一种自动化数控外圆磨床
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及磨床机械自动化领域,具体为一种自动化数控外圆磨床。
背景技术
常规磨床包括工作台和砂轮架,工作时,工作台作纵向往复移动;砂轮架作横向进给往复运动,在纵向方向上是固定不动的。由于常规磨床工作台长、占地空间大、纵向往复移动不稳定,导轨容易磨损,磨削长轴容易产生锥度,精度难以控制。常规磨床只能磨外圆、台阶轴,锥体等磨削范围小,对于圆弧类,曲面、螺旋面磨削加工则无法实现加工。
外圆磨削是传统加工工艺中的一项重要的工艺,不单单可以提高圆柱类零件的尺寸精度,提高零件表面的光洁度,作为磨削工艺,还可以担任加工一些特殊材料圆柱类零件的加工,如高硬度材料的外圆加工,这些零件往往硬度高、脆性大,不适合用车削等工艺进行加工,而外圆磨削可以通过改变砂轮的材质,线速度等参数,来对其进行加工。虽然外圆磨用途广泛,但他对操作人员的要求较高,一个班一个人只能操作一台设备,测量工件需要频繁停车测量,操作人员的技术水平直接影响工件的精度和生产效率,一个合格的外圆磨操作员往往需要几年的时间培养,这对制造类企业来说,是个比较头痛的问题。
综合以上所述,现有的常规磨床存在的缺点为:导轨寿命短、精度难以控制,磨削范围小、占地面积大,工件人工装卸与测量使效率低、一人只能操作一台设备对操作者要求高,培养操作员时间长。
发明内容
本发明的目的是要提供一种自动化数控外圆磨床,解决现有技术的磨床导轨寿命短、精度难以控制,磨削范围小、占地面积大,工件人工装卸与测量使效率低的问题。
本发明的目的是这样实现的:本发明包括外圆磨床以及基于外圆磨床的自动磨削方法。
所述的外圆磨床包括:床身、砂轮传动机构、工作台、机械手、外圆测量装置、端面测量装置和电气控制器;
床身上端固定连接有砂轮传动机构和工作台,砂轮传动机构位于工作台横向一旁,机械手安装在床身的侧旁,位于床身的工作台一侧;工作台上面连接有外圆测量装置;端面测量装置连接在砂轮传动机构上;电气控制器控制外圆磨床自动运行工作。
所述砂轮传动机构包括:纵向导轨装置、横向导轨装置和砂轮传动装置;纵向导轨装置上端连接有横向导轨装置,纵向导轨装置的纵向导轨与横向导轨装置的横向导轨呈十字交叉安装;在横向导轨装置上端连接有砂轮传动装置。
所述纵向导轨装置包括:纵向导轨、丝杠、丝杠螺母、滑块、平台和Z轴伺服电机;Z轴伺服电机和纵向导轨固定连接在床身上Z轴伺服电机与丝杠的一端连接,丝杠的另一端连接床身上;丝杠上与丝杠螺母螺纹连接 ,丝杠螺母连接在平台底面上;在平台底面连接有滑块,滑块定位在纵向导轨上,并能沿纵向导轨往复滑动。
所述横向导轨装置连接在纵向导轨装置的平台上;横向导轨装置包括:横向导轨、横向滑块、横向丝杠、横向丝杠螺母、横向平台和X轴伺服电机;在纵向导轨装置的平台上连接横向导轨,横向导轨上定位有横向滑块,横向滑块连接在横向平台的底面上;在横向平台的底面上连接有横向丝杠螺母,横向丝杠螺母和横向丝杠螺纹配合,横向丝杠的一端与X轴伺服电机连接,X轴伺服电机连接在平台上,横向丝杠的另一端通过轴承座连接在平台上。
所述横向平台上连接有砂轮下连接件,在砂轮下连接件上对应定位配合连接有砂轮上连接件,砂轮上连接件能以砂轮下连接件为基准旋转。
所述纵向导轨和横向导轨结构相同,为平面导轨、圆柱型导轨、燕尾导轨或V型导轨。
所述砂轮传动装置带动砂轮在水平面内可以旋转,满足圆锥类零件磨削需要;砂轮传动装置包括:底板、砂轮伺服马达、砂轮架、砂轮轴、砂轮和砂轮轴带轮;砂轮上连接件连接在底板的底面上,在底板上连接有砂轮伺服马达和砂轮架,在砂轮架上套接有砂轮轴;砂轮轴两端穿着出砂轮架,一端连接有砂轮,另一端连接有砂轮轴带轮;在砂轮伺服马达的输出轴上连接有马达带轮,马达带轮与砂轮轴带轮通过带连接传动。
所述工作台与床身紧固连接,工作台上设有导向槽,工作台上有头架和尾架,头架和尾架通过U形压块定位在工作台上,头架能沿工作台上导向槽移动。
所述机械手为机床自动装卸料机械手,包括:纵向夹爪、径向夹爪、小转轴、小臂轴、大转轴、小横臂、大横臂、横臂轴、大转轴电机、大臂轴电机、立臂、立臂轴、下支座、回转支承、底座和前臂;
纵向夹爪和径向夹爪呈90°设置,并安装在小转轴前端,随小转轴转动而转动;小转轴安装在前臂,在前臂有小转轴电机与小转轴连接;前臂连接在小臂轴上,并以小臂轴为轴转动;
在小横臂的前端连接有小臂轴电机和小臂轴,小臂轴电机与小臂轴连接,小臂轴电机驱动小臂轴作上、下转动;
小横臂的后端连接在大转轴的端,随大转轴转动而转动,大转轴安装在大横臂的前端,在大横臂上作旋转转动,大转轴的后端通过传动机构与大转轴电机连接,大转轴电机驱动大转轴转动;
大横臂的后部通过横臂轴与立臂铰接,大臂轴电机驱动横臂轴,大横臂与立臂以横臂轴为轴转动;
立臂下部通过立臂轴与下支座铰接,立臂轴电机驱动立臂轴,立臂与下支座以立臂轴为轴转动;
下支座与底座之间连接有回转支承,下支座在底座上,以回转支承为旋转支点,带动整个机械手转动。
所述的电气控制器包括:磨床控制器和机械手控制器;
所述的磨床控制器包括:KND数控系统、X轴伺服驱动器、机械手控制器、MCP面板、PLC控制器、Z轴伺服驱动器、主控继电器模块、辅助继电器模块、变频器、外圆测量控制器和端面测量控制器;还包括:X轴伺服电机SM1、Z轴伺服电机SM2、砂轮驱动电机M1、液压站驱动电机M2、冷却泵驱动电机M3、头架电机M4、润滑泵电机M5、回转支承伺服电机SM3、下支座轴伺服电机SM4、横臂轴伺服电机SM5、大转轴伺服电机SM6、小臂轴伺服电机SM7、小转轴伺服电机SM8、纵向夹爪电磁阀DC1和径向夹爪电磁阀DC2;
MCP面板同时与KND数控系统和PLC控制器连接,通过MCP面板向KND数控系统和PLC控制器输入控制信息;KND数控系统输出端控制X轴伺服驱动器和机械手控制器,X轴伺服驱动器控制X轴伺服电机SM1;
PLC控制器同时控制Z轴伺服驱动器、主控继电器模块和辅助继电器模块;Z轴伺服驱动器控制Z轴伺服电机SM2;
主控继电器模块控制砂轮驱动电机M1、液压站驱动电机M2和冷却泵驱动电机M3;
辅助继电器模块控制变频器、外圆测量控制器和端面测量控制器以及润滑泵电机M5,变频器控制头架电机M4。
所述的械机手控制器控制回转支承伺服电机SM3、下支座轴伺服电机SM4、横臂轴伺服电机SM5、大转轴伺服电机SM6、小臂轴伺服电机SM7和小转轴伺服电机SM8、纵向夹爪电磁阀DC1和横向夹爪电磁阀DC2;纵向夹爪通过纵向夹爪电磁阀DC1、径向夹爪通过径向夹爪电磁阀DC2与空压机连接,控制纵向夹爪电磁阀DC1和径向夹爪电磁阀DC2接通或切断,实现气动控制纵向夹爪和径向夹爪夹持工件。
所述的自动磨削方法:
步骤1、数控系统发出信号给机械手控制系统,机械手控制系统发出机械手控制指令,机械手夹持工件安装在工作台上的头架和尾架定位处;
步骤2、头架、尾架将工件夹持定位住后旋转,在数控系统的控制下纵向伺服电机运转带动丝杠运转,丝杆通过螺母带动平台往复移动,砂轮纵向作往复移动;
步骤3、当需要砂轮横向进给时:数控系统发出横向运行指令,横向伺服电机运转,横向伺服电机带动横向丝杠旋转,通过横向丝杠螺母带动横向平台往复移动,工件横向进给;
步骤4、当磨削大圆弧,曲面、螺旋类工件时:数控根据工件参数要求编程序,数控发出指令控制砂轮横向、纵向同时运动,完成磨削大圆弧,曲面、螺旋类磨削;
步骤5、需要在线测量外圆时:数控系统将指令信号传给外圆测量装置,外圆测量装置伸到测量位置进行在线测量,磨削完毕自动缩回到安全位置;
步骤6、需要在线检测端面尺寸时:数控系统将指令信号传给端面测量装置,端面测量装置伸出到被测端面位置进行在线检测,磨削完毕后自动缩回原位置;
步骤7、当工件需要反向磨削时:数控系统发出旋转砂轮指令,砂轮旋转180度,工件倒转,对工件实施反向磨削。
所述的机械手控制指令,具体步骤如下:
步骤1、数控机床发出加工完成指令通知机械手抓料,机械手运行程序开始工作;
步骤2、回转支承伺服电机接到指令驱动回转支承旋转带动整体机械手即纵向夹爪、径向夹爪到料库;
步骤3、下支座轴伺服电机和横臂轴伺服电机接到运动指令,驱动下支座轴和横臂轴同时差补运动使立臂前伸,大横臂后拉带动纵向夹爪、径向夹爪到取料区;
步骤4、机械手指令程序控制气动的纵向夹爪、径向夹爪打开;
步骤5、大臂轴伺服电机根据指令程序控制大臂轴执行缓慢下行运动,大横臂拉纵向夹爪、径向夹爪到磨床工件放置区;
步骤6、根据指令程序,纵向夹爪的气缸控制纵向夹爪执行夹紧动作,夹紧待加工工件;
步骤7、大臂轴伺服电机驱动大臂轴上行运动到安全区停止等待;
步骤8、小转轴伺服电机和小转臂伺服电机驱动小转轴和小转臂共同运动旋转90°;
步骤9、大臂轴伺服电机驱动大臂轴下行运动到工件放置区;
步骤10、机械手指令程序控制纵向夹爪的气缸执行抓取动作并夹紧工件;
步骤11、回转支承伺服电机驱动回转支承旋转,上行运行到磨床加工区;
步骤12、立臂轴伺服电机和大臂轴电机驱动立臂轴和大臂轴共同差补运动到磨床夹紧位置;
步骤13、机械手指令程序发出信号给磨床,进行磨床夹紧装置夹紧开始工作;待加工完成,磨床数控系统给机械手控制系统一个信号;
步骤14、机械手指令程序控制纵向夹爪的气缸执行取料动作,大转轴由大转轴伺服电机4-9驱动可正反自转来调整夹持方位,纵向夹爪将加工好的工件夹持取走,由程序控制;
步骤15、小臂轴由小臂轴电机驱动,和小转轴电机驱动小转轴,小转臂和小转轴共同运动旋转90°,将横向夹爪工件放到磨床夹紧装置上;
步骤16、机械手臂各轴同时运动返回安全区,然后指令程序发出信号给磨床,磨床开始加工;
步骤17、待磨床完成加工后,机械手指令程序控制横向夹爪气缸执行取料动作,大转轴由大转轴伺服电机驱动可自传来调整夹持方位,横向夹爪将加工好的工件夹持取走,放到工件放置区。然后机械手再执行回转支承动作,如此周而复始循环操作。
所述外圆测量装置连接在工作台上,在液压缸的驱动下可进行伸缩;工作时,外圆测量装置伸到测量位置进行在线测量,磨削完毕自动缩回到安全位置。
所述端面测量装置连接于砂轮架上,在气缸的作用下可进行伸缩;工作时,端面测量装置伸出到被测端面位置进行在线检测,磨削完毕后自动缩回原位置。
有益效果,由于采用了上述方案,工作台与床身紧固连接,工作台夹持工件不作纵向往复移动,杜绝了现有技术工作台纵向长期往复运动带来的导轨磨损,影响工件精度误差,提高了床导轨寿命、以及磨削精度;由于本发明砂轮实现了纵向、横向进给移动,所以工件在工作台一次夹持,无需重复定位,可作外圆端面磨削,提高了磨削精度,和位置度,节约了重复夹持时间,提高了生产效率。数控系统控制砂轮纵向、横向、进给移动可以磨削大圆弧,曲面、螺旋类,加大了磨削范围。
解决了现有技术的磨床导轨寿命短、精度难以控制,磨削范围小、占地面积大,工件人工装卸与测量使效率低的问题,达到了本发明的目的。
优点:本发明为机械手自动装卸工件,自动切换工件,工件外圆、端面自动在线测量,即可一人管多机,减少人工使用,降低人工要求,减少产品废品率,节能降耗,提高生产效率。
附图说明
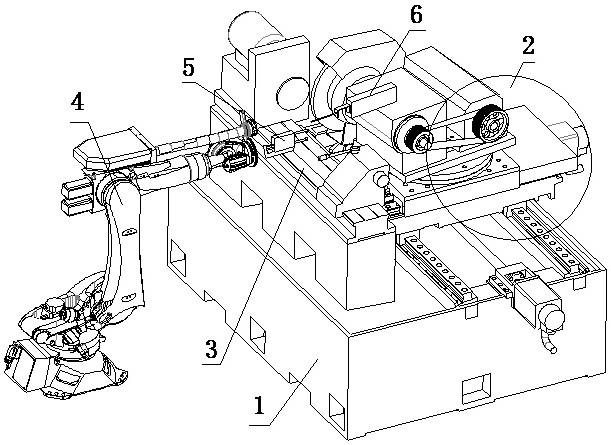
图1是本发明三维装配图。
图2是本发主机三维装配图。
图3是本发明纵向进给装置三维图。
图4是本发明横向进给装置三维图。
图5是本发明砂轮装置三维图。
图6是本发明横向、纵向导轨十字交叉三维图。
图7是本发明机械手的结构示意图。
图8是本发明电气控制器的控制框图。
图9是本发明机械手控制器控伺服电机框图。
图中,1、床身;2、砂轮传动机构;3、工作台;4、机械手;5、外圆测量装置;6、端面测量装置;7、纵向导轨装置;8、横向导轨装置;9、砂轮传动装置;10、纵向导轨11、丝杠;12、丝杠螺母;13、滑块;14、平台;15、Z轴伺服电机;16、横向导轨;17、横向滑块;18、横向丝杠;19、横向丝杠螺母;20、横向平台;21、X轴伺服电机;22、砂轮下连接件;23、砂轮上连接件;24、底板;25、砂轮伺服马达;26、砂轮架;27、砂轮轴;28砂轮;29、砂轮轴带轮;30、带;31、头架;32尾架。
4-1、纵向夹爪;4-2、径向夹爪;4-3、小转轴;4-4、小臂轴;4-5、大转轴;4-6、小横臂;4-7、大横臂;4-8、横臂轴;4-9、大转轴伺服电机;4-10、大臂轴伺服电机;4-11、立臂;4-12、立臂轴;4-13、下支座;4-14、回转支承;4-15、底座;4-16、前臂。
具体实施方式
实施例1:本发明包括外圆磨床以及基于外圆磨床的自动磨削方法。
所述的外圆磨床包括:床身1、砂轮传动机构2、工作台3、机械手4、外圆测量装置5、端面测量装置6和电气控制器;
床身1上端固定连接有砂轮传动机构2和工作台3,砂轮传动机构2位于工作台3横向一旁,机械手4安装在床身1的侧旁,位于床身1的工作台一侧;工作台3上面连接有外圆测量装置5;端面测量装置6连接在砂轮传动机构2上;电气控制器控制外圆磨床自动运行工作。
所述砂轮传动机构2包括:纵向导轨装置7、横向导轨装置8和砂轮传动装置9;纵向导轨装置7上端连接有横向导轨装置8,纵向导轨装置7的纵向导轨10与横向导轨装置8的横向导轨16呈十字交叉安装;在横向导轨装置8上端连接有砂轮传动装置9。
所述纵向导轨装置7包括:纵向导轨10、丝杠11、丝杠螺母12、滑块13、平台14和Z轴伺服电机15;Z轴伺服电机15和纵向导轨10固定连接在床身1上Z轴伺服电机15与丝杠11的一端连接,丝杠11的另一端连接床身1上;丝杠11上与丝杠螺母12螺纹连接 ,丝杠螺母12连接在平台14底面上;在平台14底面连接有滑块13,滑块13定位在纵向导轨10上,并能沿纵向导轨10往复滑动。
所述横向导轨装置8连接在纵向导轨装置7的平台14上;横向导轨装置8包括:横向导轨16、横向滑块17、横向丝杠18、横向丝杠螺母19、横向平台20和X轴伺服电机21;在纵向导轨装置7的平台14上连接横向导轨16,横向导轨16上定位有横向滑块17,横向滑块17连接在横向平台20的底面上;在横向平台20的底面上连接有横向丝杠螺母19,横向丝杠螺母19和横向丝杠18螺纹配合,横向丝杠18的一端与X轴伺服电机21连接,X轴伺服电机21连接在平台14上,横向丝杠18的另一端通过轴承座连接在平台14上。
所述横向平台20上连接有砂轮下连接件22,在砂轮下连接件22上对应定位配合连接有砂轮上连接件23,砂轮上连接件23能以砂轮下连接件22为基准旋转。
所述纵向导轨10和横向导轨16结构相同,为平面导轨、圆柱型导轨、燕尾导轨或V型导轨。
所述砂轮传动装置9带动砂轮28在水平面内可以旋转,满足圆锥类零件磨削需要;砂轮传动装置9包括:底板24、砂轮伺服马达25、砂轮架26、砂轮轴27、砂轮28和砂轮轴带轮29;砂轮上连接件23连接在底板24的底面上,在底板24上连接有砂轮伺服马达25和砂轮架26,在砂轮架26上套接有砂轮轴27;砂轮轴27两端穿着出砂轮架26,一端连接有砂轮28,另一端连接有砂轮轴带轮29;在砂轮伺服马达25的输出轴上连接有马达带轮28,马达带轮28与砂轮轴带轮29通过带30连接传动。
所述工作台3与床身1紧固连接,工作台3上设有导向槽,工作台3上有头架31和尾架32,头架31和尾架32通过U形压块定位在工作台上,头架31能沿工作台3上导向槽移动。
所述机械手4为机床自动装卸料机械手,包括:纵向夹爪4-1、径向夹爪4-2、小转轴4-3、小臂轴4-4、大转轴4-5、小横臂4-6、大横臂4-7、横臂轴4-8、大转轴电机4-9、大臂轴电机4-10、立臂4-11、立臂轴4-12、下支座4-13、回转支承4-14、底座4-15和前臂4-16;
纵向夹爪4-1和径向夹爪4-2呈90°设置,并安装在小转轴4-3前端,随小转轴4-3转动而转动;小转轴4-3安装在前臂4-16,在前臂4-16有小转轴电机与小转轴4-3连接;前臂4-16连接在小臂轴4-4上,并以小臂轴4-4为轴转动;
在小横臂4-6的前端连接有小臂轴电机和小臂轴4-4,小臂轴电机与小臂轴4-4连接,小臂轴电机驱动小臂轴4-4作上、下转动;
小横臂4-6的后端连接在大转轴4-5的端,随大转轴4-5转动而转动,大转轴4-5安装在大横臂4-7的前端,在大横臂4-7上作旋转转动,大转轴4-5的后端通过传动机构与大转轴电机4-9连接,大转轴电机4-9驱动大转轴4-5转动;
大横臂4-7的后部通过横臂轴4-8与立臂4-11铰接,大臂轴电机4-10驱动横臂轴4-8,大横臂4-7与立臂4-11以横臂轴4-8为轴转动;
立臂4-11下部通过立臂轴4-12与下支座4-13铰接,立臂轴电机驱动立臂轴4-12,立臂4-11与下支座4-13以立臂轴4-12为轴转动;
下支座4-13与底座4-15之间连接有回转支承4-14,下支座4-13在底座4-15上,以回转支承4-14为旋转支点,带动整个机械手转动。
所述的电气控制器包括:磨床控制器和机械手控制器;
所述的磨床控制器包括:KND数控系统(型号:凯恩帝K1000GF)、X轴伺服驱动器(型号:HSV-160U)、机械手控制器(机械手控制器为IRPZ1508A工业机械手,型号BRTIRUS1510A)、MCP面板、PLC控制器(型号:H10-1200-M2)、Z轴伺服驱动器(型号:HSV-160U(P))、主控继电器模块(型号KND SD300-30)、辅助继电器模块(型号:JZX-22F(D)/2Z)、变频器(型号:MD310T1.5B)、外圆测量控制器(型号M1070)和端面测量控制器(型号M172);还包括:X轴伺服电机SM1 21、Z轴伺服电机SM2 15、砂轮驱动电机M1、液压站驱动电机M2、冷却泵驱动电机M3、头架电机M4、润滑泵电机M5、回转支承伺服电机SM3、下支座轴伺服电机SM4、横臂轴伺服电机SM5、大转轴伺服电机SM6、小臂轴伺服电机SM7、小转轴伺服电机SM8、纵向夹爪电磁阀DC1和径向夹爪电磁阀DC2;
MCP面板同时与KND数控系统和PLC控制器连接,通过MCP面板向KND数控系统和PLC控制器输入控制信息;KND数控系统输出端控制X轴伺服驱动器和机械手控制器,X轴伺服驱动器控制X轴伺服电机SM1 21;
PLC控制器同时控制Z轴伺服驱动器、主控继电器模块和辅助继电器模块;Z轴伺服驱动器控制Z轴伺服电机SM2 15;
主控继电器模块控制砂轮驱动电机M1、液压站驱动电机M2和冷却泵驱动电机M3;
辅助继电器模块控制变频器、外圆测量控制器和端面测量控制器以及润滑泵电机M5,变频器控制头架电机M4。
所述的械机手控制器控制回转支承伺服电机SM3、下支座轴伺服电机SM4、横臂轴伺服电机SM5、大转轴伺服电机SM6、小臂轴伺服电机SM7和小转轴伺服电机SM8、纵向夹爪电磁阀DC1和横向夹爪电磁阀DC2。纵向夹爪4-1通过纵向夹爪电磁阀DC1、径向夹爪4-2通过径向夹爪电磁阀DC2与空压机连接,控制纵向夹爪电磁阀DC1和径向夹爪电磁阀DC2接通或切断,实现气动控制纵向夹爪4-1和径向夹爪4-2夹持工件。
所述的自动磨削方法:
步骤1、数控系统发出信号给机械手控制系统,机械手控制系统发出机械手控制指令,机械手夹持工件安装在工作台上的头架和尾架定位处;
步骤2、头架、尾架将工件夹持定位住后旋转,在数控系统的控制下纵向伺服电机运转带动丝杠运转,丝杆通过螺母带动平台往复移动,砂轮纵向作往复移动;
步骤3、当需要砂轮横向进给时:数控系统发出横向运行指令,横向伺服电机运转,横向伺服电机带动横向丝杠旋转,通过横向丝杠螺母带动横向平台往复移动,工件横向进给;
步骤4、当磨削大圆弧,曲面、螺旋类工件时:数控根据工件参数要求编程序,数控发出指令控制砂轮横向、纵向同时运动,完成磨削大圆弧,曲面、螺旋类磨削;
步骤5、需要在线测量外圆时:数控系统将指令信号传给外圆测量装置,外圆测量装置伸到测量位置进行在线测量,磨削完毕自动缩回到安全位置;
步骤6、需要在线检测端面尺寸时:数控系统将指令信号传给端面测量装置,端面测量装置伸出到被测端面位置进行在线检测,磨削完毕后自动缩回原位置;
步骤7、当工件需要反向磨削时:数控系统发出旋转砂轮指令,砂轮旋转180度,工件倒转,对工件实施反向磨削。
所述的机械手控制指令,具体步骤如下:
步骤1、数控机床发出加工完成指令通知机械手抓料,机械手运行程序开始工作;
步骤2、回转支承伺服电机接到指令驱动回转支承旋转带动整体机械手即纵向夹爪4-1、径向夹爪4-2到料库;
步骤3、下支座轴伺服电机和横臂轴伺服电机接到运动指令,驱动下支座轴和横臂轴同时差补运动使立臂前伸,大横臂后拉带动纵向夹爪4-1、径向夹爪4-2到取料区;
步骤4、机械手指令程序控制气动的纵向夹爪4-1、径向夹爪4-2打开;
步骤5、大臂轴伺服电机根据指令程序控制大臂轴执行缓慢下行运动,大横臂拉纵向夹爪4-1、径向夹爪4-2到磨床工件放置区;
步骤6、根据指令程序,纵向夹爪4-1的气缸控制纵向夹爪4-1执行夹紧动作,夹紧待加工工件;
步骤7、大臂轴伺服电机驱动大臂轴上行运动到安全区停止等待;
步骤8、小转轴伺服电机和小转臂伺服电机驱动小转轴和小转臂共同运动旋转90°;
步骤9、大臂轴伺服电机驱动大臂轴下行运动到工件放置区;
步骤10、机械手指令程序控制纵向夹爪4-1的气缸执行抓取动作并夹紧工件;
步骤11、回转支承伺服电机驱动回转支承旋转,上行运行到磨床加工区;
步骤12、立臂轴伺服电机和大臂轴电机驱动立臂轴和大臂轴共同差补运动到磨床夹紧位置;
步骤13、机械手指令程序发出信号给磨床,进行磨床夹紧装置夹紧开始工作;待加工完成,磨床数控系统给机械手控制系统一个信号;
步骤14、机械手指令程序控制纵向夹爪4-1的气缸执行取料动作,大转轴由大转轴伺服电机4-9驱动可正反自转来调整夹持方位,纵向夹爪4-1将加工好的工件夹持取走,由程序控制;
步骤15、小臂轴由小臂轴电机驱动,和小转轴电机驱动小转轴,小转臂和小转轴共同运动旋转90°,将横向夹爪4-2工件放到磨床夹紧装置上;
步骤16、机械手臂各轴同时运动返回安全区,然后指令程序发出信号给磨床,磨床开始加工;
步骤17、待磨床完成加工后,机械手指令程序控制横向夹爪4-2气缸执行取料动作,大转轴由大转轴伺服电机4-9驱动可自传来调整夹持方位,横向夹爪4-2将加工好的工件夹持取走,放到工件放置区。然后机械手再执行回转支承动作,如此周而复始循环操作。
所述外圆测量装置5型号为M1070,连接在工作台3上,在液压缸的驱动下可进行伸缩;工作时,外圆测量装置5伸到测量位置进行在线测量,磨削完毕自动缩回到安全位置。
所述端面测量装置6其型号为M172,连接于砂轮架26上,在气缸的作用下可进行伸缩;工作时,端面测量装置6伸出到被测端面位置进行在线检测,磨削完毕后自动缩回原位置。
- 一种使用数控外圆磨床加工凸轮的方法及数控外圆磨床
- 一种自动化数控外圆磨床