一种永磁电机转子内嵌贴磁钢装配工装及装配方法
文献发布时间:2023-06-19 13:29:16
技术领域
本发明涉及一种永磁电机装配工装,尤其是涉及一种永磁电机转子内嵌贴磁钢装配工装及装配方法。
背景技术
永磁电机采用永磁体生成电机的磁场,无需励磁线圈也无需励磁电流,效率高结构简单,是很好的节能电机,随着高性能永磁材料的问世和控制技术的迅速,永磁电机的应用将会变得更为广泛。随着永磁材料性能的不断提高和电机技术的发展,永磁电机在国民经济的各个领域得到了极其广泛应用。低碳经济的到来为永磁电机带来增长契机。永磁电机在替代能源方面成为行业发展的另一焦点。随着结构的调整,用于节能环保领域的永磁电机将会出现大幅增长。
永磁电机主要可以分为机壳、定子、转子和转轴几大组件。在转子制造方面,永磁电机转子内嵌贴高性能铰铁硼磁钢,由于磁钢磁性强,同极性磁钢相斥,人工安装时不易,靠近会弹开,易造成人身伤害,安装较复杂,工作效率低。
发明内容
本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种结构简单、安装方便、提高工作效率的永磁电机转子内嵌贴磁钢装配工装及装配方法,保证产品的一致性,克服安装的复杂因素。
本发明的目的可以通过以下技术方案来实现:
一种永磁电机转子内嵌贴磁钢装配工装,所述转子包括转子轴和转子铁芯,所述转子铁芯内开设有用于安装磁钢的磁钢槽,所述装配工装包括定位盘、导向块、推头和推进螺杆,所述定位盘上设有用于穿过所述推进螺杆的第一螺孔,所述导向块与转子铁芯连接,其上开设有内孔,所述推头安装于推进螺杆端部,
进行磁钢装配时,所述定位盘与转子同心连接,所述第一螺孔、内孔和磁钢槽位于同一中轴线上,形成使推进螺杆处于直线平移状态的通道,通过推进螺杆端部的推头将磁钢推进压入磁钢槽内。
进一步地,所述定位盘上设有用于套设于转子轴上的同心孔。
进一步地,所述定位盘上设有与实现与转子连接的定位孔,通过定位轴固定所述定位盘和转子。
进一步地,所述导向块采用非导磁性材料。
进一步地,所述推头与磁钢接触部位使用非导磁性材料。
进一步地,所述导向块上设有与转子铁芯连接的第二螺孔。
进一步地,所述推头包括依次连接的活节、螺钉、推头架和尼龙块,所述活节一端开有与所述推进螺杆连接的第三螺孔,另一端侧面开设有活节槽,通过所述活节槽和螺钉的配合实现所述活节与推头架的活动连接。
进一步地,所述推头架为凸形样式,开设有与所述活节连接的插槽、用于穿过所述螺钉的第四螺孔以及用于与所述尼龙块连接的连接孔。
进一步地,所述推头的外形与磁钢槽相匹配。
本发明还提供一种采用如所述的装配工装的永磁电机转子内嵌贴磁钢装配方法,包括以下步骤:
将定位盘与转子同心连接,定位盘的第一螺孔与磁钢的安装部位导向平行且居中;
将导向块固定于转子铁芯上,内孔和磁钢槽一致;
将推进螺杆预推入定位盘,推入方向侧装推头;
在磁钢预装部位刷涂胶水,通过导向块的辅助过度到磁钢槽内,旋入推进螺杆,推进压入磁钢,待胶水固化后退出推进螺杆,再进行第二层,以此类推;
磁钢安装到位完毕后,待胶水充分固化,拆除装配工装。
与现有技术相比,本发明具有以下有益效果:
1、本发明工装结构简单,且材料及加工成本低,安装也相对方便,有效提高工作效率。
2、本发明的工装可以一次完成需多人配合完成的步骤,保证产品的一致性,可以克服同极性磁钢相斥,避免装配过程中由于磁钢的吸引力造成损害及人身伤害。
3、本发明中转子磁钢内嵌,槽型为直导向槽,推头推进,推头与配装磁钢的转子槽平行一致,可根据不同槽型替换,具有很好的互换性。
4、本发明采用推头推进磁钢,由于推进过程为螺杆旋转递进,推头维持直线平移状态,保证磁钢平行推入且不受旋转及冲击,提高安装过程的效率,减低磁钢报废率。
附图说明
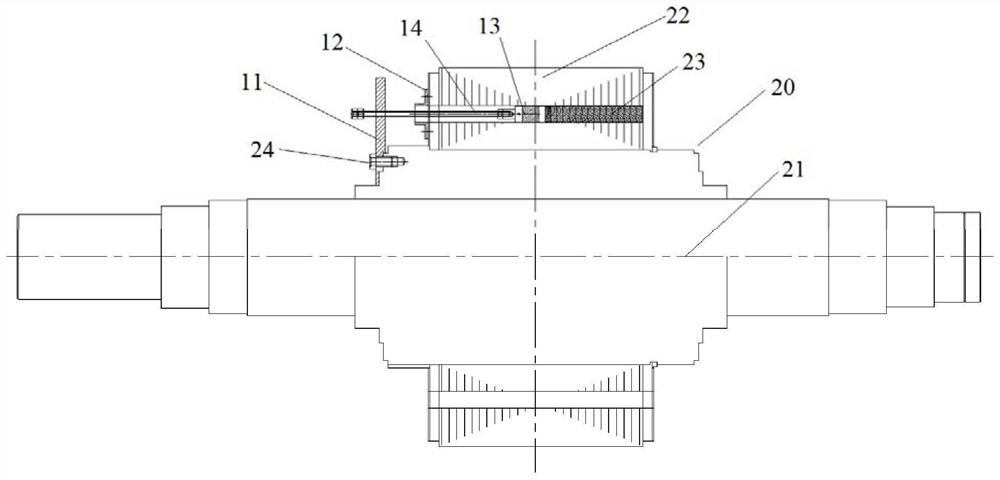
图1为本发明的结构示意图;
图2为本发明定位盘的结构示意图,其中,(2a)为主视图,(2b)为侧视图;
图3为本发明导向块的结构示意图,其中,(3a)为主视图,(3b)为侧视图;
图4为本发明推头的结构示意图,其中,(4a)为一个侧视图,(4b)为另一个侧视图;
图5为本发明活节的结构示意图;
图6为本发明推头架的结构示意图,其中,(6a)为主视图,(6b)为俯视图;
图中,11、定位盘,12、导向块,13、推头,14、推送螺杆,20、转子,21、转子轴,22、转子铁芯,23、磁钢,24、定位轴,111、定位孔,112、第一螺孔,121、第二螺孔,122、内孔,131、活节,132、螺钉,133、推头架,134、尼龙块,311、活节槽,312、第三螺孔,331、插槽,332、第四螺孔,333、连接孔。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
如图1所示,转子20包括转子轴21和转子铁芯22,转子铁芯22内开设有用于安装磁钢23的磁钢槽,现有磁钢装配时通常由人工完成,存在较多问题。本实施例提供一种永磁电机转子内嵌贴磁钢装配工装,以实现上述磁钢的快速、安全装配。
参考图1-图6所示,本实施例的装配工装包括定位盘11、导向块12、推头13和推进螺杆14,定位盘11上设有用于穿过推进螺杆14的第一螺孔112,导向块12与转子铁芯22连接,其上开设有内孔122,推头13安装于推进螺杆14端部,进行磁钢23装配时,定位盘11与转子20同心连接,第一螺孔112、内孔122和磁钢槽位于同一中轴线上,形成使推进螺杆14处于直线平移状态的通道,通过推进螺杆14端部的推头13将磁钢23推进压入磁钢槽内。
如图2所示,定位盘11上设有用于套设于转子轴21上的同心孔。定位盘11上还设有与实现与转子20连接的定位孔111,转子铁芯22端面设有定位螺孔,通过定位轴24插入所述定位孔111和定位螺孔,固定定位盘11和转子20。
本实施例中,定位盘11为一体化的圆形结构,带法兰边,多个第一螺孔112均布于法兰边上。定位盘11用于实现推进螺杆14位置的定位。
导向块12采用非导磁性材料,不被磁钢吸附,本实施例中,导向块12由铝合金制成。如图3所示,导向块12为凸形样式,其上设有与转子铁芯22连接的第二螺孔121,内孔122与转子的磁钢槽一致,作为磁钢导向槽的非导磁延伸段。
推头13与磁钢接触部位使用非导磁性材料。如图4所示,推头13包括依次连接的活节131、螺钉132、推头架133和尼龙块134,推头架13和尼龙块14为整体静态,如图5所示,活节131一端开有与推进螺杆14连接的第三螺孔312,另一端侧面开设有活节槽311,通过活节槽311和螺钉132的配合实现活节131与推头架133的活动连接,活节131为旋转体。
如图6所示,推头架133为凸形样式,开设有与活节131连接的插槽331、用于穿过螺钉132的第四螺孔332以及用于与尼龙块134连接的连接孔333。
推头13的外形与磁钢槽相匹配,可根据不同槽型替换。
利用上述装配工装进行永磁电机转子内嵌贴磁钢装配的步骤包括:
(1)将定位盘11与转子20同心连接,定位盘11的第一螺孔112与磁钢23的安装部位导向平行且居中;
(2)将导向块12固定于转子铁芯22上,内孔122和磁钢槽一致;
(3)将推进螺杆14预推入定位盘11,推入方向侧装推头13;
(4)在磁钢23预装部位刷涂胶水,通过导向块12的辅助过度到磁钢槽内,旋入推进螺杆14,推进压入磁钢23,待胶水固化后退出推进螺杆14,再进行第二层,以此类推;
(5)磁钢23安装到位完毕后,待胶水充分固化,拆除装配工装,填充环氧胶及压板。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
- 一种永磁电机转子内嵌贴磁钢装配工装及装配方法
- 一种用于永磁电机转子外嵌贴磁钢的装配工装