一种坡口加工套式组合刀具及方法
文献发布时间:2023-06-19 18:29:06
技术领域
本发明涉及核电设备技术领域和加工机械领域,特别涉及一种坡口加工套式组合刀具及坡口加工方法。
背景技术
核电设备中涉及一种集流器翅片管(附图1),其为壁厚约3mm的薄壁不锈钢弯管,成型后长度约7000mm,管子中间缠绕散热翅片。集流器翅片管的两端均与筒体管焊接,根据焊接工艺需要在接口处加工形成高精度的坡口,集流器翅片管的两端分别加工凸头坡口和凹头坡口,分别与筒体管两端的相适配的凹头坡口和凸头坡口对接。如附图2、3所示,该坡口的加工内容包括外圆、端面及齿口加工,其精度要求高,并且批量加工数量很大,采用传统的立铣刀加工需分多步分别进行外圆、端面和齿口的加工,不仅加工步骤繁琐、效率低,且精度难以保证。
发明内容
本发明的目的在于提供一种坡口加工套式组合刀具及方法,解决传统铣削加工方式的劳动强度大、工作效率低、精度难以保证的技术问题,本发明能够一次对刀后一次性完成超长不规则薄壁不锈钢管坡口的外圆、端面和齿口的加工,保证了产品的高精度要求,而且极大的提高了加工效率,适合批量化加工,具有较好的实用性、便利性和经济性。
为实现上述目的,本发明通过以下技术方案实现:
一种坡口加工套式组合刀具,用于安装在镗铣床上加工圆柱状的管体的端部,形成包括外圆、端面和齿口的凸头坡口或凹头坡口;所述套式组合刀具包括:
刀柄,用于连接所述镗铣床的主轴;
刀体,一端与所述刀柄连接,另一端中空形成圆柱状的管槽,加工时所述管槽套设在管体的加工端的外部,且所述管槽、管体及镗铣床的主轴同轴;
外圆加工组件,设置于所述刀体的管槽内,用于在加工时切削所述管体的加工端的外壁形成凸头坡口或凹头坡口的外圆;
齿口加工组件,设置于所述刀体的管槽内,用于在加工时切削所述管体的加工端的外壁或内壁形成凸头坡口或凹头坡口的齿口;
端面刀片,设置于所述刀体的管槽内,用于在加工时切削所述管体的加工端的端面来形成凸头坡口或凹头坡口的端面;
其中,所述外圆刀片、齿口刀片、端面刀片的背离刀柄一侧的端部,沿所述管槽的槽口至槽底的方向依序分布,在加工时可实现外圆、齿口和端面的同步加工、一次成型。
优选地,所述外圆加工组件包括外圆刀片,以及用于固定和调整所述外圆刀片位置的外圆刀夹;其中,
所述外圆刀片在加工时切削管体的加工端的外壁形成凸头坡口或凹头坡口的外圆;
所述外圆刀夹固定在所述管槽的槽底或内壁上,其包括与所述外圆刀片连接的外圆刀片双向微调装置,能够沿所述管槽的轴向和径向调整外圆刀片的位置,从而改变切削出的外圆的深度和直径。
优选地,所述刀体还包括突出设置在管槽的内壁上的管体定位部;
所述外圆刀片设置在管体定位部的径向对侧,其与所述管体定位部对向夹持管体的外壁定位所述管体。
优选地,所述外圆刀片为S型、整体硬质合金材质的刀片,采用45°主偏角的装夹形式。
优选地,所述齿口加工组件包括齿口刀片,以及用于固定及调整所述齿口刀片位置的齿口刀夹;其中,
所述齿口刀片在加工凸头坡口时切削管体的加工端的外壁形成齿口,在加工凹头坡口时切削管体的加工端的内壁形成齿口;
所述齿口刀夹固定在所述管槽的槽底或内壁上,其包括与齿口刀片连接的齿口刀片双向微调装置,能够沿管槽的轴向和径向调整齿口刀片的位置;其中,沿管槽的轴向调整能够改变齿口刀片切削出的齿口的深度;沿管槽的径向调整能够使齿口刀片位于管体的外部或内部,以实现凸头坡口与凹头坡口的加工转换,以及微调齿口刀片的切削深度,以改变齿口刀片切削出的齿口的直径。
优选地,所述齿口刀片为80℃型刀片,在沿所述管槽的径向调整使齿口刀片位于管体的外部或内部后,通过翻转所述齿口刀片使其刀口朝向管壁,从而能够切削管壁形成凸头坡口或凹头坡口的齿口。
优选地,所述齿口刀片为整体硬质合金材质的车刀。
优选地,所述端面刀片为S型、整体硬质合金材质的刀片,采用平装的装夹形式。
优选地,所述外圆加工组件、齿口加工组件、端面刀片可拆卸。
一种坡口加工方法,基于上述的套式组合刀具实现,包括步骤:
S1、固定管体于镗铣床上,将镗铣床的主轴以管体的横截面圆心为基准校圆,然后将所述套式组合刀具的刀柄与镗铣床的主轴连接,装妥所述套式组合刀具;
S2、根据加工凸头坡口或凹头坡口,对齿口刀夹的齿口刀片双向微调装置沿管槽的径向进行相应的调整,使齿口刀片位于管体的外部或内部,调整齿口刀片方向使刀口朝向管壁;
S3、根据外圆和齿口的设计尺寸要求,对外圆刀夹的外圆刀片双向微调装置和齿口刀夹的齿口刀片双向微调装置分别沿管槽的轴向和径向进行相应的调整,改变外圆刀片和齿口刀片的位置;
S4、进行试样加工,在轴向以端面刀片的刀口为基准进行对刀,之后操作镗铣床通过轴向进给一次性完成管体的凸头坡口或凹头坡口的外圆、齿口及端面的加工,然后根据试样的尺寸再继续微调外圆刀片双向微调装置和齿口刀片双向微调装置,直至外圆和齿口满足精度要求后,进行产品批量化加工。
综上所述,与现有技术相比,本发明提供的一种坡口加工套式组合刀具及方法,具有如下有益效果:
1.本发明能够一次对刀后一次性完成超长不规则不锈钢管外圆、齿口及端面的加工,相比传统铣削加工方式具有高加工精度,提高了加工效率;
2.批量化加工时,刀具磨损时仅需更换相应刀片或刀夹即可,相比整硬铣刀加工节约加工成本;
3.操作简单,使用方便,对机床精度要求不高,适用范围广。
附图说明
图1为核电设备中涉及的一种集流器翅片管示意图;
图2为凸头坡口的加工成品示意图;
图3为凹头坡口的加工成品示意图;
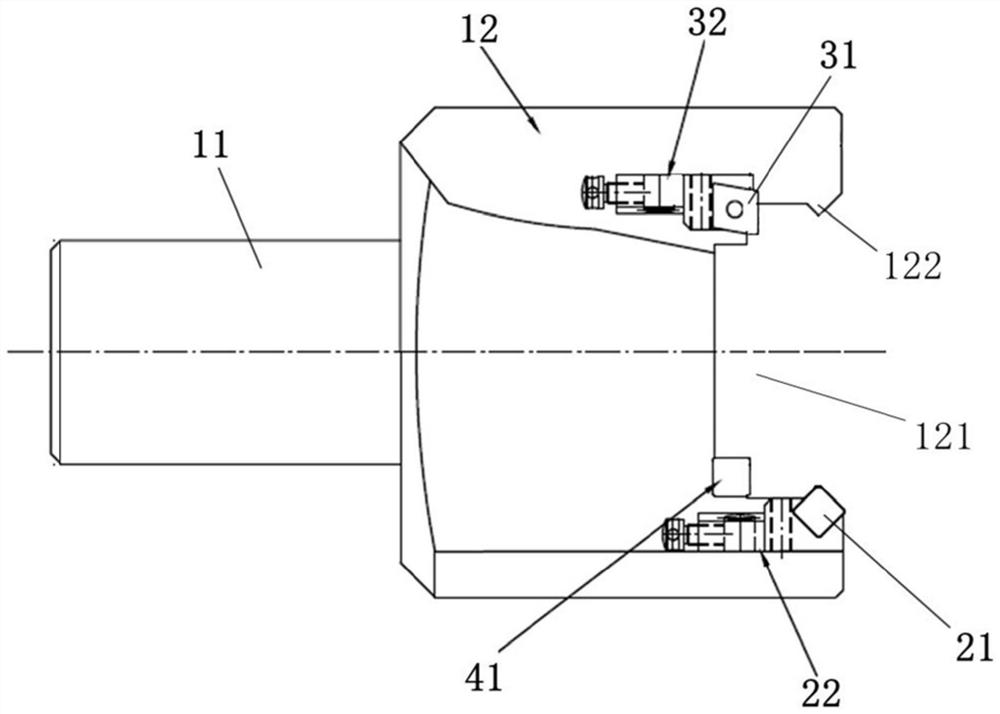
图4为本发明的套式组合刀具的结构示意图;
图5为本发明的套式组合刀具加工凸头坡口时的示意图;
图6为本发明的套式组合刀具加工凹头坡口时的示意图。
具体实施方式
以下结合附图和具体实施方式对本发明提出的一种坡口加工套式组合刀具及方法作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
需要说明的是,在本发明中,诸如和等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括明确列出的要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
结合附图2~6,本发明提供一种坡口加工套式组合刀具,用于安装在镗铣床上,加工圆柱状的管体G(下文如无特别指出,管体G均指位于加工位置的管体G)的端部形成如附图2、3所示的凸头坡口或凹头坡口,其中,坡口的加工位置包括外圆a、端面b和齿口c;如附图4~6所示,所述套式组合刀具包括:
刀柄11,用于与镗铣床的主轴连接;本实施例中,为圆柱柄,安装时通过现有技术的液压刀柄与镗铣床的主轴连接;
刀体12,与刀柄11刚性连接或为一体结构,其一端与刀柄11背离镗铣床一侧的端部连接,另一端中空形成圆柱状的管槽121,加工时管槽121套设在管体G的加工端(待加工的端部)的外部,且管槽121、管体G及镗铣床的主轴同轴;在管槽121的内壁上设置有突出的管体定位部122,用于抵接管体G的外壁,辅助实现对管体G的定位;
外圆加工组件,设置于刀体12的管槽121内,包括设置在与管体定位部122径向相对处的外圆刀片21,以及用于固定和调整外圆刀片21位置的外圆刀夹22;其中,所述外圆刀片21能够与管体定位部122配合实现对管体G的定位,并且外圆刀片21的刀口在加工时切削管体G的加工端的外壁形成凸头坡口或凹头坡口的外圆a;所述外圆刀夹22固定在所述管槽121的槽底或内壁上,其包括与外圆刀片21连接的外圆刀片双向微调装置,能够沿管槽121的轴向和径向调整外圆刀片21的位置,从而改变外圆刀片21切削出的外圆a的深度(轴向)和直径(径向),使得外圆a符合设计尺寸要求;优选地,在一些实施例中,外圆a加工选择45°的主偏角,外圆刀片21选用S型(刀片形状代号,为正方形刀片)刀片,切削轻快,具有更好的加工效果,同时经济性较好;优选地,在一些实施例中,外圆刀片21选用整体硬质合金材质的车刀,具有更好的加工效果;本发明对所述外圆刀片双向微调装置的结构不作具体限定,可以采用现有技术的各种结构,如常用的支头螺钉微调方式等;所述外圆刀片21和外圆刀夹22可拆卸,刀具磨损时仅需作相应更换,节约加工成本;
齿口加工组件,设置于刀体12的管槽121内,包括齿口刀片31和用于固定及调整齿口刀片31位置的齿口刀夹32;其中,齿口刀片31在加工凸头坡口时其刀口切削管体G的加工端的外壁来形成凸头坡口的齿口b,在加工凹头坡口时刀口切削管体G的加工端的内壁来形成凹头坡口的齿口b;齿口刀夹32固定在所述管槽121的槽底或内壁上,其包括与齿口刀片31连接的齿口刀片双向微调装置,能够沿管槽121的轴向和径向调整齿口刀片31的位置;其中,沿管槽的轴向调整能够改变齿口刀片31切削出的齿口b的深度(轴向);沿管槽的径向调整能够使齿口刀片31位于管体G的外部(加工凸头坡口)或内部(加工凹头坡口),以实现凸头坡口与凹头坡口的加工转换,以及微调齿口刀片31的切削深度,以改变齿口刀片31切削出的齿口b的直径(径向);优选地,在一些实施例中,齿口刀片31选择80°的C型(刀片形状代号,为菱形刀片)刀片,能够在加工齿口b时减少切削径向力,提高使用寿命,在沿管槽121的径向调整使齿口刀片31位于管体G的外部或内部后,通过翻转所述齿口刀片31使刀口能够切削管体G的加工端的外壁或内壁,从而形成凸头坡口或凹头坡口的齿口b;优选地,在一些实施例中,齿口刀片31采用整体硬质合金材质,具有更好的加工效果;本发明对所述齿口刀片双向微调装置的结构不作具体限定,可以采用现有技术的各种结构,如常用的支头螺钉微调方式等;所述齿口刀片31和齿口刀夹32可拆卸,刀具磨损时仅需作相应更换,节约加工成本;
端面刀片41,设置于刀体12的管槽121内,加工时端面刀片41的刀口切削管体G的加工端的端面来形成凸头坡口或凹头坡口的端面c;优选地,在一些实施例中,由于端面刀片41主要用于平管体G的加工端的端面余量,所以装夹形式采用平装,端面刀片41采用S型刀片,具有更好的加工效果;优选地,在一些实施例中,端面刀片41采用整体硬质合金材质的车刀,具有更好的加工效果;所述端面刀片41可拆卸,刀具磨损时仅需作相应更换,节约加工成本。
其中,外圆刀片21、齿口刀片31、端面刀片41的背离刀柄11一侧的端部,沿管槽121的槽口至槽底的方向依序分布,在加工时可实现外圆a、齿口b和端面c的同步加工、一次成型。
同时,本发明还提供一种坡口加工方法,通过上述的套式组合刀具实现,包括步骤:
S1、固定管体G于镗铣床上,将镗铣床的主轴以管体G的横截面圆心为基准校圆,然后将所述套式组合刀具的刀柄11通过液压刀柄与镗铣床的主轴连接,装妥所述套式组合刀具;
S2、根据加工凸头坡口或凹头坡口,对齿口刀夹32的齿口刀片双向微调装置沿管槽121的径向进行相应的调整,使齿口刀片31位于管体G的外部(加工凸头坡口)或内部(加工凹头坡口);
S3、根据外圆a和齿口b的设计尺寸要求(包括外圆深度、直径及齿口深度、直径),对外圆刀夹22的外圆刀片双向微调装置和齿口刀夹32的齿口刀片双向微调装置分别沿管槽121的轴向和径向进行相应的调整,改变外圆刀片21和齿口刀片31的位置;
S4、进行试样加工,在轴向以所述端面刀片41的刀口为基准进行对刀,之后操作镗铣床仅通过轴向进给即可一次性完成管体G的凸头坡口或凹头坡口的外圆a、齿口b及端面c的加工,然后根据式样尺寸再继续微调外圆刀片双向微调装置和齿口刀片双向微调装置,直至外圆a和齿口b满足精度要求后,进行产品批量化加工。
另外,本发明稍加变形即可适用于加工内容为内圆、齿口和端面的内圆坡口加工,内圆坡口加工时仅需将上述的外圆加工组件调整安装位置和刀口朝向即可,使外圆刀片21伸入管体G的内部、切削加工端的内壁来形成凸头坡口或凹头坡口的内圆。
综上所述,本发明提供的一种坡口加工套式组合刀具及坡口加工方法,能够一次对刀后一次性完成超长不规则不锈钢管外圆、齿口及端面的加工,相比传统铣削加工方式具有高加工精度,提高了加工效率;批量化加工时,刀具磨损时仅需更换相应刀片或刀夹即可,相比整硬铣刀加工节约加工成本;操作简单,使用方便,对机床精度要求不高,适用范围广。
尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
- 一种制备坡口机专用刀具的硬质合金材料及其制备方法
- 一种加工导向滑靴坡口的加工方法
- 一种圆孔坡口加工组合刀具
- 能一次性加工管孔和坡口的组合刀具