发动机在线试漏密封性的控制方法
文献发布时间:2023-06-19 12:24:27
技术领域
本发明是关于发动机技术领域,特别是关于一种发动机在线试漏密封性的控制方法。
背景技术
发动机缸盖在生产流水线上试漏,常规做法是采用人工试漏,工作时工人封堵不完全、不均匀,常把相关接头压坏或压不牢,封堵位置不准确,孔的数量错塞、漏塞,密封时间过长或过短,引发一系列发动机密封性不合格的质量事故,工作效率低,劳动强度大,极大降低流水线正常运行。
公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
发明内容
本发明的目的在于提供一种发动机在线试漏密封性的控制方法,可以实现自动在线试漏密封性的功能,提高了设备安全运行系数,且工作效率高。
为实现上述目的,本发明提供了一种发动机在线试漏密封性的控制方法,包括:发动机随托盘进入检测工位,并完成封堵工装。棍道带停止,气缸升起,完成定位功能。控制系统发出命令使燃烧室封堵开始动作,完成后进行排气封堵缸动作和进气缸封堵动作。试漏系统启动,对工装和密封性之间形成的腔体进行抽真空,并测试工件的泄漏量,且自动判断合格与否。试漏结束后,控制系统发出命令,使进气封堵返回、排气封堵返回及燃烧室封堵返回。以及完成试漏密封性,气缸下降。
在本发明的一实施方式中,发动机在线试漏密封性的控制方法还包括:托盘继续流转到下一工位。试漏系统记录相关信息,并发送信号给控制系统。以及控制系统结束测试。
在本发明的一实施方式中,发动机随托盘进入检测工位,并完成封堵工装包括:发动机随托盘进入检测工位,在辊道90度回转台上,发动机回转90度,人工拉动封堵工装对发动机缸盖进行对位并将工装密封面紧紧贴合,完成封堵工装。
在本发明的一实施方式中,试漏系统启动,对工装和密封性之间形成的腔体进行抽真空,并测试工件的泄漏量,且自动判断合格与否包括:试漏系统启动,试漏仪对工装和密封型器件之间形成的腔体进行抽真空,当达到预设的真空度,通过差压式捡漏仪测试工件的泄漏量,并自动判断合格与否,同时将发动机机型、生产流水号、操作者、检测压力、泄漏率、检测结果、当前工件检测合格率等相关检测数据存储在工控机中。
在本发明的一实施方式中,差压式捡漏仪为空气型泄漏检测仪,内置有高灵敏度的差压传感器,具有误差修正功能、多频道功能及自带真空发生器。
与现有技术相比,根据本发明的发动机在线试漏密封性的控制方法,可以实现自动在线试漏密封性的功能,提高了设备安全运行系数,且工作效率高。
附图说明
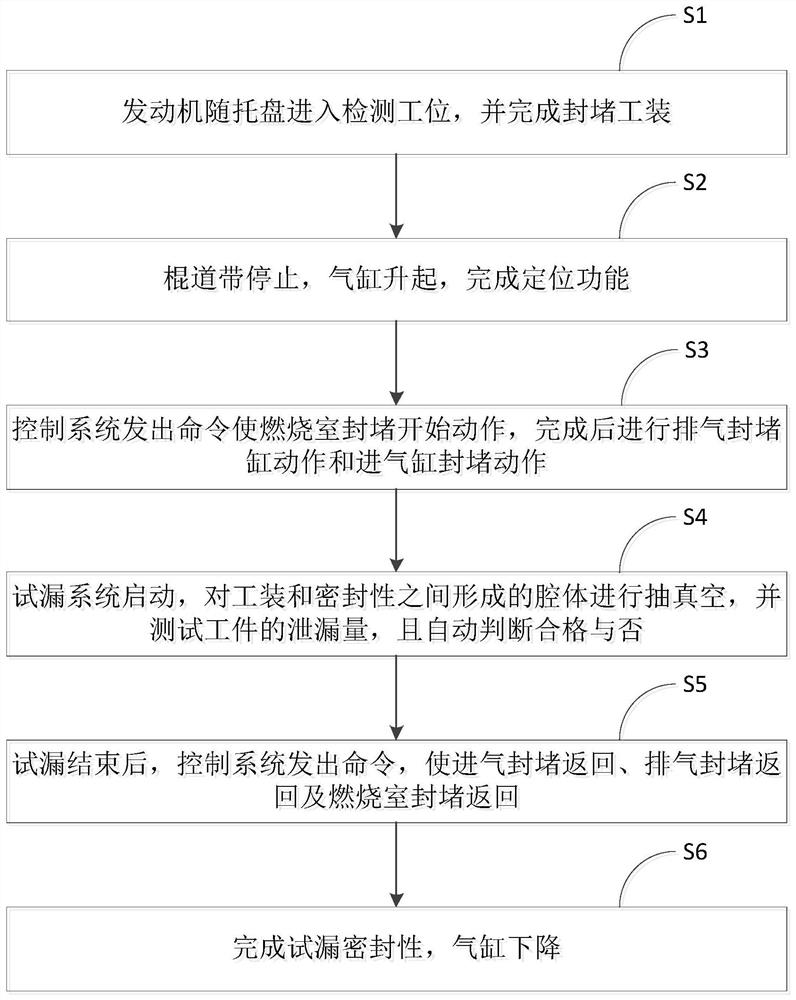
图1是根据本发明一实施方式的发动机在线试漏密封性的控制方法的流程示意图;
图2是根据本发明一实施方式的发动机在线试漏密封性的控制方法的简化示意图。
具体实施方式
下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
图1是根据本发明一实施方式的发动机在线试漏密封性的控制方法的流程示意图。图2是根据本发明一实施方式的发动机在线试漏密封性的控制方法的简化示意图。
如图1至图2所示,根据本发明优选实施方式的一种发动机在线试漏密封性的控制方法,包括:S1,发动机随托盘进入检测工位,并完成封堵工装。S2,棍道带停止,气缸升起,完成定位功能。S3,控制系统发出命令使燃烧室封堵开始动作,完成后进行排气封堵缸动作和进气缸封堵动作。S4,试漏系统启动,对工装和密封性之间形成的腔体进行抽真空,并测试工件的泄漏量,且自动判断合格与否。S5,试漏结束后,控制系统发出命令,使进气封堵返回、排气封堵返回及燃烧室封堵返回。S6,完成试漏密封性,气缸下降。
在本发明的一实施方式中,发动机在线试漏密封性的控制方法还包括:托盘继续流转到下一工位。试漏系统记录相关信息,并发送信号给控制系统。以及控制系统结束测试。
在本发明的一实施方式中,发动机随托盘进入检测工位,并完成封堵工装包括:发动机随托盘进入检测工位,在辊道90度回转台上,发动机回转90度,人工拉动封堵工装对发动机缸盖进行对位并将工装密封面紧紧贴合,完成封堵工装。
在本发明的一实施方式中,试漏系统启动,对工装和密封性之间形成的腔体进行抽真空,并测试工件的泄漏量,且自动判断合格与否包括:试漏系统启动,试漏仪对工装和密封型器件之间形成的腔体进行抽真空,当达到预设的真空度,通过差压式捡漏仪测试工件的泄漏量,并自动判断合格与否,同时将发动机机型、生产流水号、操作者、检测压力、泄漏率、检测结果、当前工件检测合格率等相关检测数据存储在工控机中。
在本发明的一实施方式中,差压式捡漏仪为空气型泄漏检测仪,内置有高灵敏度的差压传感器,具有误差修正功能、多频道功能及自带真空发生器。
在实际应用中,本发明的发动机在线试漏密封性的控制方法,具体流程如下:设备运行,系统开始,发动机随托盘进入检测工位,在辊道90度回转台上,发动机回转90度,人工拉动封堵工装对发动机缸盖进行对位并将工装密封面紧紧贴合,完成封堵工装。辊道带停止,气缸升起,完成定位功能。控制系统发出命令,使燃烧室封堵开始动作,完成后排气封堵缸动作;排气封堵检测信号到位,接着进气封堵缸动作。试漏系统启动,试漏仪对工装和密封型器件之间形成的腔体进行抽真空,当达到一定的真空度,通过差压式捡漏仪测试工件的泄漏量,并自动判断合格与否,同时将发动机机型、生产流水号、操作者、检测压力、泄漏率、检测结果、当前工件检测合格率等相关检测数据存储在工控机中。检测仪器采用空气型泄漏检测仪,内置有高灵敏度的差压传感器,具有先进的误差修正功能、多频道功能及自带真空发生器,能对应多品种测试。检测完毕,工装手柄上的指示灯变亮,绿色表示合格,红色表示不合格,人工扶正工装退出缸盖并在弹簧平衡器的作用下,工装自动返回原位。试漏结束,控制系统发出命令,进气侧封堵缸返回,进气封堵检测信号到位,接着排气侧封堵缸返回。机型切换基准插销缸动作,完成后,接着返回;燃烧室封堵动返回,完成试漏密封性,气缸下降,托盘继续流转到下一工位,系统记录相关信息,发送信号给控制系统,系统结束。其中,该控制系统由密封性工装、悬挂系统、工装放置柜、气动系统、电控系统等组成。设备控制系统采用西门子PLC,人机界面采用12寸研华工控机,具有数据存储及导出功能,其性能可靠,操作简单易懂。
总之,本发明的发动机在线试漏密封性的控制方法,解决了现有工人封堵不完全、不均匀,常把相关接头压坏或压不牢,封堵位置不准确,孔的数量错塞、漏塞,密封时间过长或过短的缺陷,实现了自动在线试漏密封性的功能,提高设备安全运行系数,且提高了工作效率。
本领域内的技术人员应明白,本申请的实施例可提供为方法、系统、或计算机程序产品。因此,本申请可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本申请可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、CD-ROM、光学存储器等)上实施的计算机程序产品的形式。
本申请是参照根据本申请实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
- 发动机在线试漏密封性的控制方法
- 湿式汽车发动机零部件腔体密封性试漏台