应,长度变化例如尤其在阶梯式轧制时出现。长度变化与带材张力变化根据以下比例关系成比例:
ΔF
Δs 金属带材由于金属带材的厚度变化的长度变化
E 金属带材的弹性模量
A 金属带材的横截面面积
L 金属带材的张紧长度。
出口侧的卷取机120由于其惯性而基本上以恒定的圆周速度VHi卷取金属带材200,根据本发明的位置受调节的带材贮料器补偿出口侧的带材速度Vex i围绕所述平均值VHi的在图2中示出的波动,其中,该圆周速度即使在厚度变化时还对应于离开轧机机架100的金属带材的平均离开速度。以这种方式保证根据本发明的目的,即,即使在辊隙和因此出口侧的带材的厚度高动态性地变化时也保持出口侧的带材张力恒定。
附图标记列表
80 在入口侧的开卷机
90 入口侧的带材贮料器
100 轧机机架
105 轧机机架的工作轧辊
110 出口侧的带材贮料器
114 辊子单元
120 卷取机
200 金属带材
210 金属带材的在后的区段
220 金属带材的在前的区段
Δhi 在金属带材的在前的区段和在后的区段之间的厚度差
Δsi 带材贮料器的辊子单元的规定位置的变化
Δvi 离开轧机机架的金属带材的离开速度由于厚度差Δh的变化
P
P
I或v金属带材的(前面的)区段
i+1或n 金属带材的(后面的)区段
Vo 在轧机机架的输入处的金属带材的速度
Vex i 在轧机机架的出口处并且在出口侧的带材贮料器之前的金属带材的速度
VHi 在出口侧的带材贮料器之后并且在卷取机的入口处的金属带材的速度
VU 工作轧辊的圆周速度。
- 用于操纵用来阶梯式轧制的轧机机架的方法
- 将轧件导入轧机的轧机机架中的运行方法、控制装置、数据载体以及用来轧制带状轧件的轧机