一种防爆铝电解电容器的制备方法
文献发布时间:2023-06-19 12:13:22
技术领域
本发明属于铝电解电容器技术领域,尤其涉及一种防爆铝电解电容器的制备方法。
背景技术
为了适应手机快充不断发展的市场需求,延长手机单次使用时间,铝电解电容器也在不断改进、完善和创新。目前市场普通手机充电器功率一般在5W左右,而快速充电器的功率是普通充电器的2倍甚至更高,随着功率大幅度提升,需要耐压以及耐纹波能力更高的铝电解电容器来满足手机快充不断发展的技术要求。
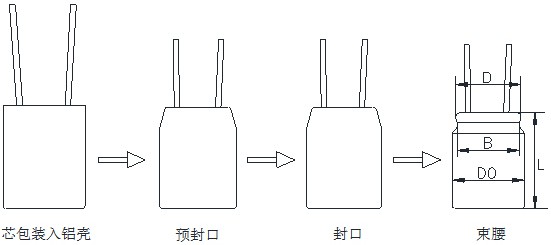
目前,在现有技术水平下,为华为等厂家提供的10V2.25A手机适配器项目的铝电解电容器,在高温防爆试验中一直存在概率性失效的问题。如图1所示,现有铝电解电容器的制备过程中,芯包和胶塞依次置入铝壳后,先束腰再封口,因先束腰再封口,铝壳在电容器高度方向的延展范围有限,导致封口处的铝壳在电容器直径方向延展,使得封口处的铝壳和胶塞之间不能贴紧,存在间隙,造成铝电解电容器漏液,高温防爆及雷击试验过程中存在概率性失效,以及胶塞易鼓起甚至飞出问题。
为解决这一系列问题,满足客户对快速充电器的技术需求,我们对产品不断完善创新。
发明内容
为解决现有技术存在的铝电解电容器漏液易爆的问题,本发明提供一种防爆铝电解电容器的制备方法。
为解决上述技术问题,本发明所采用的技术方案如下,一种防爆铝电解电容器的制备方法,包括如下步骤:
步骤一:将从内至外依次铺设的正极箔、内层电解纸、负极箔和外层电解纸一起卷绕起来,形成卷绕后的芯包,其中,所述正极箔上设置有正极引线,以引出电容器的正极;所述负极箔上设置有负极引线,以引出电容器的负极;
步骤二:将芯包含浸后置于带底管状的铝壳中,再用胶塞盖住铝壳的开口;
步骤三:对铝壳的开口进行倒角预封口;
步骤四:对铝壳的开口进一步卷边封口;
步骤五:对铝壳束腰。
作为优选,封口处的电容器的直径为D,D的取值范围为9.56mm-9.63mm。
作为优选,所述步骤一中,通过刺铆将正极引线的正极引线板与正极箔连接在一起,通过刺铆将负极引线的负极引线板与负极箔连接在一起,再将正极箔、内层电解纸、负极箔和外层电解纸从内至外依次铺设,且内层电解纸靠近正极引线的一端长于正极箔,再将内层电解纸靠近正极引线的一端反折覆盖至正极箔上,再将正极箔、内层电解纸、负极箔和外层电解纸的最前端一起置于一圆柱形的卷绕针处,并一起随卷绕针卷绕成芯包。我们知道电容器的电介质承受的电场强度有一定限度,当原本被束缚的电荷脱离了原子或者分子的束缚参加导电的话,就破坏了绝缘性能,从而导致电容器击穿,通过内层电解纸靠近正极引线的一端长于正极箔,即增加在初次卷绕时拉纸长度,使内层电解纸靠近正极引线的一端反折覆盖至正极箔上,有效改善初卷击穿及引线板击穿问题。
作为优选,所述卷绕针的直径为2.3mm。通过增加卷绕针的直径,使得绕卷过程更加安全平稳,有效避免芯包出现微小裂纹等,有效改善初卷击穿及引线板击穿问题。
进一步地,所述步骤一中,所述正极箔形成电压580VF,比容为0.75uF/cm
进一步地,该防爆铝电解电容器的制备方法,还包括步骤六:在490V电压的老化后,再将电压升至530V后再进行二次老化。进一步满足高温防爆试验的要求。
有益效果:
(1)本发明的防爆铝电解电容器的制备方法,在束腰前,先预封口,再封口,使得卷边封口时铝壳在电容器高度方向的延展范围足够大,再束腰时,封口处的铝壳在电容器直径方向具有向内收缩的趋势,有效实现封口处的电容器的直径D减小,使得封口卷边贴紧胶塞,没有间隙,有效解决铝电解电容器漏液,高温防爆及雷击试验过程中存在概率性失效,以及胶塞易鼓起甚至飞出的问题;
(2)本发明的防爆铝电解电容器的制备方法,因电容器的电介质承受的电场强度有一定限度,当原本被束缚的电荷脱离了原子或者分子的束缚参加导电的话,就破坏了绝缘性能,从而导致电容器击穿,本申请通过内层电解纸靠近正极引线的一端长于正极箔,即增加在初次卷绕时拉纸长度,使内层电解纸靠近正极引线的一端反折覆盖至正极箔上,进一步有效改善初卷击穿及引线板击穿问题;
(3)本发明的防爆铝电解电容器的制备方法,通过增加卷绕针的直径,使得绕卷过程更加安全平稳,有效避免芯包出现微小裂纹等,进一步有效改善初卷击穿及引线板击穿问题;
(4)本发明的防爆铝电解电容器的制备方法,在490V电压的老化后,再将电压升至530V后再进行二次老化,进一步满足高温防爆试验的要求。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
图1是背景技术的电容器的制备过程示意图;
图2是本发明防爆铝电解电容器的芯包卷绕过程示意图,其中内层电解纸靠近正极引线的一端反折覆盖至正极箔上未示意出;
图3是本发明防爆铝电解电容器的内部结构示意图;
图4是本发明防爆铝电解电容器的制备时使用的卷绕针的侧视示意图;
图5是本发明防爆铝电解电容器的制备方法的步骤示意图;
图中:1、正极箔,2、内层电解纸,3、负极箔,4、外层电解纸,5、芯包,6、正极引线,7、正极引线板,8、负极引线,9、负极引线板,10、铝壳,11、胶塞,12、卷绕针。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1
如图2~5所示,一种防爆铝电解电容器的制备方法,包括如下步骤:
步骤一:将从内至外依次铺设的正极箔(1)、内层电解纸(2)、负极箔(3)和外层电解纸(4)一起卷绕起来,形成卷绕后的芯包(5),其中,所述正极箔(1)上设置有正极引线(6),以引出电容器的正极;所述负极箔(3)上设置有负极引线(8),以引出电容器的负极;
步骤二:将芯包(5)含浸后置于带底管状的铝壳(10)中,再用胶塞(11)盖住铝壳(10)的开口;
步骤三:用预封轮对铝壳(10)的开口进行倒角预封口;
步骤四:用封口卷针对铝壳(10)的开口进一步卷边封口,本实施例的封口处的电容器的直径为D,D的取值范围为9.56mm-9.63mm;
步骤五:用束腰轮对铝壳(10)束腰,完成整套电容器的封口束腰过程;
步骤六:在490V电压的老化后,再将电压升至530V后再进行二次老化,进一步满足高温防爆试验的要求。
由于本申请的防爆铝电解电容器的制备方法,在束腰前,先预封口,再封口,使得卷边封口时铝壳(10)在电容器高度方向的延展范围足够大,再束腰时,封口处的铝壳(10)在电容器直径方向具有向内收缩的趋势,有效实现封口处的电容器的直径D减小,封口D值降至9.56mm-9.63mm,使得封口卷边贴紧胶塞(11),没有间隙,有效解决铝电解电容器漏液,高温防爆及雷击试验过程中存在概率性失效,以及胶塞(11)易鼓起甚至飞出的问题。
具体的,在本实施例中,所述步骤一中,通过刺铆将正极引线(6)的正极引线板(7)与正极箔(1)连接在一起,通过刺铆将负极引线(8)的负极引线板(9)与负极箔(3)连接在一起,再将正极箔(1)、内层电解纸(2)、负极箔(3)和外层电解纸(4)从内至外依次铺设,且内层电解纸(2)靠近正极引线(6)的一端长于正极箔(1),再将内层电解纸(2)靠近正极引线(6)的一端反折覆盖至正极箔(1)上,再将正极箔(1)、内层电解纸(2)、负极箔(3)和外层电解纸(4)的最前端一起置于一圆柱形的卷绕针(12)处,并一起随卷绕针(12)卷绕成芯包(5);我们知道电容器的电介质承受的电场强度有一定限度,当原本被束缚的电荷脱离了原子或者分子的束缚参加导电的话,就破坏了绝缘性能,从而导致电容器击穿,通过内层电解纸(2)靠近正极引线(6)的一端长于正极箔(1),即增加在初次卷绕时拉纸长度,使内层电解纸(2)靠近正极引线(6)的一端反折覆盖至正极箔(1)上,有效改善初卷击穿及引线板击穿问题。本实施例的所述卷绕针(12)的直径为2.3mm,而现有的卷绕针(12)的直径为2mm,通过增加卷绕针(12)的直径,使得绕卷过程更加安全平稳,有效避免芯包(5)出现微小裂纹等,有效改善初卷击穿及引线板击穿问题。
具体的,在本实施例中,所述步骤一中,所述正极箔(1)形成电压580VF,比容为0.75uF/cm
本实施例以263H系列400V15uF,壳号为:10.2mm*13mm的产品为例。电容器的直径记为D
表1:改进前后尺寸测量数据对比
再对改进前后的性能测试数据进行对比,比对四种参数(容量、损耗、ESR(100KHZ)、ESR(120HZ)),改进后的数据明显较改进前理想,并且产品改进后可通过3Ω2.0KV雷击浪涌试验,寿命达到3000h(105℃),改进后的产品试验结果也获得了客户的认可。具体见表2的改进前性能测试数据,见表3的改进后性能测试数据:
表2:改进前性能测试数据
表3:改进后性能测试数据
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其它器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其它器件或构造上方”或“在其它器件或构造之上”的器件之后将被定位为“在其它器件或构造下方”或“在其它器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其它不同方式定位(旋转90度或处于其它方位),并且对这里所使用的空间相对描述作出相应解释。
此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种防爆铝电解电容器的制备方法
- 一种防爆铝电解电容器