滚压轮的加工方法及滚压轮
文献发布时间:2023-06-19 12:25:57
技术领域
本发明涉及显示技术领域,尤其涉及滚压轮的加工方法及滚压轮。
背景技术
增亮膜又称为棱镜片,广泛应用于液晶显示器的背光模组中,以提高整个背光模组的发光效率。增亮膜包括基底以及层叠在基底上的棱镜结构,而制作增亮膜则需要使用与棱镜结构对应的滚压轮对增亮膜进行滚压以形成棱镜结构。
现有技术中,通过滚压轮所加工出的增亮膜多为如图1所示的结构。而在实际应用中,使用者往往会将该增亮膜裁切为如图2所示的结构。如此,不仅浪费材料,而且增加了使用者使用成本。因此,有必要设计一种新的滚压轮的加工方法,以改变现状。
发明内容
基于此,有必要提供一种能够降低裁切损耗的滚压轮的加工方法以及滚压轮。
一种滚压轮的加工方法,所述滚压轮适用于增亮膜的加工,包括:
提供滚压轮以及刀具,并设定所述滚压轮旋转的线速度V1以及所述刀具的进给速度V2;
偏转所述刀具,以使所述刀具的刀刃的延伸方向与所述刀具靠近或远离所述滚压轮的方向结合所形成的平面,与垂直于所述滚压轮的中心轴的平面所形成的较小的夹角为arctanV2/V1;
驱动所述滚压轮按设定的线速度V1沿其中心轴旋转;
驱动所述刀具以预设的进给速度V2反复对所述滚压轮进行切削,以形成螺旋形的切削槽。
一种滚压轮,采用上述提供的加工方法加工制成。
采用本发明实施例提供的滚压轮的加工方法,通过控制刀具进给速度V2与滚压轮线速度V1的比例以调节切削槽的螺距,再通过改变刀具上刀刃的角度以便于刀具对滚压轮进行切割。如此,可制得不同倾斜程度的切削槽,使用具有该切削槽的滚压轮对增亮膜进行加工,可制得不同倾斜程度的棱镜结构,以满足不同使用者的需求,从而达到降低裁切损耗的目的。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
其中:
图1为现有技术中加工制得的增亮膜。
图2为通过一实施例提供的加工方法制得的滚压轮压合制成的增亮膜。
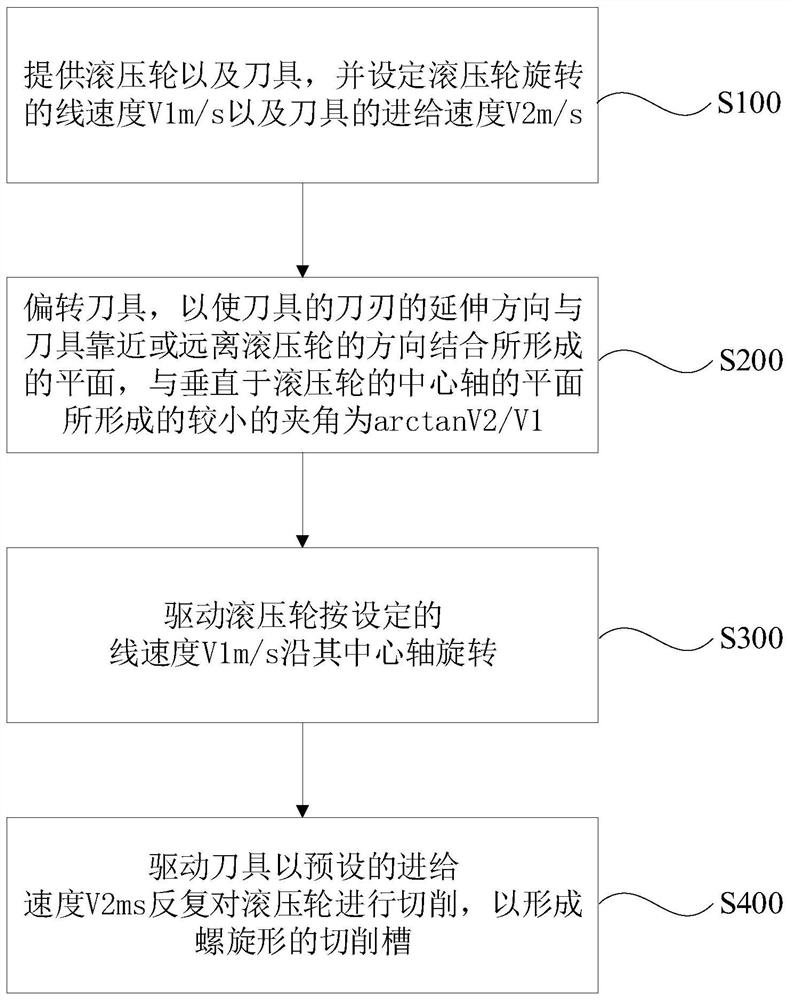
图3为第一实施例提供的滚压轮的加工方法的流程图。
图4为第二实施例提供的滚压轮的加工方法的部分流程图。
图5为第三实施例提供的滚压轮的加工方法的部分流程图。
图6为滚压轮加工的示意图。
图7为裁切旋转角度与材料使用面积的示意图。
图8为不同参数下裁切使用材料面积以及损耗比例的情况示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果所述特定姿态发生改变时,则所述方向性指示也相应地随之改变。
另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个所述特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
请参阅图3,本发明第一实施例提供一种滚压轮的加工方法,滚压轮适用于增亮膜的加工,具体包括如下步骤。
步骤S100:提供滚压轮以及刀具,并设定滚压轮旋转的线速度V1以及刀具的进给速度V2。
具体地,该预设的进给速度V2的范围为0.15mm/s~250mm/s。该进给速度V2的方向为滚压轮的轴向。
步骤S200:偏转刀具,以使刀具的刀刃的延伸方向与刀具靠近或远离滚压轮的方向结合所形成的平面,与垂直于滚压轮的中心轴的平面所形成的较小的夹角为arctanV2/V1。
具体地,该夹角小于或等于90°。
进一步地,该夹角为5°、10°、15°、20°、25°、30°、35°、40°或45°。
可以理解的是,请参阅图6,在这里,可以假设将滚压轮平铺为长方形。刀具以进给速度V2沿滚压轮的轴向即Z方向运动,滚压轮以线速度V1绕滚压轮圆周方向即C方向运动,即刀具以V1的速度沿X1方向相对滚压轮运动,相当于刀具以速度V3沿A方向运动。为了能够在滚压轮上切割出所需要的形状,将该刀具刀刃的延伸方向与A方向一致。即上述所说的该夹角为arctanV2/V1。
举例来说,V2/V1=1时,arctanV2/V1=arctan1=π/4=45°。
需要补充的是,在刀具切割滚压轮前,将刀具偏转。在刀具切割滚压轮时,刀具的角度始终保持不变,以使得刀具在稳定地在滚压轮上进行切割。为了保证该效果,V2与V1的比值始终保持不变。
步骤S300:驱动滚压轮按设定的线速度V1沿其中心轴旋转。
可以理解的是,该滚压轮可以正向转动,当然也可以反向转动,但刀具刀刃切削面需配合滚压轮调整。
步骤S400:驱动刀具以预设的进给速度V2反复对滚压轮进行切削,以形成螺旋形的切削槽。
需要说明的是,该螺旋形的切削槽的螺距由滚压轮的线速度V1以及刀具的进给速度V2决定。进给速度V2与线速度V1的比值越大,该螺距也越大,反之该螺距越小。
当然,本实施例中,刀具切割滚压轮的过程中,可同步按比例增加或者减小V1与V2的数值,以加快或者减缓刀具切割滚压轮的速度。
另外,需要补充的是,该滚压轮上的切削槽用于对增亮膜进行加工,以使得增亮膜上的棱镜结构与切削槽适配。
请参阅图1与图2,图1为现有技术中的增亮膜100,使用者往往需要对图1所示的增亮膜100进行裁切,以制得图2所示的增亮膜200。本发明的目的在于提供一种滚压轮的加工方法从而直接制得如图2所示的增亮膜200。
上述提供的滚压轮的加工方法,通过控制刀具进给速度V2与滚压轮线速度V1的比例以调节切削槽的螺距,再通过改变刀具上刀刃的角度以便于刀具对滚压轮进行切割。如此,可制得不同倾斜程度的切削槽,使用具有该切削槽的滚压轮对增亮膜进行加工,可制得如图2所示不同倾斜程度的棱镜结构,以满足不同使用者的需求,从而达到降低裁切损耗的目的。
下面结合实践对上述实施例提供的滚压轮的加工方法进行详细的阐述。
请参阅7,图7为裁切旋转角度与材料使用面积的示意图。图中每一行中的长条10内小长方形20的摆放角度不同。可以理解的是,该长条10为现有技术中滚压轮制得的总的增亮膜。小长方形20为实际需要使用的增亮膜。
请继续参阅图8,图8为不同参数下裁切使用材料面积以及损耗比例的情况示意图。其中,裁切预留宽度为相邻的两个增亮膜或增亮膜与边之间的预留宽度。损耗比例为裁切10个增亮膜使用材料面积,与10个增亮膜面积和裁切预留面积之和的比例。可以理解的是,图中10组皆用于得到相同面积但角度不同的增亮膜。因此,其使用材料的面积越大,相对损耗的材料越多。
由图8可以得出,当增亮膜裁切旋转角度为0°时,裁切时使用材料面积最少。在0°~25°之间,随着裁切旋转角度的升高,其裁切时使用材料面积也相应增多。在25°~45°之间,随着裁切旋转角度的升高,其裁切时使用材料面积也相应减少。大体上看,通过对原材进行裁切以获取不同角度的增亮膜,其材料损耗是相当严重的。上述实施例所提供的滚压轮的加工方法可有效解决该问题。
请参阅图4,基于本发明第一实施例提出第二实施例,下面结合图4对本发明第二实施例进行详细的阐述。
步骤S400驱动刀具以预设的进给速度V2反复对滚压轮进行切削,以形成螺旋形的切削槽,具体还包括如下步骤。
步骤S410:设定刀具相对滚压轮轴向的初始位置。
步骤S420:驱动刀具至初始位置。
步骤S430:驱动刀具朝滚压轮运动以达到预设的切削深度。
该切削深度,与滚压轮的转速、刀具的硬度以及刀具的进给速度有关。通常来说,粗加工时,切削深度相对较大,以提高切削效率,精加工时,切削深度相对较小,以保证表面粗糙度。
在本实施例中,滚压轮转速为50rpm~300rpm或者为550mm/s~3500mm/s。
在本实施例中,切削槽的深度的范围为5μm~50μm。
另外,切削槽的截面呈等腰三角形,且切削槽的两个侧壁形成的底角的范围为75°~105°。优选地,该底角为90°。
步骤S440:驱动刀具以预设的进给速度V2沿滚压轮轴向运动并切割滚压轮。
步骤S450:重复步骤驱动刀具回到初始位置、步骤驱动刀具朝滚压轮运动以达到预设的切削深度以及步骤驱动刀具以预设的进给速度V2沿滚压轮轴向运动并切割滚压轮,以加工形成切削槽。
可以理解的是,在滚压轮上切割出所需要的切削槽,需要通过多次进给、多次切割完成,从而保证滚压轮上切削槽的精度、表面粗糙度等等。
请参阅图5,基于本发明第一实施例提出第三实施例,下面结合图4对本发明第三实施例进行详细的阐述。
在步骤S400驱动刀具以预设的进给速度V2反复对滚压轮进行切削,以形成螺旋形的切削槽之后,还包括如下步骤。
步骤S500:改变刀具初始切割滚压轮的位置,并再次驱动刀具以预设的进给速度V2反复对滚压轮进行切削,以形成与上述切削槽相错设置的切削槽。
步骤S600:重复多次该步骤,以形成多个相错且排列设置的切削槽。
需要强调的是,滚压轮经步骤S400之后,假如切削槽的螺距较大且切削槽的宽度相对较小,则切削槽相邻的两个螺牙之间存在间隔。如此,可通过步骤S500以及步骤S600对滚压轮进行加工,从而使得切削槽相互连接且排列设置在滚压轮上。
在本实施例中,相邻的两个切削槽的距离范围为10μm~100μm。
为了解决本发明所提出的问题,本发明第四实施例提出一种滚压轮,采用上述的加工方法加工制成。
需要说明的是,滚压轮的具体结构可通过上述滚压轮的加工方法得出,于此不再赘述。
以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
- 滚压轮的加工方法及滚压轮
- 一种用于螺栓强化滚压的两轮圆角滚压强化机