一种用于传感器接头的自动化组装设备
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及传感器组装设备技术领域,尤其涉及到一种用于传感器接头的自动化组装设备。
背景技术
传感器被广泛应用于环境保护、汽车控制、家用电器以及机器设备等众多领域,用于探测感知位置和温度等外部环境的变化,而传感器在与电控设备连接时,通常需要通过引脚接线与电控设备进行连接,由于工作环境以及传感器引脚之间的距离问题,为了防止引脚之间相互串联,引起短路,因此在对传感器组装时需要对传感器接头进行套管动作,目前工厂大多采用人工对传感器接头进行手动点胶后,进行套管压合动作,但采用人工组装,容易因为工人的熟练程度,导致点胶量不固定,并且人工套管,由于套管的直径细小,套入极其费工费力,裁切长短也不一致,对于后续使用中,因为套管的长短不一致,影响接线连接,组装效率低,耗费人工。
因此,现有技术存在缺陷,需要改进。
发明内容
为了解决现有技术存在的缺陷,本发明提供了一种用于传感器接头的自动化组装设备。
本发明提供的技术文案,一种用于传感器接头的自动化组装设备,包括机架和设置于所述机架上的转动承载机构、上料机构、点胶机构、套管机构、成型机构、下料机构,所述转动承载机构设置于所述机架的中间位置,所述上料机构、点胶机构、套管机构、成型机构、下料机构顺时针环绕于所述转动承载机构的周围,所述转动承载机构用于将产品依次输送至相应工位,所述上料机构用于将来自上料振动盘内的传感器接头上料至所述转动承载机构上,所述点胶机构用于对传感器接头进行点胶动作,所述套管机构用于对传感器接头进行套管动作并进行裁切,所述成型机构用于对传感器接头进行固定成型,所述下料机构用于将组装完毕的成品进行下料。
优选地,所述上料机构包括上料支架、上料向下推送气缸和上料手指夹持气缸,所述上料支架设置于所述机架上,所述上料向下推送气缸设置于所述上料支架的顶部前侧,所述上料手指夹持气缸设置于所述上料向下推送气缸的下部输出端,上料振动盘设置于所述上料支架内,上料震动盘的出料端位于所述上料手指夹持气缸前侧。
优选地,所述点胶机构包括点胶支架、点胶驱动组件、点胶浮动组件、针筒固定座和点胶针筒,所述点胶支架设置于所述机架上,所述点胶驱动组件设置于所述点胶支架的顶部中间位置,所述点胶浮动组件设置于所述点胶支架的顶部,且位于所述点胶驱动组件的左右两侧,所述针筒固定座设置于所述点胶浮动组件的中部工作端,所述点胶针筒穿过所述针筒固定座并固定于所述针筒固定座的内部,所述点胶浮动组件由两根导杆、顶板和浮动滑座组成,两根导杆底部分别固定于所述点胶驱动组件的左右两侧,所述顶板固定连接于两根导杆的顶端,所述浮动滑座滑动套设于两根导杆上,所述针筒固定座固定于所述浮动滑座上。
优选地,所述套管机构包括套管支架、套管立板、套管下料部和套管裁切部,所述套管支架设置于所述机架上,所述套管立板设置于所述套管支架的顶部前侧,所述套管下料部设置于所述套管立板的右侧,且向后延伸至所述套管支架的顶部,所述套管裁切部设置于所述套管立板的左侧,且向下延伸至所述套管下料部的下方,所述套管下料部用于对套管原料进行矫直并向下输送,所述套管裁切部用于对传送到其下方点胶完毕的传感器接头进行夹持并裁切。
优选地,所述套管下料部包括套管下料驱动组件、上套管槽固定板、上导管槽、下套管槽固定板、下导管槽和套管压合组件,所述套管下料驱动组件设置于所述套管支架的顶部,所述套管压合组件设置于所述套管立板的右侧中间位置,所述套管压合组件的驱动端设置有传动齿轮,所述上套管槽固定板设置于所述套管立板的右侧上部,所述上导管槽竖直贯穿设置于所述上套管固定板上,所述下套管槽固定板设置于所述套管立板的右侧下部,所述下导管槽竖直贯穿设置于所述下套管固定板上,所述套管压合组件的工作端位于所述上导管槽与所述下导管槽之间,所述套管原料放置于所述上导管槽和下导管槽,所述套管下料驱动组件为套管下料驱动步进电机,所述套管下料驱动步进电机的输出端与所述套管压合组件的驱动端传动齿轮通过同步带传动连接。
优选地,所述套管裁切部包括裁切移送组件、裁切滑动组件、裁切安装板、裁切夹持组件和裁切组件,所述裁切移送组件设置于所述套管立板的左侧上部,所述裁切滑动组件设置于所述套管立板的左侧中部,且固定于所述裁切移送组件的下部输出端,所述裁切安装板设置于所述裁切滑动组件的下部工作端,所述裁切夹持组件设置于所述裁切安装板的底部前端,且工作端向右延伸至所述套管下料部的下端部,所述裁切组件设置于所述裁切安装板的底部后侧,且工作端向右延伸至所述裁切夹持组件的工作端前侧。
优选地,所述成型机构包括成型支架、成型滑座、左侧成型推送气缸、左侧夹模、右侧成型推送气缸、右侧夹模和调节组件,所述成型支架设置于所述机架上,所述调节组件设置于所述成型支架的上部,所述成型滑座设置于所述调节组件的工作端,所述左侧成型推送气缸与所述右侧成型推送气缸分别设置于所述成型滑座的左右两端,所述左侧夹模安装于所述左侧成型推送气缸的输出端,所述右侧夹模安装于所述右侧成型推送气缸的输出端。
优选地,所述下料机构包括下料支架、水平下料无杆气缸和取料手指气缸,所述水平下料无杆气缸设置于所述下料支架的顶部,所述取料手指气缸设置于所述水平下料无杆气缸的工作端。
优选地,所述裁切组件包括裁切推送气缸、裁切连接板、裁切支撑臂、切刀底座和裁切刀,所述裁切支撑臂的固定端固定于所述裁切安装板的前侧上部,所述裁切推送气缸设置于所述裁切安装板的底部后侧,所述裁切推送气缸的输出端向前与所述裁切连接板的固定端通过鱼眼接头连接,所述裁切连接板的活动端与所述裁切支撑臂的活动端通过销轴活动连接,所述切刀底座固定于所述裁切连接板的活动端,所述裁切刀安装于所述切刀底座的内侧。
优选地,所述转动承载机构包括转动承载驱动电机、转动圆盘和凸轮分割器,所述凸轮分割器设置于所述机架的中间位置,所述转动承载驱动电机设置于机架上,所述转动承载驱动电机的输出端与所述凸轮分割器的驱动端相连,所述转动圆盘设置于所述凸轮分割器的上部输出端,所述转动圆盘上设置有用于放置传感器接头的多个治具。
相对于现有技术的有益效果是:本发明通过上料机构上料,通过点胶机构自动点胶,套管机构自动套管裁切,以及成型机构与下料机构的自动压合与自动下料,能够稳定控制点胶胶量,套管裁切尺寸固定,质量稳定,组装效率快,节省人工,节约生产成本,增加生产效益,具有良好的市场应用价值。
附图说明
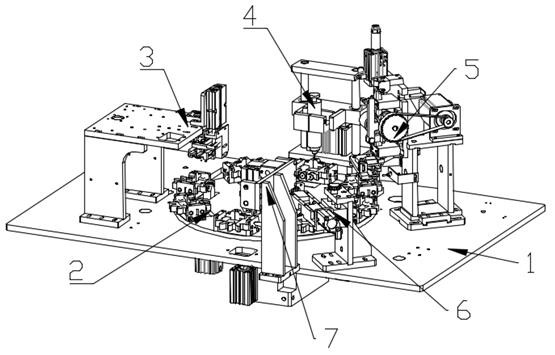
图1为本发明的整体结构示意图;
图2为本发明的上料机构结构示意图;
图3为本发明的点胶机构结构示意图;
图4为本发明的套管机构结构示意图;
图5为本发明的套管下料部结构示意图;
图6为本发明的套管裁切部结构示意图;
图7为本发明的成型机构结构示意图;
图8为本发明的下料机构结构示意图;
附图标记:1、机架;2、转动承载机构;3、上料机构;4、点胶机构;5、套管机构;6、成型机构;7、下料机构;31、上料支架;32、上料向下推送气缸;33、上料手指夹持气缸;41、点胶支架;42、点胶驱动组件;43、点胶浮动组件;44、针筒固定座;45、点胶针筒;51、套管支架;52、套管立板;53、套管下料部;54、套管裁切部;531、下料驱动组件;532、上套管槽固定板;533、上导管槽;534、下套管槽固定板;535、下导管槽;536、套管压合组件;541、裁切移送组件;542、裁切滑动组件;543、裁切安装板;544、裁切夹持组件;545、裁切组件;5451、裁切推送气缸;5452、裁切连接板;5453、裁切支撑臂;5454、切刀底座;5455、裁切刀;61、成型支架;62、成型滑座;63、左侧成型推送气缸;64、左侧夹模;65、右侧成型推送气缸;66、右侧夹模;67、调节组件;71、下料支架;72、水平下料无杆气缸;73、取料手指气缸。
具体实施方式
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
下面结合附图对本发明作详细说明。
如图1所示,本发明的一个实施例:一种用于传感器接头的自动化组装设备,包括机架1和设置于所述机架1上的转动承载机构2、上料机构3、点胶机构4、套管机构5、成型机构6、下料机构7,所述转动承载机构2设置于所述机架1的中间位置,所述上料机构3、点胶机构4、套管机构5、成型机构6、下料机构7顺时针环绕于所述转动承载机构2的周围,所述转动承载机构2用于将产品依次输送至相应工位,所述上料机构3用于将来自上料振动盘内的传感器接头上料至所述转动承载机构2上,所述点胶机构4用于对传感器接头进行点胶动作,所述套管机构5用于对传感器接头进行套管动作并进行裁切,所述成型机构6用于对传感器接头进行固定成型,所述下料机构7用于将组装完毕的成品进行下料。
优选地,如图2所示,所述上料机构3包括上料支架31、上料向下推送气缸32和上料手指夹持气缸33,所述上料支架31设置于所述机架1上,所述上料向下推送气缸32设置于所述上料支架31的顶部前侧,所述上料手指夹持气缸33设置于所述上料向下推送气缸32的下部输出端,上料振动盘设置于所述上料支架31内,上料震动盘的出料端位于所述上料手指夹持气缸33前侧。
优选地,如图3所示,所述点胶机构4包括点胶支架41、点胶驱动组件42、点胶浮动组件43、针筒固定座44和点胶针筒45,所述点胶支架41设置于所述机架1上,所述点胶驱动组件42设置于所述点胶支架41的顶部中间位置,所述点胶浮动组件43设置于所述点胶支架41的顶部,且位于所述点胶驱动组件42的左右两侧,所述针筒固定座44设置于所述点胶浮动组件43的中部工作端,所述点胶针筒45穿过所述针筒固定座44并固定于所述针筒固定座44的内部,所述点胶浮动组件43由两根导杆、顶板和浮动滑座组成,两根导杆底部分别固定于所述点胶驱动组件42的左右两侧,所述顶板固定连接于两根导杆的顶端,所述浮动滑座滑动套设于两根导杆上,所述针筒固定座44固定于所述浮动滑座上,所述点胶驱动组件42为点胶驱动气缸。
优选地,如图4所示,所述套管机构5包括套管支架51、套管立板52、套管下料部53和套管裁切部54,所述套管支架51设置于所述机架1上,所述套管立板52设置于所述套管支架51的顶部前侧,所述套管下料部53设置于所述套管立板52的右侧,且向后延伸至所述套管支架51的顶部,所述套管裁切部54设置于所述套管立板52的左侧,且向下延伸至所述套管下料部53的下方,所述套管下料部53用于对套管原料进行矫直并向下输送,所述套管裁切部54用于对传送到其下方点胶完毕的传感器接头进行夹持并裁切。
优选地,如图5所示,所述套管下料部53包括套管下料驱动组件531、上套管槽固定板532、上导管槽533、下套管槽固定板534、下导管槽535和套管压合组件536,所述套管下料驱动组件531设置于所述套管支架51的顶部,所述套管压合组件536设置于所述套管立板52的右侧中间位置,所述套管压合组件536的驱动端设置有传动齿轮,所述上套管槽固定板532设置于所述套管立板52的右侧上部,所述上导管槽533竖直贯穿设置于所述上套管固定板上,所述下套管槽固定板534设置于所述套管立板52的右侧下部,所述下导管槽535竖直贯穿设置于所述下套管固定板上,所述套管压合组件536的工作端位于所述上导管槽533与所述下导管槽535之间,所述套管原料放置于所述上导管槽533和下导管槽535,所述套管下料驱动组件531为套管下料驱动步进电机,所述套管下料驱动步进电机的输出端与所述套管压合组件536的驱动端传动齿轮通过同步带传动连接。
优选地,如图6所示,所述套管裁切部54包括裁切移送组件541、裁切滑动组件542、裁切安装板543、裁切夹持组件544和裁切组件545,所述裁切移送组件541设置于所述套管立板52的左侧上部,所述裁切滑动组件542设置于所述套管立板52的左侧中部,且固定于所述裁切移送组件541的下部输出端,所述裁切安装板543设置于所述裁切滑动组件542的下部工作端,所述裁切夹持组件544设置于所述裁切安装板543的底部前端,且工作端向右延伸至所述套管下料部53的下端部,所述裁切组件545设置于所述裁切安装板543的底部后侧,且工作端向右延伸至所述裁切夹持组件544的工作端前侧。
进一步地,所述裁切滑动组件542由裁切滑轨和裁切滑块组成,所述裁切滑块的上端部固定于所述裁切移送组件541的下部工作端,所述裁切滑块的下端部用于固定所述裁切安装板543,所述裁切移送组件541为裁切移送驱动气缸,所述裁切夹持组件544为裁切夹持手指气缸,所述裁切夹持手指气缸的夹持端设置有用于夹持传感器接头上部的夹爪,优选地,如图7所示,所述成型机构6包括成型支架61、成型滑座62、左侧成型推送气缸63、左侧夹模64、右侧成型推送气缸65、右侧夹模66和调节组件67,所述成型支架61设置于所述机架1上,所述调节组件67设置于所述成型支架61的上部,所述成型滑座62设置于所述调节组件67的工作端,所述左侧成型推送气缸63与所述右侧成型推送气缸65分别设置于所述成型滑座62的左右两端,所述左侧夹模64安装于所述左侧成型推送气缸63的输出端,所述右侧夹模66安装于所述右侧成型推送气缸65的输出端。
进一步地,所述调节组件67由调节螺栓、调节滑块和两根调节导轴组成,所述调节螺栓设置于所述成型支架61的顶部,所述调节螺栓的下端部固定于所述调节滑块上,两根调节导轴分别贯穿设置于所述调节滑块的左右两侧,两根调节导轴的上端部均固定于所述成型支架61的顶端部。
优选地,如图8所示,所述下料机构7包括下料支架71、水平下料无杆气缸72和取料手指气缸73,所述水平下料无杆气缸72设置于所述下料支架71的顶部,所述取料手指气缸73设置于所述水平下料无杆气缸72的工作端。
优选地,所述裁切组件545包括裁切推送气缸5451、裁切连接板5452、裁切支撑臂5453、切刀底座5454和裁切刀5455,所述裁切支撑臂5453的固定端固定于所述裁切安装板543的前侧上部,所述裁切推送气缸5451设置于所述裁切安装板543的底部后侧,所述裁切推送气缸5451的输出端向前与所述裁切连接板5452的固定端通过鱼眼接头连接,所述裁切连接板5452的活动端与所述裁切支撑臂5453的活动端通过销轴活动连接,所述切刀底座5454固定于所述裁切连接板5452的活动端,所述裁切刀5455安装于所述切刀底座5454的内侧。
优选地,所述转动承载机构2包括转动承载驱动电机、转动圆盘和凸轮分割器,所述凸轮分割器设置于所述机架1的中间位置,所述转动承载驱动电机设置于机架1上,所述转动承载驱动电机的输出端与所述凸轮分割器的驱动端相连,所述转动圆盘设置于所述凸轮分割器的上部输出端,所述转动圆盘上设置有用于放置传感器接头的多个治具。
本发明的工作原理:通过上料振动盘内将传感器接头输送至上料机构3的前侧,上料向下推送气缸32驱动上料手指夹持气缸33将传感器接头移送至转动承载机构2上的治具上,转动承载机构2转动,使传感器接头转动至点胶机构4的下方,点胶驱动组件42工作驱动点胶浮动组件43向下移动,进而使点胶针筒45向下移动至传感器接头的上方,点胶针筒45对传感器接头进行点胶动作,点胶完毕,转动承载机构2再次转动,使点胶完毕的传感器接头转动至套管机构5的下方,此时将套管原料自上而下放置于上导管槽533和下导管槽535,同时下料驱动组件531工作,进而带动套管压合组件536同步工作,完成对经过套管压合组件536的套管的矫直动作,与此同时,裁切移送组件541驱动裁切夹持组件544向下移动将位于转动承载机构2上的传感器接头进行夹持,并向上移动至下导管槽535的下端部,此时输送至下导管槽535下端部的套管套设于被夹持的传感器接头上部,此时裁切推送气缸5451工作,驱动裁切连接板5452沿裁切支撑臂5453带动裁切刀5455向内侧运动,将裁切夹持组件544夹持的传感器接头上的套管进行裁切动作,裁切完毕,裁切夹持组件544将夹持的套设有套管的传感器接头放置于转动承载机构2上,转动承载机构2再次转动,将套管完毕的传感器接头转动至成型机构6下方,此时左侧成型推送气缸63带动左侧夹模64,右侧成型推送气缸65带动右侧夹模66,同时相对运动对套设有套管的传感器接头进行成型压合动作,压合完毕,转动承载机构2再次转动将组装完毕的传感器接头转动至下料机构7下方,水平下料无杆气缸72驱动取料手指气缸73完成将传感器接头移送至收料仓。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种用于传感器接头的自动化组装设备
- 一种塑料接头自动化加工用组装设备