一种超声波控制器与机床数控系统互相通信的方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及超声加工领域,尤其涉及一种超声波控制器与机床数控系统互相通信的方法。
背景技术
旋转超声加工技术是针对难加工材料的特种加工技术。旋转超声加工过程中,刀具在常规机床主轴旋转运动的基础上,叠加超声频率、振幅为几微米到几十微米的纵振、扭振或纵扭复合振动等运动,形成特殊的材料去除效果,可以显著降低切削力、减缓刀具磨损、减轻工件亚表面损伤或毛刺、提高加工效率。目前市面上的超声加工系统主要为单独销售的机电系统,常规数控加工中心上加装该系统即升级为可以高效加工玻璃、陶瓷、复合材料等难加工材料的超声机床。旋转超声加工系统主要包括超声波控制器、电能传输系统和超声波刀柄等部分,其中超声波控制器根据超声加工系统性能发出具有特定频率和功率的超声频电信号,经电能发射器传送到超声波刀柄,并由超声波刀柄中的换能器将电信号转换为超声频机械振动输出。超声波控制器多具有用户操作界面,可以独立实现对超声电信号的输出控制,但在工作过程中,但是这样数控技术人员需要同时操作两台设备、并同时关注机床数控面板和超声波控制器反馈的工作状态,不符合其常规操作习惯,因此容易引起误操作;超声加工系统无法接收数控机床的控制信号,在机床闲置、非加工状态的空行程也只能保持运行状态,造成能量浪费。
以上背景技术内容的公开仅用于辅助理解本发明的构思及技术方案,其并不必然属于本专利申请的现有技术,在没有明确的证据表明上述内容在本专利申请的申请日已经公开的情况下,上述背景技术不应当用于评价本申请的新颖性和创造性。
发明内容
为解决上述技术问题,本发明提出一种超声波控制器与机床数控系统互相通信的方法,实现了超声波控制器与机床数控系统之间的数据交互,可以适应不同规格的超声加工刀柄的控制需要。
为达到上述目的,本发明采用以下技术方案:
本发明的一个实施例公开了一种超声波控制器与机床数控系统通信的方法,包括:
A1:所述超声波控制器在所述机床数控系统的控制下由数控机床供电;
A2:在所述机床数控系统装载超声加工刀柄之后,所述超声波控制器接受所述机床数控系统的超声启动指令;
A3:所述超声波控制器开始自动搜频,如果搜频正常完成,则以搜频得到的超声加工系统的工作频率为基础发射超声波信号,在所述超声加工系统的工作过程中实时跟踪工作频率的变化,并向所述机床数控系统反馈正常运行状态信号。
进一步地,步骤A1还包括:所述超声波控制器进行电源许可状态校验,如果电源许可状态校验许可通过,则继续执行步骤A2,如果电源许可状态校验许可不通过,则向所述机床数控系统输出许可报警信号。
进一步地,步骤A2中在所述机床数控系统装载超声加工刀柄后还包括:所述超声波控制器接受所述机床数控系统的与所述超声加工刀柄对应的超声控制参数。
进一步地,所述超声波控制器接受所述机床数控系统的与所述超声加工刀柄对应的超声控制参数具体包括:所述超声波控制器以数据包的形式接受所述机床数控系统的与所述超声加工刀柄对应的超声控制参数;或者,所述超声波控制器中存储多组超声控制参数,接受所述机床数控系统的与所述超声加工刀柄对应的超声控制参数的编号,以使得所述超声波控制器可以调用相应编号的超声控制参数。
进一步地,步骤A3中在所述超声波控制器开始自动搜频之后还包括:在自动搜频过程中向所述机床数控系统反馈搜频状态信号。
进一步地,步骤A3还包括:如果所述超声波控制器根据设定的超声控制参数无法搜索到超声加工系统的工作频率,则向所述机床数控系统输出刀柄匹配异常的报警信号。
进一步地,在步骤A3中还包括:所述超声波控制器实时检测电信号是否异常,如果异常,则向所述机床数控系统反馈电源运行异常报警信号。
进一步地,所述方法还包括步骤A5:在所述机床数控系统遇到空行程时,接受到所述机床数控系统的临时停止指令,所述超声波控制器暂停发射超声波信号并保留当前的超声运行参数;待所述机床数控系统开始加工行程时,接受到所述机床数控系统的临时启动指令,所述超声波控制器恢复发射超声波信号并继续运行。
本发明的另一个实施例公开了一种机床数控系统与超声波控制器通信的方法,包括:
B1:所述机床数控系统控制数控机床给所述超声波控制器供电;
B2:所述机床数控系统装载超声加工刀柄,并向所述超声波控制器发送超声启动指令;
B3:等待所述超声波控制器自动搜频,在所述超声波控制器搜频正常完成,所述机床数控系统接受到所述超声波控制器的正常运行状态信号之后,继续执行后续的加工程序;
B4:判断当前超声加工刀柄对应的加工程序是否运行完成,如果是,则所述机床数控系统向所述超声波控制器发送超声停止指令,如果否,则返回步骤B3中的执行后续的加工程序;
B5:判断加工是否完成,如果是,则结束所述机床数控系统与所述超声波控制器的通信控制;如果否,则更换下一把超声加工刀柄,并返回步骤B2。
进一步地,步骤B1还包括:所述机床数控系统控制进行机床自检,如果自检通过,则继续执行步骤B2;如果自检不通过,则输出报警信号。
进一步地,步骤B2在所述机床数控系统装载超声加工刀柄之后还包括:所述机床数控系统将所述超声加工刀柄对应的超声控制参数发送给所述超声波控制器。
进一步地,所述机床数控系统将所述超声加工刀柄对应的超声控制参数发送给所述超声波控制器具体包括:所述机床数控系统将所述超声加工刀柄对应的超声控制参数以数据包的形式发送给所述超声波控制器,或者,所述超声波控制器中存储多组超声控制参数,所述机床数控系统向所述超声波控制器发送超声控制参数的编号,以使得所述超声波控制器可以调用相应编号的超声控制参数。
进一步地,步骤B3中继续执行后续的加工程序之后还包括:判断是否遇到空行程,如果是,则向所述超声波控制器发送临时停止指令;如果否,则判断是否开始加工行程,如果是,则向所述超声波控制器发送临时启动指令,如果否,则继续执行步骤B4。
本发明的另一个实施例公开了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机可执行指令,所述计算机可执行指令在被处理器调用和执行时,所述计算机可执行指令促使处理器实现上述的方法。
与现有技术相比,本发明的有益效果在于:本发明提出的超声波控制器与机床数控系统互相通信的方法,可以实现通过机床数控程序控制超声加工系统的启停,减少不必要的能量损耗;通过超声波控制器向机床数控系统反馈故障信息,避免出现加工事故;超声波控制器与机床数控系统可以进行数据交互,以适应不同规格超声加工刀柄的控制需要。
在进一步的方案中,通过在超声波控制器和机床数控系统之间建立通信,由机床数控系统在运行数控程序并需要开启超声时开启超声加工系统,在空走刀行程暂停超声发波;超声波控制器能自适应适配超声刀柄谐振频率,并在出现故障时向机床数控系统反馈报警信息,并停止机床进给,以免发生危险;为了适应不同规格超声加工刀柄的控制需要,机床数控系统可以向超声波控制器发送必要的控制参数。如此,将超声波控制器与机床数控系统集成为一个整体。
附图说明
图1是本发明优选实施例的超声波控制器与机床数控系统互相通信的方法流程图;
图2是本发明优选实施例的超声加工系统与机床关键组件控制及连接关系示意图;
图3是本发明具体实施例的超声波控制器与机床数控系统互相通信的方法流程图。
具体实施方式
以下对本发明的实施方式作详细说明。应该强调的是,下述说明仅仅是示例性的,而不是为了限制本发明的范围及其应用。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。另外,连接既可以是用于固定作用也可以是用于电路/信号连通作用。
需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
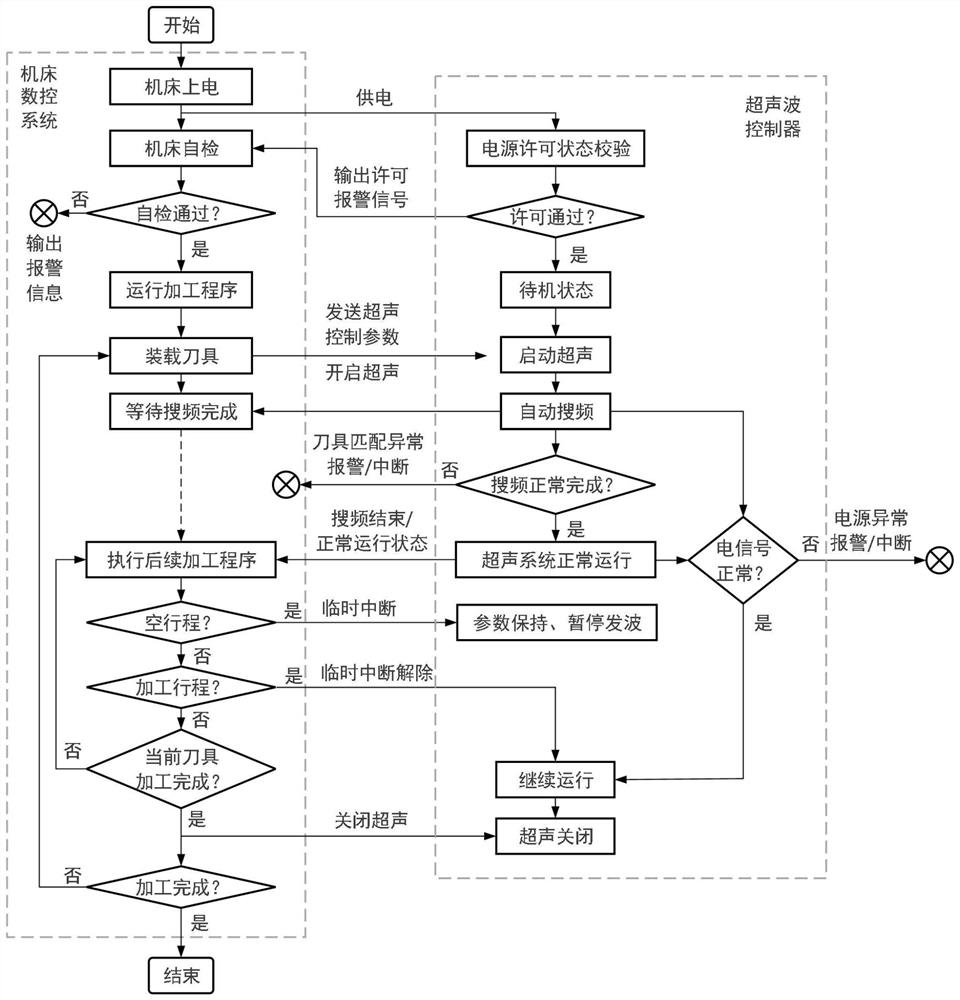
如图1所示,本发明的优选实施例公开了一种超声波控制器与机床数控系统互相通信的方法,包括以下步骤:
S1:机床上电、开启机床数控系统。
S2:由机床数控系统控制进行机床自检,并向超声波控制器供电。
S3:超声波控制器上电启动后进行电源许可状态校验。
S4:如果上述机床自检和超声波控制器的电源许可状态校验通过,则可以运行超声数控加工程序,否则需要根据报警提示解决故障后,再运行加工程序。
具体地,机床自检不通过时,输出报警信息,超声波控制器的电源许可状态校验不通过时,向机床数控系统输出许可报警信号。
S5:装载刀具(超声加工刀柄)后,由机床数控系统将该刀具(超声加工刀柄)对应的超声控制参数发送给超声波控制器,发送超声启动指令,然后数控程序等待;超声波控制器接到超声启动指令后,即开始搜频,搜频过程中向机床数控系统反馈搜频状态信号。
S6:超声波控制器搜频过程正常完成,则以搜频得到的超声加工系统(超声加工系统具体包括超声波控制器、电能发射器、超声波加工刀柄)工作频率为基础发射超声波信号,并在超声加工系统工作过程中实时跟踪其工作频率的变化;如果超声波控制器根据设定的超声控制参数无法搜索到系统的工作频率,则向机床数控系统输出刀具匹配异常报警信息,中断程序执行。
S7:超声波控制器正常运行状态,向机床数控系统反馈正常运行状态信息,机床数控系统得到该状态信息后,继续执行后续的加工程序。
S8:在加工过程中,如果遇到空行程,则由机床数控系统向超声波控制器发送临时停止指令,超声波控制器暂停发波但保留当前超声运行参数,待开始加工行程时,机床数控系统向超声波控制器发送临时启动指令,超声波控制器恢复发波、正常运行。
S9:当前超声加工刀柄对应的加工程序运行结束,机床数控系统向超声波控制器发送超声停止指令,超声波控制器停止发波,进入待机状态。
S10:在加工过程中如果超声波控制器检测到电信号异常,则反馈电源运行状态异常报警信息,机床停止进给,待故障排除后再执行数控加工程序。
S11:更换下一把刀具(超声加工刀柄),重复上述步骤S5~S10,直到所有加工程序运行完毕。
上述工作频率一般指超声加工系统工作模态对应的谐振频率;工作模态是指超声加工刀柄正常工作时的振动状态,可以是纵向振动、纵扭符合振动或弯曲振动等振动形式。
上述超声控制参数为超声波控制器对特定超声加工刀柄进行搜频、驱动和跟频操作相应的控制参数,包括但不限于:搜频上限、搜频下限、超声驱动功率、电压上限、电流上限、搜频步长、搜频速度、跟频速度等参数。
在具体的实施例中,机床数控系统向超声波控制器发送超声控制参数时,可以将超声控制参数按一定的协议,通过数据包发送给超声波控制器;也可以在超声波控制器内存储多组超声控制参数,然后由机床数控系统向超声波控制器发送超声控制参数对应的编号,由超声波控制器调用相应编号的超声控制参数组进行超声波控制。在更简化的实施例中,如果特定数控机床使用的超声加工刀柄可以公用同一套参数,可以只设定一组超声控制参数存储在超声波控制器中,如此机床数控系统无需向超声波控制器发送超声控制参数。
在一些实施例中,临时启停功能可以不开启,这样在整个加工过程中,无论空行程还是加工行程,超声波控制器均处于发波(发射超声波信号)状态。
本发明优选实施例公开的超声波控制器与机床数控系统之间的通讯控制方法,用于控制超声加工过程中超声波电信号通断,在机床数控系统上显示超声加工系统运行状态,并在超声加工系统出现运行故障时及时向机床数控系统报警。
如图2所示,超声加工系统10包括超声波控制器11、电能发射器12和超声加工刀柄13,机床数控系统20主要对机床主轴30进行供电并控制其运动,机床主轴30物理固定电能发射器12和超声加工刀柄13,并向超声加工刀柄13提供转矩,超声波控制器11是超声加工系统10中的驱动控制部分,主要通过电能发射器12给超声加工刀柄13供电,并用于驱动超声加工刀柄13;而超声波控制器11与机床数控系统20之间的连接可以分为多种类型,包括但不限于:
(1)供电:机床数控系统20给超声波控制器11供电,包括功率供电和控制供电,其中功率供电常规采用市电,在我国为220V、50Hz交流电,也可以根据机床数控系统20和超声波控制器11的特征采取其他供电方式;其中控制供电一般为低压直流电,常用的为24V直流电,也可以根据机床数控系统20和超声波控制器11的特征采取其他供电方式。
(2)运行控制:机床数控系统20对超声波控制器11进行运行控制,包括超声启停和临时启停两种启停方式。其中,超声启停(包括超声启动、超声停止)为主要的控制方式,机床数控系统20向超声波控制器11发送超声启动指令时,超声波控制器11需要根据设定好的超声控制参数对超声加工刀柄13进行搜频操作,找到超声加工刀柄13的工作频率,并在正常运行过程中实时追踪系统当前状态下的工作频率;机床数控系统20向超声波控制器11发送超声停止命令时,超声波控制器11即停止发波;超声波控制器11停止发波后,再接到超声启动指令,会重新进行搜频、跟频操作。临时启停(包括临时停止和临时启动),在超声波控制超声波控制器11正常运行状态下,接到临时停止信号,会中断发波,但相应的超声运行状态参数会保留,等接到临时启动信号时,会继续按跟频运行,不会进行搜频操作。
(3)状态反馈:超声波控制器11向机床数控系统20发送状态反馈信号,包括但不限于:①许可状态,即是否有权限运行系统;②搜频状态,表明超声波控制器处于搜频状态;③运行状态,表明超声波控制器11处于正常运行状态,各项超声参数在搜频得到的参数基础上根据超声加工系统10实际状态进行自动微调;④刀具匹配状态,即刀具(超声加工刀柄13)的阻抗特性是否符合设定,如果不满足,则输出刀具匹配异常报警信息;⑤电源运行状态,如果正常加工过程中,出现电流电压等信号异常导致超声波控制器无法正常运行,须向机床数控系统20反馈电源运行状态异常报警信息。
(4)数据通信:超声波控制器11与机床数控系统20之间进行数据通信,机床数控系统20向超声波控制器11发送超声控制参数,超声波控制器11可以向机床数控系统20发送当前超声波频率、功率等实际运行参数。
如图3所示,是本发明的一个具体实施例,主要描述基于机床数控系统IO口的通信方法。
供电部分,功率供电常规采用市电,在我国为220V、50Hz交流电,控制供电为24V直流电,地线即接地线,供电部分在电源运行过程中保持恒定不变。
基于机床数控系统的IO口实现数据交互,主要通信方式为IO口的高电平、低电平,高电平用数字1表示,低电平用数字0表示。使用7个IO口,可表示为7位二进制数字,分别对应超声启停、临时启停、许可状态、搜频状态、运行状态、刀具匹配状态、电源运行状态,各个IO口高低电平对应的信息如下:
(1)超声启停:高电平1对应超声启动,低电平0对应超声停止。
(2)临时启停:高电平1对应临时停止,底电平0对应临时启动。
(3)许可状态:高电平1对应许可通过,低电平0对应许可不通过。
(4)搜频状态:高电平1对应搜频状态,低电平0对应非搜频状态。
(5)运行状态:高电平1对应正常运行状态,低电平0对应停止状态。
(6)刀具匹配状态:高电平1对应刀具匹配异常状态,低电平0对应刀具匹配无异常。
(7)电源运行状态:高电平1对应刀电源运行异常状态,低电平0对应电源运行无异常。
上述7位二进制数表示IO口电平状态,数控超声加工按照以下步骤进行:
S1:机床上电、开启机床数控系统。
S2:有数控系统控制进行机床自检,并向超声波控制器供电。
S3:超声波控制器上电启动后进行许可状态校验。
S4:如果上述机床自检和超声波控制器许可状态校验通过,IO口状态为0010000,其中第三位1表示许可通过,则可以运行超声数控加工程序;否则,如果IO口状态为0000000,主要关注第三位0,表示许可不通过,通过机床数控面板显示“超声波控制器许可异常”警示信息,操作人员根据报警提示解决故障后,方可运行加工程序。在后续加工过程中,第三位数字应该保持为1,如果变为0,表示超声波控制器许可到期或超声波控制器断电,均应输出报警信息,并停止当前运行的程序,以免出现故障。
S5:运行数控加工程序,装载超声加工刀柄后,由机床数控系统将该刀柄对应的超声控制参数通过特定数据协议发送给超声波控制器,本实施例中使用232接口进行数据通信,发送的信息主要包括该超声加工刀柄对应的超声频率范围和超声功率;例如发送搜频上限为21000Hz、搜频下限为19000Hz、超声功率为额定功率的40%,可以发送数据:#&FU21000@$#&FL19000@$#&PR40@$,其中:变量FU表示搜频上限,单位为Hz;FL表示搜频下限,单位为Hz;PR表示额定功率百分比,单位%。在数控系统中通过设定M98代码功能,将超声启停对应的IO口设置为高电平,IO口总状态为1010000,此时超声波控制器接到启动信号,开始搜频操作,搜频过程中,超声波控制器向机床数控系统反馈搜频状态信号,IO口总状态为1011000。
S6:如果搜频完成,超声波控制器以合适的工作频率进入正常工作状态,向机床数控系统反馈相应的正常运行状态信号,IO口总状态为1010100;否则如果因为超声波刀柄故障或超声控制参数不合适导致搜频失败,则超声波控制器向机床数控系统反馈刀具匹配异常报警信号,相应的IO口总状态为1010010,数控系统运行中断。
S7:超声波控制器正常运行状态,向机床数控系统反馈正常运行状态信息,机床数控系统得到该状态信息后,继续执行后续的加工程序。
S8:在加工过程中,如果遇到空行程,则由机床数控系统向超声波控制器发送临时停止指令,IO口总状态为1110000,此时超声波控制器暂停发波但保留当前超声运行参数;空行程结束,进入加工行程时,机床数控系统向超声波控制器发送临时启动指令(即关闭临时停止指令),IO口总状态为1010100,超声波控制器恢复发波、正常运行。
S9:当前超声加工刀柄对应的加工程序运行结束,机床数控系统通过运行M99功能代码,向超声波控制器发送超声停止指令,此时超声启停IO口为低电平,超声波控制器停止发波,进入待机状态,此时IO口总状态为00XXXXX,其中X可以为1或0,超声波控制器正常停止,IO口总状态为0000000,如果有故障则在相应IO口反馈故障信息。
S10:在加工过程中如果超声波控制器检测到电信号异常,则反馈电源运行状态异常报警信息,IO口总状态为101XXX1,机床停止进给,待故障排除后再执行加工程序。
S11:更换下一把超声加工刀柄,重复上述步骤S5~S10,直到所有加工程序运行完毕。
本发明具体实施例主要适用的场景是:超声加工系统作为外加系统安装在成品数控机床上,提升了数控机床的加工能力,但现有超声加工系统一般独立销售,不具备与机床数控系统通信的能力,因此往往需要分别操作机床数控系统和超声控制器,操作不方便,且超声系统发生故障时机床不能及时停止,会发生危险。另一方面,本方案提出了对加工过程中超声的启停控制、临时启停控制方法,可以更有效地在加工过程中发挥超声加工系统的作用。
本发明的背景部分可以包含关于本发明的问题或环境的背景信息,而不是由其他人描述现有技术。因此,在背景技术部分中包含的内容并不是申请人对现有技术的承认。
以上内容是结合具体/优选的实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,其还可以对这些已描述的实施方式做出若干替代或变型,而这些替代或变型方式都应当视为属于本发明的保护范围。在本说明书的描述中,参考术语“一种实施例”、“一些实施例”、“优选实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。尽管已经详细描述了本发明的实施例及其优点,但应当理解,在不脱离由所附权利要求限定的范围的情况下,可以在本文中进行各种改变、替换和变更。
- 一种超声波控制器与机床数控系统互相通信的方法
- 一种基于LFM信号互相关相位特性的超声波测厚方法