双轴挤出机
文献发布时间:2023-06-19 12:25:57
技术领域
本发明涉及含水原料的挤压用的双轴挤出机,详细而言涉及圆锥型双轴挤出机和平行双轴挤出机。
背景技术
对含水原料进行挤压脱水的圆锥型双轴挤出机在专利文献1、2中已有记载。另外,对含水原料进行挤压脱水的平行双轴挤出机在专利文献3、4中已有记载。
双轴挤出机的原料大多为粉末状、颗粒状、球状等形状,另外,原料大多具有粘性。因此,在以往的圆锥型双轴挤出机、平行双轴挤出机等中,原料堵塞在其排水口,需要频繁地停止运转或进行扫除。另外,还存在原料从排水口被排出的情况,也有可能导致成品率的降低、品质稳定性的恶化。
现有技术文献
专利文献
专利文献1:日本特开2017-202657号公报
专利文献2:日本特开2005-280254号公报
专利文献3:日本特开2012-111236号公报
专利文献4:日本特开2016-129953号公报
发明内容
本发明的目的在于,提供一种能够在维持或提高来自含水原料的水的挤压排出效率的同时防止原料堵塞在排水口的情况的双轴挤出机、特别是圆锥型双轴挤出机和平行双轴挤出机。
本发明人等进行了深入研究,其结果是,通过对双轴挤出机采取以下的手段而能够解决上述课题,根据这样的见解而完成了本发明。
以下的第一和第二发明是涉及到双轴挤出机的发明,作为优选的方式,是对圆锥型双轴挤出机做出的发明,但本发明并不限定于圆锥型双轴挤出机。
第一发明的圆锥型双轴挤出机是用于挤压含水原料的圆锥型双轴挤出机,具备:壳体,该壳体在顶端具有混炼物的排出口,在后部具有原料的投入口;以及两根圆锥型螺杆,该两根圆锥型螺杆设置在该壳体内,在该壳体设置有排水口,所述圆锥型双轴挤出机的特征在于,该排水口的最下端设置于该壳体内的最下端的上方。优选的是,所述排水口设置于壳体的后端壁、壳体后部。
在第一发明的一方式中,在所述排水口未设置固液分离机构。
在第一发明的一方式中,所述投入口从所述壳体的所述后端壁向壳体顶端侧离开。
在第一发明的一方式中,在所述螺杆,在所述投入口的后端位置的后方设置有密封环。
第二发明的圆锥型双轴挤出机是用于挤压含水原料的圆锥型双轴挤出机,具备:壳体,该壳体在顶端具有混炼物的排出口,在后部具有原料的投入口;以及两根圆锥型螺杆,该两根圆锥型螺杆设置在该壳体内,所述圆锥型双轴挤出机的特征在于,在所述螺杆的螺棱中的与所述投入口的前端相比靠顶端侧的一部分设有缺损部分。
在第二发明的一方式中,所述缺损部分为从所述螺棱的外缘朝向螺杆轴心侧缺损的形状。
在第二发明的一方式中,所述壳体与所述螺杆的螺棱之间的间隙随着从所述投入口朝向排出口而变窄。
第三发明的平行双轴挤出机是用于挤压含水原料的平行双轴挤出机,具备:壳体,该壳体在顶端具有混炼物的排出口,在后部具有原料的投入口;以及两根平行的螺杆,该两根平行的螺杆设置在该壳体内,所述平行双轴挤出机的特征在于,在所述投入口与所述排出口之间未设置水排出用开口。
在第三发明的一方式中,在所述壳体的后端壁或后端壁与所述投入口之间具有排水口。
发明的效果
根据本发明的双轴挤出机,在维持或提高来自含水原料的水的排出效率的同时,防止(包含抑制)了原料堵塞在排水口的情况。
即,根据第一发明的圆锥型双轴挤出机,在壳体的最下端的上方设置有排水口的最下端,积存于壳体最后部的水从排水口溢流这样地被排出。由于排水口的最下端与壳体内的最下端相比位于上方,因此壳体内的最后部的下端附近的原料难以到达排水口,能够防止排水口由原料堵塞的情况。
根据第二发明的圆锥型双轴挤出机,由于在螺棱设有缺损部分,因此通过挤压产生的水通过缺损部分向后方移动,挤压后的水顺畅地从排水口排出。
在第三发明的平行双轴挤出机的壳体中,由于在从投入口至排出口之间的范围内未设置水排出用的开口,因此不会产生开口在该范围内的堵塞。
附图说明
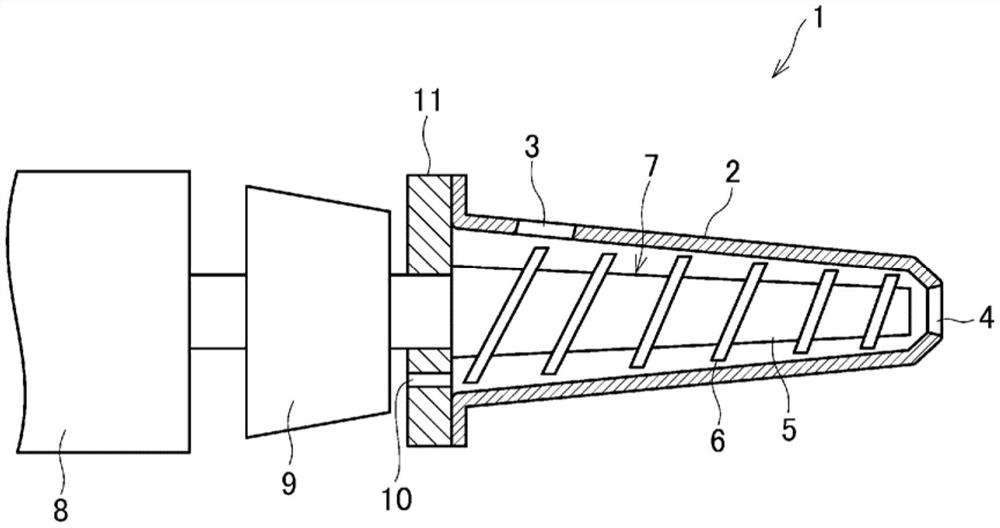
图1是第一发明的实施方式所涉及的圆锥型双轴挤出机的纵剖视图。
图2a是图1的圆锥型双轴挤出机的水平剖视图。
图2b是第一发明的另一实施方式所涉及的圆锥型双轴挤出机的纵剖视图。
图2c是图2b的圆锥型双轴挤出机的水平剖视图。
图3是第一发明的另一实施方式所涉及的圆锥型双轴挤出机的纵剖视图。
图4是第二发明的实施方式所涉及的圆锥型双轴挤出机的纵剖视图。
图5是图4的圆锥型双轴挤出机的螺杆的与轴心线垂直的方向的概略剖视图。
图6是图4的圆锥型双轴挤出机的螺杆的与轴心线垂直的方向的概略剖视图。
图7是第二发明的另一实施方式所涉及的圆锥型双轴挤出机的纵剖视图。
图8是第三发明的实施方式所涉及的平行双轴挤出机的纵剖视图。
具体实施方式
[第一发明的实施方式]
图1是对含水的热可塑性弹性体、橡胶、树脂等含水原料进行挤压脱水的圆锥型(锥形)双轴挤出机1的纵剖视图,图2是其水平剖视图。
该圆锥型双轴挤出机1具有壳体2。在该壳体2的后端设置有后端壁11。在壳体2的后部侧的上表面部设置有用于供给含水原料的原料投入口3,在顶端部设置有用于挤出脱水后的原料的排出口4。
在壳体2内,在水平方向上相邻地收纳有对从所述投入口3投入的含水原料一边进行输送一边进行挤压的两根螺杆7。各螺杆7具有转子轴5和从该转子轴5的外周立起的螺旋状的螺棱6。
两根转子轴5以随着从投入口3侧到达排出口4侧而轴间距离逐渐变窄的方式配置。转子轴5的外径及螺棱6的外径形成为随着从投入口3侧到达排出口4侧而变小。
两根螺杆7的转子轴5以其轴线所成的角度为10~40度的范围的方式配置。两根螺杆7以所述螺棱6为啮合状态的方式配置。
各螺杆7的转子轴5的大径侧悬臂支承于外壳2的后端壁11,且连结有驱动装置8。
驱动装置8使两根转子轴5向相互相反的方向旋转。转子轴5的旋转方向被设为使从投入口3投入的原料咬入两根螺杆7、7之间的方向。
在该实施方式中,构成为:一方的转子轴5由驱动装置8直接驱动,另一方的转子轴5通过锥齿轮9联动连结而被驱动向相反方向旋转,但并不限定于这样的驱动方式。
在后端壁11设置有将从原料挤压而产生的水向壳体2外排出的排水口10。排水口10的最下端设置于后端壁11的最下端的上方。
该排水口10由一部分原料可以通过的大小的开口构成。在该实施方式中,也可以不在该排水口10设置筛网等固液分离机构。优选使螺棱6的外周与壳体2的内表面的间隔比大部分的原料的直径窄。由此,大部分的原料都从投入口3侧向排出口4侧被搬运。即使原料通过螺棱6间的间隙而堆积在排水口10附近的壳体2下表面,原料也被旋转的螺棱6刮起而去往排出口。因此,通过相对于来自投入口3的原料供给量适当地保持螺杆7的转速而抑制了原料从排水口10漏出的情况。这是因为原料的比重大于水的比重。
螺棱6的外周与壳体2内表面的间隔优选为5mm以内,更优选为1mm以内,进一步优选为0.5mm以内。由此,防止了原料从投入口3向排水口10侧移动的情况,通过螺杆7向排出口4搬运。
在以往的圆锥型双轴挤出机中,在排水口设置有例如楔形丝筛网、冲孔板、网眼或布等网状物等,但在该实施方式中,优选不设置这样的固液分离机构。
壳体2的内表面中的下表面部从后端壁11朝向排出口4成为上升坡度。
在这样构成的圆锥型双轴挤出机中,含水原料从投入口3投入,通过螺杆7一边被挤压一边朝向排出口4输送。堆积在壳体2内的后部的下表面的原料被正在旋转的圆锥形螺杆7的螺棱6刮起,被向壳体2的前方移送并被挤压。被挤压出的水根据壳体2的下表面部的坡度而向后方流动,从后端壁11的排水口10排出。这样,使通过挤压产生的水与所述原料的流动为相反方向,从而能够高效地进行脱水。
在本实施方式中,在后端壁11的最下端(后端壁11的内表面与壳体2的内表面的最后部且最下部相交的部分)的上方设置排水口10。排水口10的最下端与后端壁11的最下端相比位于上方。优选以如下方式设置排水口10:排水口10的最下端位于比该后端壁11的最下端靠上方5mm以上、更优选靠上方10mm以上、进一步优选靠上方15mm以上且不特别限定但优选为200mm以下、更优选为100mm以下的范围。由此,由于原料的比重比水(挤压水)的比重大,因此原料沉降于挤压水中,仅挤压水选择性地从排水口排出。此外,若在壳体后端壁11的最下端设置排水口,则排水口容易被该原料堵塞,挤压水难以被排出。
如果排水口10的高度过高,则积存在壳体2内的挤压水的水面水平到达所述排出口4的下缘,水从所述排出口4与原料一起被排出,因此,排水口10的开口下缘的水平优选设为比排出口4的下缘的水平低的位置。
排水口10的优选的配置高度依赖于壳体2的大小,在壳体2大的情况下优选更高的位置,在壳体2小的情况、原料直径小的情况下优选更低的位置。
该实施方式的圆锥型双轴挤出机可以合适地用于螺杆直径(后端部的直径)为100mm~500mm的大小的挤出机。
在该实施方式中,通过在上述排水口10不设置固液分离机构,即使原料到达所述排水口10,也能够防止排水口10的堵塞的产生。
在该实施方式中,原料投入口3优选与后端壁11隔离而位于前方规定距离的位置。通过像这样投入口3位于后端壁11的前方且排水口10位于后端壁11,能够将挤压而产生的水的流动和原料的流动分开。
另外,通过投入口3与后端壁11分离,能够防止从投入口3投入到壳体2内的原料直接到达排水口10的情况,能够高效地对原料进行脱水。
投入口3的后端与后端壁11之间的距离优选为10mm以上、特别优选为15mm以上、特别优选为20mm以上。该长度的上限没有特别限定,但由于需要确保所述原料在螺杆7与壳体2之间被挤压的区域,因此,如果是螺杆直径为200mm的圆锥型双轴挤出机,则优选为1000mm以下。
投入口3的后端与后端壁11之间的优选的距离依赖于壳体2的大小,在壳体2大的情况下优选更长,在壳体2小的情况等下,优选更短。
在第一发明的一方式中,投入口3的后端与后端壁11之间的距离被设为:相对于具有N条的条数的螺棱6,在从投入口3的后端到后端壁11之间能够存在360/N°的螺杆螺棱的距离。由此,在原料到达所述排水口之前,原料与螺杆螺棱接触,被搬运到排出口3。此外,N条的条数是指构成螺杆螺棱的螺旋具有N组。
在图1、2的实施方式中,排水口10设置于后端壁11,但也可以设置于壳体2。将该一例所涉及的圆锥型双轴挤出机1’示于图2b、2c。
在该圆锥型双轴挤出机1’中,在壳体2的后部的下表面部,在比壳体2的最下部稍靠上方的部位设置有排水口10’、10’。壳体2的内表面中的排水口10’的后缘与后端壁11内表面的距离优选为1mm以上,特别优选为3mm以上,另外,优选为投入口3后缘的后方。通过在投入口3的下方不存在排水口,能够防止在原料投入时原料直接流入排水口而堵塞排水口的问题。此外,由于原料集中于壳体2的下表面而向后方移动,因此,在本发明中,即使不是壳体2的最下端,在壳体2的下表面也不设置排水口。
在该实施方式中,也以如下方式设置排水口10:排水口10的最下端(壳体2的内表面中的排水口10’的最下端)位于比后端壁11的最下端(后端壁11的内表面与壳体2的内表面的最后部且最下部相交的部分)优选靠上方5mm以上、更优选靠上方10mm以上、进一步优选靠上方15mm以上且不特别限定但优选为200mm以下、更优选为100mm以下的范围。由此,由于原料的比重比水(挤压水)的比重大,因此原料沉降于挤压水中,仅挤压水选择性地从排水口排出。
该圆锥型双轴挤出机1’的其他结构与圆锥型双轴挤出机1相同,图2b、2c的其他的符号表示与图1、2a相同的部分。
另外,图2b是与图1相同部分的纵剖视图,图2c是与图2a相同部分的水平剖视图。在图2b、2c中,为了明示排水口10’,螺杆6、7以切去基端侧的一部分的状态示出,但在实际的螺杆6、7不存在该切口。螺杆6、7的实际形状与图1、2a的螺杆6、7相同。
图3是第一发明的另一实施方式所涉及的圆锥型双轴挤出机1A的纵剖视图。
在该实施方式中,在存在于从投入口3的后端到后端壁11为止的区间的螺杆7设置有密封环12。图3的圆锥型双轴挤出机1A的其他结构与上述圆锥型双轴挤出机1相同,相同符号表示相同部分。
在该圆锥型双轴挤出机1A中,所投入的原料不到达排水口10而是通过螺杆7搬运至排出口3,能够高效地对所述原料进行脱水。
密封环12封闭在将壳体2的内部空间用相对于螺杆7的轴线或壳体2下表面呈45°~135°的角度的截面假想性地切开的情况下产生的面进行封闭。密封环12优选封闭在用相对于螺杆7的轴线垂直的截面假想性地切开的情况下产生的面。
密封环12的外周与壳体2内表面的间隔优选为10mm以内,更优选为5mm以内,进一步优选为1mm以内,特别优选为0.5mm以内。由此,防止原料向密封环12的后方移动的情况,通过螺杆7向排出口4搬运。
密封环12的外周与壳体2内表面的间隔的优选范围依赖于圆锥型双轴挤出机1A的大小,在圆锥型双轴挤出机1A大的情况下、原料直径大的情况下,优选更宽,在圆锥型双轴挤出机1A小的情况下、原料直径小的情况下,优选更狭窄。在本实施方式的情况下,圆锥型双轴挤出机1A的螺杆直径优选为100mm~500mm的大小。
<参考例1>
使用作为Em技研制的圆锥型双轴挤出机的CF-1V进行了测试。CF-1V的螺杆直径为160mm。
在该圆锥型双轴挤出机的后端壁的最下端设置宽度9mm的间隙,将该间隙作为排水口进行脱水试验。在从排出量25kg/h至90kg/h、转速15rpm至45rpm的条件下进行试验。所用原料为30%含水率的橡胶组合物。该橡胶组合物的主要成分是乳液聚合SBR(丁苯橡胶)和炭黑。该原料为直径1mm至50mm的直径的球状,比重大致为1.1。
该试验的结果是,在含水率最被降低的条件下,含水率达到了约4%。但是,在试验中,原料屡次堵塞排水口,需要用人力将堵塞在排水口的原料除去,消除堵塞。
另外,使用该设备在相同条件下对不同的原料进行了试验。所用原料为具有50%以上的含水率的橡胶组合物。该橡胶组合物的主要成分是天然橡胶和炭黑,作为其他成分,含有二氧化硅、碳纳米管、碳纳米纤维、石墨烯、纤维素、纤维素纳米纤维等中的任意一种或多种。该原料为直径0.5mm以下的球状。通常,粒径小的橡胶组合物的含水率高,难以被挤压,因此难以脱水。该试验的结果是,作为原料的橡胶组合物堵塞于排水口,未被挤压,未被脱水。
[第二发明的实施方式]
在第二发明中,如图4的圆锥型双轴挤出机1B那样,螺杆7的螺棱6具有缺损部分13。缺损部分是指在螺杆螺棱开设有孔、或有切口部分、或将它们进行了组合的情况。图4的圆锥型双轴挤出机1B的其他结构与图1、2的圆锥型双轴挤出机1相同,相同的符号表示相同的部分。
在该圆锥型双轴挤出机1B中,与不存在缺损部分的螺杆螺棱相比,能够使原料更均匀地脱水。即,在原料从投入口3去往排出口4时,还存在通过靠近转子轴5的部位的原料、通过远离转子轴5且靠近壳体2内表面的部位的原料。通过靠近转子轴5的部位的原料被挤压而产生的水的无处可去而难以被排出。另外,通过靠近壳体2内表面的部位的原料容易通过壳体2下表面与螺棱6之间的间隙,水被导向排水口10,容易被排出。通过在螺棱6设置孔或切口等缺损部分,能够将从通过靠近转子轴5的部位的原料脱水的水有效地导向排水口。
此外,原料本身也可以通过孔、切口等缺损部分12,但是,在这样的情况下,原料从投入口3进入、从排出口4出来为止的滞留时间增加,原料被挤压的时间增加,因此来自原料的水的排出效率提高。
在缺损部分12由孔构成的情况下,孔的直径优选大于0.5mm且小于直径30mm,孔的位置优选接近转子轴5的位置。
在缺损部分12如图5、6所示由切口13a或13b构成的情况下,切口的深度优选大于0.1mm,切口的宽度优选大于0.1mm且小于30mm。切口的深度没有上限,也可以是如图5那样直至到达转子轴5为止深的切口13a。
在第二发明的一方式中,如图7的圆锥型双轴挤出机1C那样,壳体2与螺棱6的间隙在排出口4比在投入口3附近窄。在该实施方式中,该间隙随着从投入口3朝向排出口4而变窄。图7的其他结构与图4相同,相同的符号表示相同的部分。
该实施方式在螺杆螺棱具有孔、切口等缺损部分12的情况下特别有效,特别是从存在于靠近螺杆轴的区域的原料进行的脱水变得良好。特别地,在处理能力大的大型的圆锥型双轴挤出机中,脱水的效果显著,与局部缺损的螺杆螺棱的组合对于高效的脱水非常有效。即,螺棱6的原料的咬入变得良好,并且能够以较高的压力对原料进行挤压、脱水。
在该圆锥型双轴挤出机1C中,在将投入口3的前端位置处的、与螺杆轴垂直的面上的、从壳体2内表面到螺棱6顶端(外周端)为止的距离设为A、将螺杆7顶端位置处的与螺杆轴垂直的面上的从壳体2内表面到螺棱6顶端为止的距离设为B的情况下,A/B优选为1.01以上,更优选为1.05以上。此外,在壳体2与螺棱6之间的间隙过宽的情况下,原料的挤压变弱,脱水效率降低,因此A/B优选为1.5以下。
<参考例2>
使用作为Em技研制的圆锥型双轴挤出机的CF-1V进行了测试。CF-1V的螺杆直径为160mm。该螺杆不具有缺损部分,螺杆与壳体的间隙从投入口直至排出口是恒定的。
在该圆锥型双轴挤出机的后端壁的最下端设置宽度9mm的间隙,将该间隙作为排水口进行脱水试验。在从排出量25kg/h至90kg/h、转速15rpm至45rpm的条件下进行试验。所用原料为30%含水率的橡胶组合物。该橡胶组合物的主要成分是乳液聚合SBR(丁苯橡胶)和炭黑。该原料为直径1mm至50mm的直径的球状,比重大致为1.1。
该试验后,对于残留附着于螺杆的原料,对接近螺杆轴的原料和远离螺杆轴的原料的含水率进行比较。其结果发现,接近螺杆的原料的含水率高。
并且,使用相同设备在相同条件下对不同的原料进行了试验。所用原料为具有50%以上的含水率的橡胶组合物。该橡胶组合物的主要成分是天然橡胶和炭黑,作为其他成分,含有二氧化硅、碳纳米管、碳纳米纤维、石墨烯、纤维素、纤维素纳米纤维等中的任意一种或多种。该原料为直径0.5mm以下的球状。通常,粒径小的橡胶组合物的含水率高,难以被挤压,因此难以脱水。该试验的结果是,作为原料的橡胶组合物堵塞于排水口,未被挤压,未被脱水。
[第三发明的实施方式]
图8是第三发明的实施方式所涉及的平行双轴挤出机1D的纵剖视图。
在该实施方式中,两根平行的螺杆7D被收纳在壳体2D内。壳体2D内部的高度和宽度分别在壳体2D的整个长度上都相同。在螺杆7D的整个长度方向上,转子轴5D为等径,螺棱6D的直径也均匀。但是,螺棱6D的直径也可以如后所述越靠排出口4侧越大。该平行双轴挤出机1D的其他结构与图1、2的圆锥型双轴挤出机1相同,相同的符号表示相同的部分。
在该平行双轴挤出机1D中,在投入口3与排出口4之间未设置水排出用的开口。此外,在水排出用开口中存在脱水口和排水口。脱水口和排水口都是从壳体2内排出水的开口,但与挤压含水原料几乎同时地从脱水口向装置外排出水。因此,被挤压产生的水和被挤压过或未被挤压的原料通过与脱水口接触的位置。由于原料与脱水口接触,因此,有时原料从脱水口漏出,堵塞脱水口。排水口是用于将水向壳体2外排出的开口,但原料不通过与排水口接触的位置。
以往的平行双轴挤出机将脱水作为目的的一部分,因此通常在原料投入口与排出口之间设置有脱水口。另外,为了防止原料从脱水口漏出,在脱水口设置狭缝、网眼、冲孔金属板等固液分离机构。但是,即使设置固液分离机构,若原料充满平行双轴挤出机内而压力变高,则原料也从脱水口漏出。即使对上述的狭缝、网眼、冲孔金属板的构造、螺杆的形状进行设计,也非常难以防止具有流动性的原料从压力高的部位去往压力低的部位的情况。
在第三发明的平行双轴挤出机中,通过在原料存在的区域、即投入口3与排出口4之间不设置水排出用开口,能够防止原料的漏出。原料通过螺杆7D从投入口3向排出口4移送,其间压力升高而由此被挤压。被挤压出的水的粘度远低于原料的粘度,因此容易向压力低的方向、即从排出口4朝向投入口3的方向移动。
在第三发明中,优选在平行双轴挤出机1D的后端壁11或从后端壁11到投入口3之间的壳体2D下表面设置排水口10。由此,不会从排水口10漏出原料,能够高效地排出水。
在第三发明中,优选在后端壁11的垂直方向最下部或比最下部靠上方、更优选在比最下部靠上方且距最下部30mm以内的范围设置排水口10。
在第三发明的平行双轴挤出机的排水口,不具有像设置于以往的平行双轴挤出机的脱水口那样的例如楔形丝筛网、冲孔板、网眼或布等网状物等固液分离机构。
在第三发明中,也可以在平行双轴挤出机1D的从投入口3到排出口4之间使螺棱6D的直径越靠排出口4侧越大,由此使螺棱6D顶端与壳体2D内表面的间隔从投入口3朝向排出口4侧变小。由此,从原料挤压而产生的水向后方高效地流动,因此被挤压而产生的水高效地从排水口10排出。
在第三发明中,也可以在平行双轴挤出机1D的从投入口3到排出口4之间、且在壳体2的最下面设置抽真空排气口。通过从该抽真空排气口抽真空,能够进一步降低挤出物中的含水率。
从原料挤压而产生的水由于重力的作用而在壳体2内向下部移动,因此壳体2内的混炼物越是下位则越多地含有水。因此,与从壳体2的最上面侧抽真空相比,通过进行从壳体2的最下面侧的抽真空,能够高效地排出水。
另外,从投入口3到排出口4,被进行了充分混炼的混炼物呈一体性地被移送。难以与混炼物一体化的杂质成分、例如烧焦而变质的树脂、异物因重力而向下方移动,容易从最下面的抽真空排气口排出。
若在抽真空排气口设置狭缝、网眼、冲孔金属板等固液分离机构,则原料有可能堆积而堵塞,因此优选不设置这样的固液分离机构。一般而言,如果是在平行双轴挤出机的垂直方向的最上端的抽真空排气孔中不会涌起(vent-up)的条件下的运转,则即使在来自最下面侧的抽真空排气孔中原料也不会漏出。
平行双轴挤出机大多以螺杆轴心线方向为水平的方式设置,但也可以以螺杆轴心线方向为倾斜方向的方式设置。在将螺杆轴心线方向设为倾斜方向的情况下,优选以后端壁侧比排出口侧低的方式设置。由此,从原料挤压而产生的水易于根据壳体的倾斜而向排水口流动。
挤出物中的含水率也取决于要求性能,但优选为5重量%以下,更优选为1重量%以下,进一步优选为0.1重量%以下。
在想要使用以往的平行双轴挤出机来对橡胶组合物进行脱水的情况下,在橡胶组合物的含水率超过50%时脱水非常困难。与此相对,通过使用第三发明的平行双轴挤出机,即使在橡胶组合物的含水率超过50%的情况下,也能够充分地进行脱水,使含水率降低至1%以下。(仅利用平行双轴会是这样吗?)
另外,在想要使用以往的平行双轴挤出机来对橡胶组合物进行脱水的情况下,在橡胶组合物的含水率为10~50%时,虽然被脱水,但含水率不下降至1%。因此,在为需要使其脱水至含水率1%以下的橡胶组合物的情况下,需要使用干燥机等来使其干燥,但干燥机的干燥需要很多的能量和时间,因此成本高。通过使用第三发明的平行双轴挤出机,即使在橡胶组合物的含水率为10~50%的情况下,也能够充分地进行脱水,使含水率降低至1%以下。
[原料]
作为在本发明中使用的原料,只要是应该挤压而脱水的含水原料就没有特别限定,可举出热可塑性弹性体、橡胶等橡胶成分以及树脂等含水原料。适合使用橡胶成分。作为橡胶成分,没有特别限定,例如可以举出溶液聚合SBR(丁苯橡胶)或乳液聚合SBR、天然橡胶等。作为含水原料,不仅是橡胶成分,而且适合使用橡胶成分、炭黑、抗老化剂、油脂类、其他成分的组合物。作为其他成分,没有特别限定,可举出二氧化硅、碳纳米管、碳纳米纤维、石墨烯、纤维素、纤维素纳米纤维等。原料的比重优选超过1.0,更优选为1.05以上,进一步优选为1.1以上。这是因为与水(挤压水)的分离变得容易。含水原料的大小没有特别限定,通常为直径1~50mm的球状。
作为用于将脱水后的原料连续地成形的设备,优选在平行双轴挤出机的排出口设置管状的接头,并在接头的一部分安装切割刀。由此,从排出口出来的原料被成形为片状。
<第一~第三发明的组合>
此外,上述第一、第二以及第三发明能够分别任意地组合。通过将它们组合而成为一系列的脱水混炼成形工艺。
通过使用该一系列的脱水混炼成形工艺,不仅能够对形状、粘度、流动性等特征不同的原料连续地进行脱水,而且不存在脱水口,几乎不产生排水口的堵塞,因此能够得到成品率提高、运转停止次数减少、清扫次数减少等优点。
例如通过将本发明的圆锥型双轴脱水机与本发明的平行双轴脱水机串联组合,可以将含水率60~70%的原料用圆锥型双轴脱水机降低至含水率20~30%,再用平行双轴脱水机将含水率降低至5%以下。另外,可以用相同组合将含水率30~50%的原料用圆锥型双轴脱水机降低至含水率5~10%,再用平行双轴脱水机将含水率降低至1%以下。
实施例
<实施例1>
使用作为日本制钢所的平行双轴挤出机的TEX44α进行了试验。该平行双轴挤出机在后端壁设置有排水口,在从原料投入口到排出口之间不具有脱水口。在从排出量15kg/h至70kg/h、转速30rpm至80rpm的条件下进行试验。所用原料为30%含水率的橡胶组合物。该橡胶组合物的主要成分是乳液聚合SBR(丁苯橡胶)和炭黑。该原料为直径1mm至50mm的球状,比重大致为1.1。
该试验的结果是,无论在哪个条件下,在排水口均未确认出作为原料的橡胶组合物。另外,在含水率最被降低的条件下,含水率达到了0.57%。
并且,使用相同设备在相同条件下对不同的原料进行了试验。所用原料为具有50%以上的含水率的橡胶组合物。该橡胶组合物的主要成分是天然橡胶和炭黑,作为其他成分,含有二氧化硅、碳纳米管、碳纳米纤维、石墨烯、纤维素、纤维素纳米纤维等中的任意一种或多种。该原料为直径0.5mm以下的球状。通常,粒径小的橡胶组合物的含水率高,难以被挤压,因此难以脱水。
但是,该试验的结果是,作为原料的橡胶组合物能够脱水,并且在排水口没有被确认出,微小的橡胶组合物粒子与挤压水一起从排水口排出。所排出的微小的橡胶组合物粒子能够容易地与水分离,能够回收。由于在排水口不存在固液分离机构,因此设备不会产生堵塞。另外,原料回收也容易,由此可知,在使用该设备进行连续运转时,能够将维护频率保持得较低并确保较长的连续运转时间。虽然在排水口不存在固液分离机构,但从排水口排出的原料是微量的,能够回收并再次作为原料投入设备。
<实施例2>
改造EM技研的锥形给料机CF-2V,用作圆锥型双轴脱水机来进行了试验。CF-2V是之前所述的CF-1V的大型机种,基本结构相同,螺杆直径为200mm。该CF-2V在改造前与一般的锥形给料机同样地除了排出口以外没有供原料、水分排出的开口,投入口也不从后端壁向壳体顶端侧离开。另外,该锥形给料机也不具有密封环。改造该CF-2V,以排水口的最下端来到比壳体内的最下端靠上方的位置的方式设置排水口。并且使投入口从后端壁向壳体顶端侧离开。另外,还设有密封环。
在排出量3kg/h至100kg/h、转速5rpm至30rpm的条件下进行试验。所用原料为30%含水率的橡胶组合物。该橡胶组合物的主要成分是乳液聚合SBR(丁苯橡胶)和炭黑。该原料为直径1mm至50mm的球状,比重大致为1.1。该试验的结果是,无论在哪个条件下,在排水口均未确认出作为原料的橡胶组合物,在6小时的试验中,排水口未堵塞。另外,在含水率最被降低的条件下,含水率达到了4.1%。
并且,使用相同设备在相同条件下对不同的原料进行了试验。所用原料为具有65%以上的含水率的橡胶组合物。该橡胶组合物的主要成分是天然橡胶和炭黑,作为其他成分,含有二氧化硅、碳纳米管、碳纳米纤维、石墨烯、纤维素、纤维素纳米纤维等中的任意一种或多种。该原料为直径0.5mm以下的球状。通常,粒径小的橡胶组合物的含水率高,难以被挤压,因此难以脱水。但是,该试验的结果是,作为原料的橡胶组合物在最能够脱水的条件下脱水至24.5%,另外,作为原料的橡胶组合物在排水口未被确认出。
<比较例(与实施例2对应的比较例)>
该比较例是对在实施例2中所述的排水口、密封环能够进行装卸、能够返回到原来的状态的装置。另外,该比较例是对实施例2中所述的使其离开的投入口能够返回到原来的位置的装置。因此,还对使各个效果分别在单独的状态下是否发挥功能进行了确认。
首先,将排水口设置于壳体内的最下端,不安装密封环,投入口也未与后端壁隔离,在该状态下使用与实施例2相同的条件、相同的原料来实施了试验。作为结果,在试验开始数分钟内位于壳体内最下端的排水口由原料堵塞,被挤压而产生的水的无处可去,无法得到脱水效果。
另外,将排水口设置为排水口的最下端来到比壳体内的最下端靠上方的位置,不安装密封环,投入口未与后端壁隔离,在该状态下,使用与实施例2相同的条件、相同的原料来实施了试验。作为结果,在试验数分钟内排水口堵塞,无法得到脱水效果。这是由于在所投入的原料被螺杆向前方输送之前产生大量的原料存在于后方的时刻,因此在该状态下位于后方的原料被螺杆刮起了时堵塞排水口。
接着,将排水口设置为排水口的最下端来到比壳体内的最下端靠上方的位置,安装密封环,且投入口未与后端壁隔离,在该状态下,使用与实施例2相同的条件、相同的原料来实施了试验。作为结果,在试验数分钟内排水口堵塞,无法得到脱水效果。即使带有密封环,如果是投入口未与后端壁隔离的状态,则在投入时并非所有的原料都进入密封环的前方,一部分进入密封环的后方,该部分在被螺杆刮起了时堵塞排水口。
另外,将排水口设置于壳体内的最下端,安装密封环,且投入口与后端壁隔离,在该状态下,使用与实施例2相同的条件、相同的原料来实施了试验。作为结果,在试验数分钟内排水口堵塞,无法得到脱水效果。即使带有密封环且投入口与后端壁隔离,在排水口存在于壳体内的最下端的情况下,在少量的原料被送往了后方时,也会进入排水口,逐渐被堵塞。
使用特定的方式对本发明进行了详细说明,但是,对于本领域技术人员而言,显然能够在不脱离本发明的意图和范围的情况下进行各种变更。
工业适用性
本发明能够利用于热可塑性弹性体、橡胶、树脂的制造装置、加工装置。
本申请基于2019年3月20日申请的日本专利申请2019-053136,其整体通过引用而被援用。
- 挤出机用螺杆、轴承区段、以及双轴挤出机
- 铝矾土双轴搅拌挤出机