一种H型钢结构翼板矫正机及其使用方法
文献发布时间:2023-06-19 12:21:13
技术领域
本发明属于钢结构加工技术领域,具体是指一种H型钢结构翼板矫正机及其使用方法。
背景技术
近几年,钢结构建筑相比于砖混结构建筑在环保、节能、高效、工厂化生产等方面具有明显优势。深圳高325米的地王大厦、上海浦东高421米的金茂大厦、北京的京广中心、鸟巢、央视新大楼、水立方等大型建筑都采用了钢结构,北京、上海、山东、辽宁、内蒙等省市已开始进行钢结构住宅试点,其中,北京金宸公寓已被列为建设部住宅钢结构体系示范工程。高层钢结构建筑屡见不鲜人们预料21世纪是金属结构的世纪,钢结构将成为新建筑时代的脊梁。全世界至今已完成的102幢超高层建筑中,钢筋混凝土结构16幢,纯钢结构59幢,不同形式的钢砼混合结构27幢;可以看出钢结构的发展必将促使建筑业、冶金工业、机械工业、汽车工业、农业、石油工业、商业、交通运输业得到迅速发展。
目前钢结构H型钢焊接完成后,由于翼板腹板焊接都采用埋弧焊,翼板变形很大。现有工艺都是采用翼板矫正机,目前应用的翼板矫正机都是采用底下一个拖轮,在翼板两侧施加压力对翼板进行校平,但是会出现翼板与腹板不垂直的情况,需要后续利用火工进行角度调整,整体加工耗时严重。在此基础上又对矫正机进行了改进,在现有矫正机上增加两侧副轮扶正,虽然可以保证翼板校平的同时,保证翼板、腹板的垂直角度,但是由于腹板比翼板薄,经常出现角度能够保证但是腹板变形的问题,无法进行修正。
另外,钢结构在焊接时,构件是摆放在马凳或者胎架上的。当钢结构的上面焊接完毕后,需要翻身才能焊接下面,所以存在以下不足:
(1)采用翼板扶正的方式进行校正时,由于翼板比腹板厚,在冷却状态下强制矫正,容易使较薄板的一方产生变形弯曲,在H型钢结构的矫正时,容易产生腹板弯曲,后期无法进行修正;
(2)鉴于以上原因,目前翼板矫正机只进行翼板的校平,但是单纯的翼板校平改变了腹板与翼板的垂直角度,后期人工校正角度工作量很大;
(3)人工校正角度时,需要外加千斤顶并配合火焰加热翼板与腹板的角焊缝位置进行,周期长,工人长期处于弯腰状态,对身体影响很大。
根据上述中的相关技术,针对这一现状,迫切需要开发一种H型钢结构翼板矫正机及其使用方法,以克服当前实际应用中的不足。
发明内容
针对上述情况,为克服现有技术的缺陷,本发明提供了一种结构设计合理,克服了强制矫正腹板垂直角度时产生的腹板变形问题,实现了在冷却状态下同步进行翼板校平与腹板、翼板角度垂直矫正的工艺,可减轻工人劳动强度,不仅大大提高了H型钢在翼板校正工序的效率,还提高整体经济效益的H型钢结构翼板矫正机及其使用方法。
本发明采取的技术方案如下:本发明一种H型钢结构翼板矫正机及其使用方法,包括矫正机本体和工件,所述矫正机本体包括翼板夹紧轮、翼板顶升轮、翼板顶升油缸、腹板夹紧轮、腹板夹紧油缸、火焰加热枪和设备底座,所述设备底座纵截面为凹字形设置,所述翼板顶升油缸连接设于设备底座的内底壁上,所述翼板顶升油缸的顶部设有轮架,所述翼板顶升轮旋转设于轮架内,所述翼板夹紧轮对称设于设备底座的相对两内侧壁上,所述翼板夹紧轮设于翼板顶升轮的上方,所述腹板夹紧油缸设于设备底座的相对两内侧壁上,所述腹板夹紧油缸设于翼板夹紧轮的上方,两侧所述腹板夹紧油缸的伸缩端相对设置,所述腹板夹紧轮旋转设于腹板夹紧油缸的伸缩端上,所述工件的底部翼板设于翼板顶升轮的上方,且所述翼板夹紧轮与腹板夹紧轮从下到上贴设于工件腹板的两侧,所述火焰加热枪设于设备底座内,且所述火焰加热枪的加热输出端正对工件的翼板与腹板的焊缝部位设置。
进一步地,所述翼板顶升轮于轮架上设有驱动电机,所述驱动电机控制翼板顶升轮的旋转,是工件通过矫正机本体的主要驱动装置。翼板顶升轮可实现工件的顶升,并对工件施加矫正所需的外力。
进一步地,所述腹板夹紧轮上还设有转动电机,所述转动电机控制腹板夹紧轮的旋转。
进一步地,所述矫正机本体还包括控制箱,所述腹板夹紧油缸、火焰加热枪、翼板顶升油缸、驱动电机和转动电机均与控制箱电连接。
优选地,所述翼板夹紧轮、腹板夹紧轮、腹板夹紧油缸均于设备底座的内侧壁上对称设有两组,两组所述腹板夹紧轮分别与两组腹板夹紧油缸的伸缩端旋转连接。腹板夹紧轮可实现对工件腹板的对中与定位,在夹紧时,对工件施加能够完成腹板、翼板角度矫正的外力,在矫正时,腹板夹紧轮可顺畅的转动。
优选地,所述火焰加热枪设有两组,两组所述火焰加热枪的加热输出端正对工件两侧翼板与腹板的焊缝部位设置。
进一步地,所述火焰加热枪设于工件行走方向的前方。
优选地,所述转动电机、驱动电机均为无极变速电机,且所述转动电机、驱动电机采用同步控制,所述转动电机、驱动电机均带有自动刹车功能。
本发明还公开了一种H型钢结构翼板矫正机的使用方法,包括以下步骤:
S1:根据翼板顶升轮的高度及工件的长度,现场需配置与翼板顶升轮高度相同、与工件长度相同的棍棒线以配合该工艺的实现;
S2:将工件吊运至棍棒线后向前输送,当前段到达翼板顶升轮的上部时,开启腹板夹紧油缸,推动腹板夹紧轮从工件的腹板两侧进行夹紧,以保证工件的翼板的中心位于翼板顶升轮的正上部;
S3:开启翼板顶升油缸,推动翼板顶升轮开始上顶,与工件翼板两侧的翼板夹紧轮进行压紧,实现对翼板的矫平;
S4:打开两侧的火焰加热枪,对工件的翼板与腹板的焊接部位进行加热,提高翼板、腹板的变形性能同时消除焊接应力,同时开启驱动电机的开关,驱动电机控制翼板顶升轮的旋转,使工件在设备底座内缓慢移动,移动速度≤0.6M/min;
S5:移动开始时,注意测量已经通过矫正机本体的工件状态,根据变形量调整翼板顶升轮以及腹板夹紧轮的压力,直至工件完全达到标准要求,开始进行矫正;
S6:当工件完全通过矫正机本体后,对工件进行翻面,对另外一侧的工件翼板如上述步骤S1-S5进行重复操作,完成整个工件的矫正。
采用上述结构本发明取得的有益效果如下:本方案一种H型钢结构翼板矫正机及其使用方法,具有以下优点:
(1)可以有效的矫正钢结构在焊接过程中翼板变形的问题。
(2)极大的提高钢结构翼板、腹板角度矫正的效率,节省工作时间。
(3)翼板矫平与角度矫正同时的工艺,不再需要人工进行翼板、腹板的角度矫正,降低工人的劳动强度。
(4)由于火焰加热枪的使用(这一步模拟人工火焰矫正而来),提高了翼板、腹板焊接位置的塑性变形能力以及消除了在埋弧焊过程中引起的材料内应力的问题,克服了强制矫正腹板垂直角度时产生的腹板变形问题,实现了在冷却状态下同步进行翼板校平与腹板、翼板角度垂直矫正的工艺。
附图说明
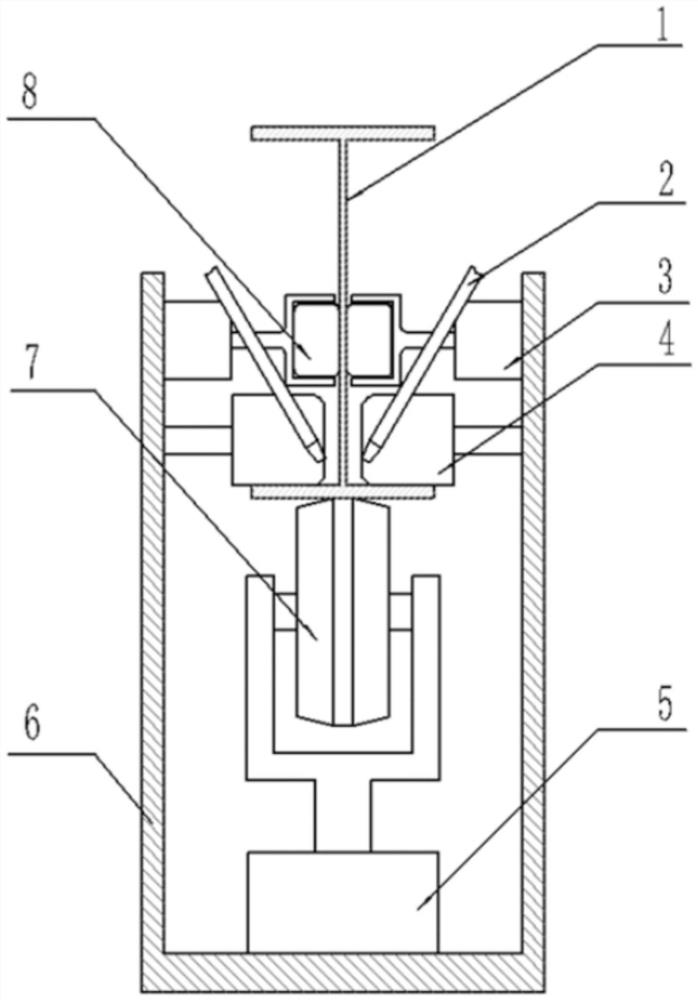
图1为本发明一种H型钢结构翼板矫正机及其使用方法的整体结构示意图。
其中,1、工件,2、火焰加热枪,3、腹板夹紧油缸,4、翼板夹紧轮,5、翼板顶升油缸,6、设备底座,7、翼板顶升轮,8、腹板夹紧轮。
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,本发明一种H型钢结构翼板矫正机,包括矫正机本体和工件1,所述矫正机本体包括翼板夹紧轮4、翼板顶升轮7、翼板顶升油缸5、腹板夹紧轮8、腹板夹紧油缸3、火焰加热枪2和设备底座6,所述设备底座6纵截面为凹字形设置,所述翼板顶升油缸5连接设于设备底座6的内底壁上,所述翼板顶升油缸5的顶部设有轮架,所述翼板顶升轮7旋转设于轮架内,所述翼板夹紧轮4对称设于设备底座6的相对两内侧壁上,所述翼板夹紧轮4设于翼板顶升轮7的上方,所述腹板夹紧油缸3设于设备底座6的相对两内侧壁上,所述腹板夹紧油缸3设于翼板夹紧轮4的上方,两侧所述腹板夹紧油缸3的伸缩端相对设置,所述腹板夹紧轮8旋转设于腹板夹紧油缸3的伸缩端上,所述工件1的底部翼板设于翼板顶升轮7的上方,且所述翼板夹紧轮4与腹板夹紧轮8从下到上贴设于工件1腹板的两侧,所述火焰加热枪2设于设备底座6内,且所述火焰加热枪2的加热输出端正对工件1的翼板与腹板的焊缝部位设置。
其中,所述翼板顶升轮7于轮架上设有驱动电机,所述驱动电机控制翼板顶升轮7的旋转,是工件1通过矫正机本体的主要驱动装置。翼板顶升轮7可实现工件1的顶升,并对工件1施加矫正所需的外力。
所述腹板夹紧轮8上还设有转动电机,所述转动电机控制腹板夹紧轮8的旋转。
所述矫正机本体还包括控制箱,所述腹板夹紧油缸3、火焰加热枪2、翼板顶升油缸5、驱动电机和转动电机均与控制箱电连接。
所述翼板夹紧轮4、腹板夹紧轮8、腹板夹紧油缸3均于设备底座6的内侧壁上对称设有两组,两组所述腹板夹紧轮8分别与两组腹板夹紧油缸3的伸缩端旋转连接。腹板夹紧轮8可实现对工件1腹板的对中与定位,在夹紧时,对工件1施加能够完成腹板、翼板角度矫正的外力,在矫正时,腹板夹紧轮8可顺畅的转动。
所述火焰加热枪2设有两组,两组所述火焰加热枪2的加热输出端正对工件1两侧翼板与腹板的焊缝部位设置。
所述火焰加热枪2设于工件1行走方向的前方。
所述转动电机、驱动电机均为无极变速电机,且所述转动电机、驱动电机采用同步控制,所述转动电机、驱动电机均带有自动刹车功能。
本发明还公开了一种H型钢结构翼板矫正机的使用方法,包括以下步骤:
S1:根据翼板顶升轮7的高度及工件1的长度,现场需配置与翼板顶升轮7高度相同、与工件1长度相同的棍棒线以配合该工艺的实现;
S2:将工件1吊运至棍棒线后向前输送,当前段到达翼板顶升轮7的上部时,开启腹板夹紧油缸3,推动腹板夹紧轮8从工件1的腹板两侧进行夹紧,以保证工件1的翼板的中心位于翼板顶升轮7的正上部;
S3:开启翼板顶升油缸5,推动翼板顶升轮7开始上顶,与工件1翼板两侧的翼板夹紧轮4进行压紧,实现对翼板的矫平;
S4:打开两侧的火焰加热枪2,对工件1的翼板与腹板的焊接部位进行加热,提高翼板、腹板的变形性能同时消除焊接应力,同时开启驱动电机的开关,驱动电机控制翼板顶升轮7的旋转,使工件1在设备底座6内缓慢移动,移动速度≤0.6M/min;
S5:移动开始时,注意测量已经通过矫正机本体的工件1状态,根据变形量调整翼板顶升轮7以及腹板夹紧轮8的压力,直至工件1完全达到标准要求,开始进行矫正;
S6:当工件1完全通过矫正机本体后,对工件1进行翻面,对另外一侧的工件1翼板如上述步骤S1-S5进行重复操作,完成整个工件1的矫正。
本领域技术人员能够理解,转动电机、驱动电机、棍棒线等装置所采用的驱动采用的是现有技术,其内部的具体连接此处不再赘述。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
- 一种H型钢结构翼板矫正机及其使用方法
- 一种多翼板H型钢门式矫正机