一种汽车下油底壳的加工工艺
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及一种汽车下油底壳的加工工艺。
背景技术
目前,放油螺栓作为汽车发动机下油底壳的重要组成部分,其对气密性要求十分严格。下油底壳螺母作为放油螺栓的对手件,其内旋螺纹垂直度直接影响到与放油螺栓的配合后的密封效果。目前下油底壳的生产流程为:
工序1:下油底壳单体冲压成型(不含螺母);
工序2:焊接螺母单体冷镦成型、螺纹加工;
工序3:下油底壳半成品与已进行螺纹加工的螺母单体焊接;
工序4:下油底壳与放油螺栓配对锁紧;
因最终螺纹垂直度需以下油底壳与螺母的贴合面作为基准面来评价,其最终垂直度会受螺母本体的螺纹垂直度和焊接过程螺母受热变形导致垂直度变化的综合影响,故成品螺纹垂直度过程能力普遍较差。
发明内容
本发明的目的在于提供一种汽车下油底壳的加工工艺,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种汽车下油底壳的加工工艺,包括以下步骤:
A、下油底壳单体冲压成型(不含螺母),厚度1.5mm的钢材经过下料、拉伸、冲孔切边、翻边、冲孔整形(调整平面度)等五道子工序完成成型;
B、焊接螺母单体冷镦成型,预留直径为13.21mm至13.30mm的光孔;
C、下油底壳半成品与未进行螺纹加工的螺母单体焊接,焊接前先将焊接螺母与下油底壳单体以0.4MPA压力来压紧配合,随后以37.5±5A的电流进行焊接;
D、焊接螺母攻丝,攻丝前先将焊接完的半成品放置在攻丝台上,在对丝锥(丝锥规格M14×1.5精度H3)涂抹少量润滑油后由设备进行自动攻丝,攻丝转速为200Rev/min,攻丝深度22mm;
E、下油底壳与放油螺栓配对锁紧,放油螺栓规格为M14×1.5,锁紧力矩为10N×m。
与现有技术相比,本发明的有益效果是:
本发明通过先焊接后加工螺纹的方式进行下油底壳加工,完全避免了焊接过程中产品受热而影响垂直度的情况,同时采用下油底壳与螺母的贴合面作为加工螺纹的基准面,相比原先的螺母自身定位更为稳定,从而极大的提升了下油底壳成品螺纹垂直度的过程能力,提高产品合格率。
附图说明
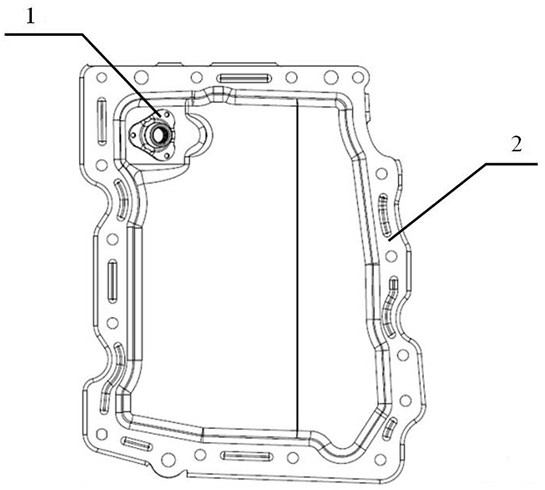
图1为本发明的结构示意图;
图2为图1的仰视图;
图中标号:1-油底壳壳体、2-焊接螺母位置。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
本实施例提供一种技术方案:一种汽车下油底壳的加工工艺,包括以下步骤:下油底壳单体冲压成型(不含螺母),厚度1.5mm的钢材经过下料、拉伸、冲孔切边、翻边、冲孔整形(调整平面度)等五道子工序完成成型;焊接螺母单体冷镦成型,预留直径为13.21mm至13.30mm的光孔;下油底壳半成品与未进行螺纹加工的螺母单体焊接,焊接前先将焊接螺母与下油底壳单体以0.4MPA压力来压紧配合,随后以37.5±5A的电流进行焊接;焊接螺母攻丝,攻丝前先将焊接完的半成品放置在攻丝台上,在对丝锥(丝锥规格M14×1.5精度H3)涂抹少量润滑油后由设备进行自动攻丝,攻丝转速为200Rev/min,攻丝深度22mm;下油底壳与放油螺栓配对锁紧,放油螺栓规格为M14×1.5,锁紧力矩为10N×m。
本发明在不增加过多设备投入的情况下,极大的改善了下油底壳焊接螺母螺纹垂直度合格率低的问题,同时也有效的规避了后续下油底壳漏油等质量风险。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的术语在适当情况下可以互换,以便这里描述的本申请的实施方式,例如,能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、产品或设备固有的其它步骤或单元。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、 “在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
现在,将参照附图更详细地描述根据本申请的示例性实施方式。然而,这些示例性实施方式可以由多种不同的形式来实施,并且不应当被解释为只限于这里所阐述的实施方式。应当理解的是,提供这些实施方式是为了使得本申请的公开彻底且完整,并且将这些示例性实施方式的构思充分传达给本领域普通技术人员,在附图中,为了清楚起见,有可能扩大了层和区域的厚度,并且使用相同的附图标记表示相同的器件,因而将省略对它们的描述。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种汽车下油底壳的加工工艺
- 一种汽车发动机下油底壳