用光束加工物体的方法和加工系统
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及使用诸如激光束的光束加工一个或多个工件的领域。更具体地,本发明涉及基于摄像机的过程控制。
背景技术
在过去的几十年中,用于加工工件的光束(尤其是激光束)的使用迅速增加,并且已经为诸如激光焊接、激光熔覆、增材制造、激光硬化等任务开发了复杂的系统。而且,使用机器视觉(即使用某种摄像机)来监控和控制过程(包括例如质量控制等任务)有所增加。
例如,在激光焊接和增材制造的情况下,已知摄像机用于监测熔池,例如监测其位置和延伸以及温度。摄像机也已知用于监测冷却速率,已知这在例如增材制造的情况下对微结构演变有影响。因此,例如,可以使用一个或多个摄像机来建立熔池及其周围环境的热图。参考Mohammad Hossein Farshdianfar的论文“激光增材制造中微观结构的控制(Control of the Microstructures in Laser Additive Manufacturing)”,其被提交给加拿大Ontario的Waterloo大学,其讨论了激光增材制造产品的微结构方面的闭环控制。该文献包括对基于用于检测熔池温度和冷却速率的红外摄像机的闭环系统的讨论。使用机器视觉的激光过程控制的另一个例子是在位于魏因海姆的威利-VCH出版社有/限公司及两合公司(Wiley-VCH Verlag GmbH&Co.KGaA,Weinheim)的2015年第5期激光技术杂志(LaserTechnik Journal 5/2015)第18-19页中公开的通信“OCT技术允许的不仅仅是激光锁孔深度监测(OCT Technology Allows More than Laser Keyhole Depth Monitoring)”,讨论了在强调激光焊接的激光加工应用的情况下,使用通过摄像机端口连接到激光加工头的OCT扫描仪的光学相干断层摄影(OCT)的使用。
不同的摄像机配置在本领域中是已知的,如例如在第30届国际制造大会论文集(Proceedings of the 30th International Manufacturing Conference)第239-247页的Z.Echegoyen等人的“用于聚合物激光焊接的机器视觉系统(A Machine Vision Systemfor Laser Welding of Polymers)”中所讨论的那样。这里,讨论了两种不同的设置,一种具有外部摄像机配置,一种具有同轴摄像机配置,分别在图1A和1B中示意性地示出。
图1A示出了现有技术布置,其中激光加工头2000包括反射镜12、扫描仪13(例如具有检流计式反射镜的检流计式扫描仪(galvanometric scanner))和F-θ透镜14,用于将来自激光源11的激光束11A引导到物体1000上。扫描仪13可以按照来自控制系统(未示出)的指令操作,以便以受控的方式在物体上方(例如,在增材制造工艺中要选择性地固化的材料层上方,在要通过激光焊接接合的两个或更多个工件之间的界面区域上方等)移动激光束。
摄像机2002被设置在激光加工头的外部,用于捕获整个物体1000的图像,或者至少捕获经受加工的整个区域的图像。因此,一次摄像机拍摄可以提供有关整个加工区域的信息,并且由于在摄像机(包括其透镜系统)和物体之间通常没有元件,所以图像的质量可以非常高。然而,由于被成像的面积较大,分辨率相对较低。这可能需要使用高分辨率的摄像机,这可能相对昂贵。
图1B示出了类似的激光加工头2001,其包括反射镜12、扫描仪13和F-θ透镜14,用于将来自激光源11的激光束11A引导到物体1000上。然而,在这里,使用摄像机2003的所谓同轴布置,使得摄像机与激光束同轴地观察工件,并且经由包括F-θ透镜14、扫描仪13和反射镜12的路径接收来自激光束的光,在这种情况下,反射镜12是分色镜或分束器,其对于对应于激光的波长高度反射,但是对于其它波长(包括意图被摄像机2003检测到的波长——例如那些对应于光谱的红外部分的波长)高度透明。
同轴布置的摄像机2003的视场比外部布置的摄像机2002的视场小得多,从而允许具有较高分辨率和/或使用具有较低分辨率的摄像机。然而,由于在物体1000和摄像机2003之间的路径中的元件的数量越多,所捕获的图像就越不清楚。例如,F-θ透镜14可以引起横向色差。而且,如果摄像机用于检测某些波长,例如反射镜高度地或适度地反射的波长,则该布置可能是不实用的。
在热成像的情况下、特别是在质量控制和非破坏性测试的情况下的另一个问题是这样的事实,即摄像机经常以分辨率和帧速率之间的折衷为特征,然而经常需要图像的高空间分辨率和高帧速率。这在不仅要观察熔池的一般形状和温度,而且需要关于加工的附加信息(例如关于冷却速率等)的情况下尤其如此。
US-2015/0083697-A1公开了一种用于激光加工、特别是激光焊接的方法和设备,包括两个扫描仪设备和相关联的图像捕获单元。至少一个扫描仪设备用于将激光束引导到工件上。第二扫描仪设备和相关联的图像捕获单元可以用于初步边缘识别。
WO-2018/129009-A1公开了一种增材制造系统。在一个实施例中,使用扫描设备将激光束引导穿过构建板,所述扫描设备还与用于检测用于对准的基准标记的位置的光学检测器相关联。另一个扫描设备用于将由熔池产生的电磁辐射引导到另一个光学检测器。
发明内容
本发明的第一方面涉及一种用光束加工物体的方法,包括以下步骤:
通过第一扫描仪将诸如激光束的光束投射到物体上,以加工物体,所述光束将光斑投射到物体上,用于通过局部加热物体来产生加热区域,所述加热区域诸如熔池、加热到奥氏体化温度以进行硬化的区域等;
例如,使用第一扫描仪和/或形成设备的一部分的其它装置,例如通过相对于物体移动包括第一扫描仪的加工头,或反之亦然,或适用这两者,来沿着物体上的轨迹移动加热区域;
通过第一扫描仪,用第一摄像机捕获物体的第一部分的图像;
通过第二扫描仪,用第二摄像机捕获所述物体的第二部分的图像;
其中所述方法包括操作所述第一扫描仪和所述第二扫描仪,使得所述第一摄像机捕获所述加热区域的图像,而所述第二摄像机捕获所述物体的尾随(trailing behind)所述加热区域的部分和/或所述物体的在所述加热区域的前面的部分的图像。
因此,鉴于第一摄像机可用于监测加热区域(例如熔池或其一部分)以及其特征(例如其尺寸、形状、最大温度和/或温度分布),第二摄像机可用于监测加热区域的前面或后面(例如熔池前面或后面)的温度或温度分布,即,在例如进行冷却和固化的区域中或者在待加热的区域中的温度或温度分布。因此,第二摄像机可用于确定参数,例如冷却速率,该参数由于其对加工后的物体的微结构的影响而能够经常用于质量控制。该方法可以获得关于物体的加热和随后的冷却如何沿着轨迹发生的信息,在空间和时间上具有高分辨率,并且使用相对简单的设备。该方法还可以获得关于待加热的区域的状态的信息,从而可以以最佳的方式进行加热,考虑到例如激光光斑将遵循的轨迹的形状、其温度、不规则度、孔等。来自摄像机的对加热区域的前面的区域成像的信息可以例如用于影响第一扫描仪操作的方式,例如使激光光斑正确地遵循轨迹和/或正确地配置由使用第一扫描仪的激光束的二维扫描产生的有效光斑的二维能量分布,该二维扫描叠加在加热区域沿着轨迹的基本运动上。
在一些实施例中,第一扫描仪和第二扫描仪中的一个或两个是检流计式扫描仪,包括一个或多个扫描镜或类似物,摄像机可以通过扫描镜或类似物获得它们相应的图像。
在一些实施例中,该方法还包括以下步骤:利用第一扫描仪在二维中重复扫描光束,使得光束遵循二维扫描图案,并建立具有二维能量分布的有效光斑,该二维能量分布至少由光束遵循的扫描图案、扫描速度和光束功率来确定,并且其中在加热区域沿着轨迹移动的同时动态地调整二维能量分布。可以使用任何合适的参数来动态地调整二维能量分布。例如,可以调整扫描图案和/或激光束沿着扫描图案或其部分的速度。在一些实施例中,光束功率保持恒定或基本恒定。在一些实施例中,可以基于由第二摄像机获得的信息(例如,基于获得的关于在加热区域的前面或后面的物体的状态的信息)来执行动态调整。关于在加热区域的前面的物体的信息也可以用于影响第一扫描仪和/或移动加工头的装置,例如,以确保在执行激光焊接时加热区域正确地遵循两个工件或工件的部分之间的界面区域。
可以使用例如在WO-2014/037281-A2或WO-2015/135715-A1中描述的技术来产生和调整有效光斑,这些文献通过引用结合到本文中。尽管这些出版物的描述主要集中在曲轴的轴颈的激光硬化,但是已经发现,其中公开的关于激光束的扫描的原理也可以应用于其它技术领域,包括激光焊接、增材制造、或片材金属的热处理。
通常,当使用由光束沿扫描图案的相对快速的二维扫描所产生的有效光斑时,光束(在投射到工件上的地方)沿扫描图案的速度基本上高于有效光斑沿轨迹的速度,例如高出至少5、10、50或100倍。
在本发明的一些实施例中,第一扫描仪被用于沿着轨迹移动加热区域,并且第一扫描仪和第二扫描仪被同步操作,使得第二摄像机捕获物体的与加热区域具有预定空间和/或时间关系的图像。例如,当第一扫描仪被用于沿轨迹移动加热区域时,第二扫描仪可被用于移动用第二摄像机捕获图像的部分,使得这些部分与加热区域具有预定的空间和/或时间关系,例如在其前面或后面,在距离和/或时间方面具有选定的间隔。
在本发明的一些实施例中,该方法还包括以下步骤:利用第二扫描仪在二维中重复扫描,并且与第二扫描仪同步地操作第二摄像机,以便重复地获得物体的在加热区域的后面和/或前面的不同子区域的图像序列。在这些实施例中的一些中,不同的子区域彼此相邻地布置。有时可以优选的是,获得相对较大区域的高分辨率的图像。有时,对于覆盖率和空间分辨率的要求高于利用单个摄像机(例如热摄像机)可能实现的,至少是以合理的成本并使用商业上可得到的设备所可能实现的。然而,已经发现,存在以可靠性和速度进行操作的扫描仪,其中所述可靠性和速度与以相对较高的频率获得子区域序列(诸如一起形成较大区域的相邻子区域序列)的图像相兼容,使得对应于不同子区域的这些单独的图像帧可以提供关于由这些子区域组成的整个区域的全部状态的有用信息。也就是说,例如,四个对应的相邻子区域的四个M×N像素图像可以原则上组合,以提供物体的较大区域或部分的完整的2M×2N图像。也就是说,在使用单个具有M×N像素容量的摄像机时,可以获得尾随所述加热区域的区域的2M×2N分辨率图像。因此,第二扫描仪可以不(或不仅)用于使第二摄像机跟随加热区域(即,使摄像机的焦点或第二摄像机从其中接收热辐射的区域跟随加热区域),而是可以(附加地)用于相对于由第二摄像机成像的整个区域的表面增加图像的分辨率。在两个维度中的扫描速度优选地远高于第二扫描仪(例如,通过跟踪第一扫描仪)跟踪加热区域的任何速度,以便使第二摄像机跟随熔池或领先于熔池。也就是说,第二扫描仪可以通过控制功能来操作,该控制功能包括用于获得不同子区域的图像序列的二维扫描的一个相对快速的分量,以及可选的与加热区域的运动的协调相对应的另外的相对慢的分量,也就是说,第二分量确保,在加热区域由于由第一扫描仪执行的扫描(以及,可选地,由于扫描仪和物体之间的相对移动(例如由于激光加工头和物体之间的移动))而移动的同时,被捕获图像的子区域与加热区域保持一定的关系。在其它实施例中,加热区域的移动是由于激光加工头和物体之间的相对移动,鉴于第一扫描仪用于通过重复激光束的二维扫描来建立有效光斑,第二扫描仪用于获得不同子区域的图像序列。
在一些实施例中,子区域按行和列排列,形成矩阵。也就是说,由第二扫描仪进行的二维扫描可以用于获得一组图像,所述一组图像一起形成由按行和列排列的各个图像组成的较大复合图像。
在本发明的一些实施例中,摄像机是红外摄像机。在一些实施例中,摄像机中的一个或两个是热成像摄像机,例如IR摄像机。IR摄像机适于热成像,并且可商购的摄像机提供合理的高分辨率和帧速率以及合理的成本。在其它实施例中,摄像机中的至少一个,例如第二摄像机,是适合于可见光谱中的波长的摄像机,包括380纳米至750纳米范围内的至少100%、90%、80%、70%、60%或50%。
在本发明的一些实施例中,第一扫描仪(13)和第二扫描仪都布置在加工头中,即,在同一个加工头中,可选择地相对于物体移动。第一摄像机和第二摄像机优选地也被布置在所述加工头中或被附接到所述加工头。这提供了一种紧凑的布置。
在一些实施例中,所述方法是用于增材制造的方法。
在一些实施例中,所述方法是用于通过将至少两个工件焊接在一起而将它们接合在一起的方法。
在一些实施例中,所述方法是用于激光熔覆的方法。
在一些实施例中,所述方法是用于激光硬化的方法。
在一些实施例中,光束是激光束。
该方法例如可以是用于激光焊接、激光熔覆或增材制造的方法。该物体可以是任何合适的物体,例如,一层要固化的粉末,与界面区域相对应的两个或多个要焊接在一起的工件等。
本发明的另一个方面是一种加工系统,包括用于将光束投射到物体上以用于加工物体的加工头,该加工头包括第一扫描仪,用于光束相对于物体的受控移动。
所述系统还包括与所述第一扫描仪相关联的第一摄像机,用于通过所述第一扫描仪捕获所述物体的一部分的图像,
所述系统还包括第二摄像机和第二扫描仪,所述第二摄像机与所述第二扫描仪相关联,用于通过所述第二扫描仪捕获所述物体的一部分的图像,
所述系统被编程用于操作所述第一扫描仪和所述第二扫描仪,使得在用所述光束加工所述物体期间,所述第一摄像机捕获由所述光束产生的加热区域的图像,而所述第二摄像机捕获在所述加热区域的前面的部分和/或尾随所述加热区域的部分的图像。
在一些实施例中,加工头包括第一扫描仪、第二扫描仪、第一摄像机和第二摄像机。
在一些实施例中,加工系统被编程用于根据上述方法进行操作。
附图说明
为了完成描述并且为了提供对本发明的更好的理解,提供了一组附图。所述附图形成说明书的组成部分,并示出了本发明的实施例,其不应被解释为限制本发明的范围,而应被解释为如何实现本发明的示例。附图包括以下图:
图1A和1B是与激光加工头相关的现有技术摄像机布置的示意性侧视图。
图2是根据本发明的实施例的激光加工系统的示意性侧视图。
图3-5是经受激光加工的物体的示意性俯视图,示意性地示出了根据本发明的三个可替代实施例的由第一和第二摄像机捕获的图像之间的关系。
具体实施方式
图2示意性地示出了根据本发明一个可能实施例的激光加工头1。激光加工头包括分束器12、第一扫描仪13和F-θ透镜14,例如,如关于图1B描述的现有技术激光加工头的那些。这些部件用于将来自激光源11的激光束11A引导到物体1000上,用于物体的加工,例如用于焊接、熔覆、增材制造、激光硬化、激光软化等。与关于图1B所讨论的内容类似,提供了第一摄像机15,例如热摄像机,用于通过第一扫描仪13捕获物体的一部分的图像。由于这种同轴布置,第一摄像机15将捕获与激光束投射到物体上的点相对应的图像,即,将捕获投射到表面上的激光光斑和紧邻的周围区域的图像。因此,第一摄像机被适当地设置用于连续地捕获例如在局部加热物体时由激光束产生的熔池的图像,或者当前正被激光束加热的熔池的部分的图像。当激光光斑沿着物体上的轨迹移动时(例如,通过使用第一扫描仪和/或其它装置,例如通过相对于物体移动整个加工头或反之亦然),第一摄像机将持续接收来自熔池的图像。这同样适用于除熔池以外的加热区域,例如,在诸如激光硬化或激光软化的环境中被加热而不熔化的区域。
此外,在该实施例中,提供了同样与该激光加工头相关联的第二摄像机25。第二摄像机25与第二扫描仪相关联,使得第二摄像机25可以通过第二扫描仪23捕获物体1000的多个部分的图像。因此,操作第二扫描仪23的方式确定了在每个特定时刻可以由第二摄像机25捕获其图像的物体的部分。
因此,通过涉及两个摄像机的这种布置,可以获得加热区域(例如熔池或其一部分)和加热区域的后面和/或加热区域的前面的部分(即,例如,发生冷却和固化的尾随部分(trailing portion))的高分辨率图像。而且,可以以高频率(即,高帧速率)重复地获得图像。因此,第二摄像机可用于获得诸如像素化热图像形式的信息,该信息可用于确定诸如冷却速率的因素,该因素又可用于质量控制。它还可以用于获得激光光斑之前的工件区域的图像,例如,以便检测工件的特征,例如开口、不规则等,这些特征可能需要调整激光光斑所遵循的路径,和/或激光光斑的形状和/或能量分布。
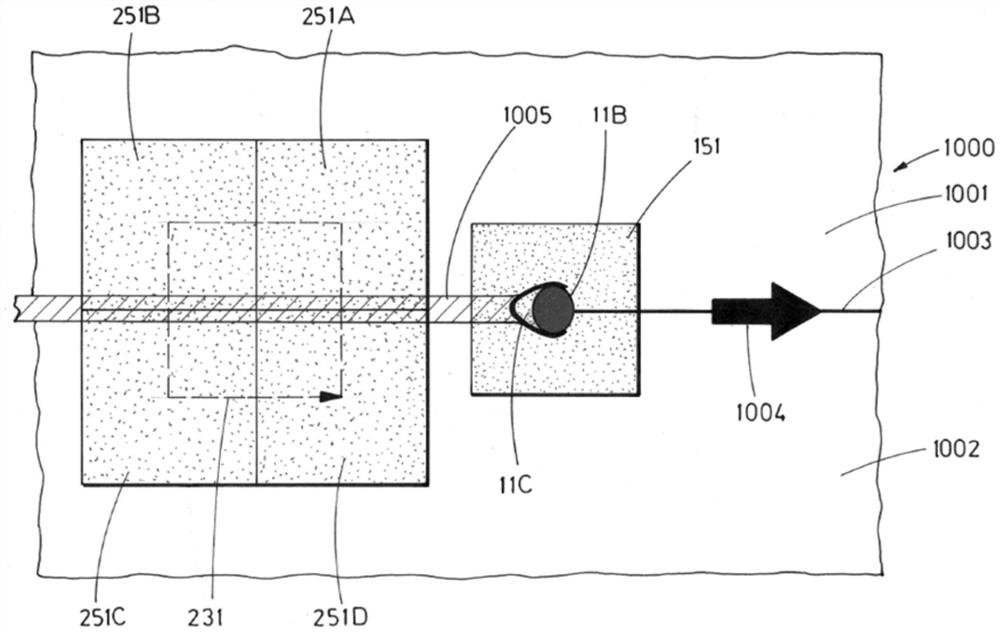
图3是示出应用于激光焊接两个工件1001和1002的实施例的俯视图,在这种情况下,所述工件形成经受激光加工的物体1000。工件(例如两个金属物体)被布置成沿着界面区域1003配合,其中施加激光束以在沿着与界面区域1003对准的轨迹1004移动的同时产生焊缝1005。激光焊接可以用如图2所示的激光加工头1进行。在图3中,示意性地示出了激光束11A如何产生与界面区域1003对应的激光光斑11B,从而建立熔池11C,熔池11C与激光光斑11B一起沿着轨迹1004行进。在一些实施例中,激光光斑只是通过将激光束投射到界面区域上而获得的初级激光光斑。在其它实施例中,激光光斑是通过激光束遵循扫描图案在二维中相对快速地重复扫描而获得的有效光斑。如上文所述,当有效光斑沿着轨迹1004行进时,这可以促进二维能量分布的动态适应。
第一摄像机被设置成捕获物体的与激光光斑11B相对应的部分151的图像,并且包括熔池11C或其一部分。因此,由第一摄像机15提供给系统的热信息可以用于确定参数,例如熔池11C的最大温度、熔池的形状和/或尺寸、熔池内的温度分布、当前正被激光束加热的熔池部分的温度等。
第二摄像机被设置成捕获熔池后面的图像,即,在这种情况下,与通过在熔池后面的区域(即,尾随熔池11C的区域)中进行冷却和固化形成的焊缝1005相对应。因此,第二摄像机被设置成捕获尾随熔池的部分251的图像。例如,在所示的实施例中,第一和第二扫描仪被同步,并且在关于沿着轨迹1004的移动的方面以延迟Δt操作,使得相应摄像机捕获物体的相同部分的图像,但是具有时间差Δt。因此,由于第一摄像机捕获熔池的图像,第二摄像机捕获尾随熔池的部分的图像,使得第二摄像机能够捕获适于确定参数(例如冷却速率)的部分的图像。
有时,例如,可能感兴趣的是扩展由第二摄像机从其捕获图像的区域,以获得高分辨率图像,该高分辨率图像包括例如沿着轨迹或在熔池所遵循的轨迹的侧面处的彼此相距相当远的点。这有时可以通过使用具有较高分辨率的摄像机和/或几个摄像机来实现。然而,在图4所示的可替代实施例中,操作第二扫描仪,不仅使第二摄像机以上述延迟跟踪第一摄像机,而且还将第二摄像机引导到尾随熔池的不同子区域,以便获得与例如如图4所示的、如由子区域251A、251B、251C和251D形成的2×2矩阵中那样排列成行和列的子区域相对应的图像。这可以通过根据图4中示意性示出的扫描图案231操作第二扫描仪231进行二维扫描来实现,该二维扫描叠加在基本扫描运动上,在一些实施例中,所述基本扫描运动用于使第二摄像机25沿着轨迹跟踪第一摄像机15,如上文所述。
图5示出了一个实施例,其中代替捕获尾随熔池的部分的图像,第二摄像机被设置成捕获在熔池前面的部分252的图像。在其它实施例中,可以使用图4所示的原理来获得熔池前面的图像。捕获熔池前面的图像可用于例如检测界面区域中的不规则性,先前建立的焊缝中的缺陷,或与应如何执行激光加热相关的任何其它方面。在图5中,还示意性地示出了激光光斑11B是如何通过沿着扫描图案11B’(示意性地示出为曲折的)使激光束快速二维扫描而建立的有效光斑,扫描图案11B’连同诸如沿着扫描图案的不同部分的激光束的速度和与扫描图案的不同部分对应的激光束的功率等特征,确定有效光斑11B内的二维能量分布。考虑到诸如轨迹中的不规则性、工件中的孔等方面,当有效光斑沿着轨迹1004前进时,可以使用由第二摄像机提供的信息来正确地调整二维能量分布。在这种意义上,可以使用在WO-2014/037281-A2和WO-2015/135715-A1中提出的用于动态调整有效光斑的二维能量分布的原理,并且可以使用由第一摄像机和第二摄像机中的一个或两个提供的信息来触发对二维能量分布的调整。在一些实施例中,第一扫描仪可以根据扫描图案11B’来执行激光束的扫描,并且还可以沿着轨迹1004执行有效光斑11B的扫描。
在本文中,术语“包括”及其派生词(例如“包含”等)不应被理解为排除意义,也就是说,这些术语不应被解释为排除所描述和限定的内容可包括其它元件、步骤等的可能性。
本发明显然不限于本文所述的一个或多个具体实施例,并且还涵盖本领域技术人员可以在权利要求所限定的本发明的一般范围内考虑的任何变化(例如,关于材料、尺寸、部件、配置等的选择)。
- 用于设置激光加工系统中的激光束的焦点位置的装置、包括该装置的激光加工系统以及用于设置激光加工系统中的激光束的焦点位置的方法
- 用于借助于激光束加工工件的激光加工系统和用于控制激光加工系统的方法