非接触式的热轧钢卷卷径及塔形缺陷在线检测方法及系统
文献发布时间:2023-06-19 19:38:38
技术领域
本发明属于板带材卷取技术领域,更具体地,涉及非接触式的热轧钢卷卷径及塔形缺陷在线检测方法及系统。
背景技术
在板带材轧制生产过程中,卷取作为热轧工艺中最后一道关键工序,能否正常工作以及卷取效果的好坏直接关系到热连轧的生产和产品的质量。对卷取机的控制系统来说,无论是对其进行速度控制或是间接张力控制,都必须获取准确的实时卷径值,才能保证以恒定的张力控制卷取过程,保证钢卷质量。
传统的间接卷径计算法,如速度计算法、圈数计算法等在打滑或板带厚度控制不均的情况下对卷径计算的精度有较大影响。而塔形缺陷又是钢卷卷形缺陷中最常见的一类缺陷,目前主要是在卸卷之后或者在热轧带钢卷取完成之后钢卷运输的过程中由人工目视或利用其他激光、相机等检测仪器进行离线检测,浪费人工物力,效率较低,且检测环节与卷取环节脱节,难以形成系统化的控制和交互。
此外,有些现有技术中对钢卷塔形的检测方法为求出钢卷端部上最高高度与常规高度之间的高度差,从而获得塔形的数据,这样的方案首先需要对常规高度进行前期界定,其次只能单纯的识别塔形,无法具体区分塔形为内塔形、外塔形,也无法分辨塔形缺陷出现的钢卷层间位置。
发明内容
为解决上述传统卷径测量及塔形缺陷检测方法存在的问题,本发明的目的在于设计一种基于机器视觉的热轧钢卷卷径及塔形在线检测方法及系统,以非接触的方式对热轧钢卷卷取过程中的卷径及塔形缺陷在线检测,计算简单,精度较高,成本低且维护方便。
为实现上述目的,本发明提供了如下技术方案:
本发明提供了一种非接触式的热轧钢卷卷径及塔形缺陷在线检测方法,在钢卷径向一侧安装图像采集装置,并利用光源进行双侧打光;所述方法包括:
利用所述图像采集装置采集钢卷卷曲过程中的热轧钢卷图像数据;
通过I/O接口由通信网线接收所述热轧钢卷图像数据;
通过获取ROI区域,分割图像特征和背景区域,并通过图像灰度变换、对比度增强和Canny边缘滤波,突出图像边缘特征和过滤边缘区域噪点;
利用Canny滤波算子提取图像的特征边缘,再通过形状或长度特征筛选算子筛选出钢卷的上下边缘及端面边缘特征,最后通过系统标定结果输出钢卷上下边缘的真实距离,即钢卷实际卷径值;
通过对钢卷卷曲过程中每一层带钢的端面边缘点位坐标的轴向偏移量分析,识别是否为塔形缺陷。
进一步地,采集的钢卷图像区域范围包含钢卷上下边缘及其一侧的端面边缘所围成的矩形区域。
进一步地,通过对钢卷卷曲过程中每一层带钢的端面边缘点位坐标的轴向偏移量分析,识别是否为塔形缺陷,包括:
通过对钢卷卷曲时最外层带钢端面边缘轮廓与钢卷上一层或内层带钢端面边缘轮廓轴向偏移量的实时动态对比,精确识别塔形缺陷。
进一步地,系统标定及图像处理和分析利用的机器视觉软件均为Halcon算法库。
进一步地,还包括:将卷径检测结果反馈至卷取机张力控制系统中,对卷取张力的稳定控制进行反馈调节。
本发明还提供了一种非接触式的热轧钢卷卷径及塔形缺陷在线检测系统,所述系统包括:图像采集单元和图像处理单元;
所述图像采集单元包括:CMOS工业相机及用于固定所述CMOS工业相机的支承架;所述支承架固定于卷取机周围墙壁或设备金属结构上,
所述图像处理单元与所述图像采集单元通过I/O接口进行数据通信,所述图像处理单元采用如上述一种非接触式的热轧钢卷卷径及塔形缺陷在线检测方法,实现热轧钢卷卷径及塔形在线检测。
进一步地,所述系统还包括:用于接收所述图像处理单元获得的钢卷实时卷径值和塔形判别结果的计算机控制模块;
所述计算机控制模块包括:数据存储单元、反馈单元和采像系统控制单元;所述数据存储单元用于存储每一时刻钢卷的测量卷径值及钢卷端面边缘的坐标值和塔形判别结果;所述反馈单元用于将钢卷实时卷径值传输至卷取张力控制系统对卷取张力的稳定控制进行在线调控;所述采像系统控制单元用于用户根据实际工况对图像采集装置的帧率、增益等参数进行控制。
进一步地,所述系统还包括:显示模块,用于接收所述图像采集单元获取的钢卷实时图像,同时接收所述图像处理单元处理后获取的卷径、端面坐标及塔形判别结果,显示原始图像数据、卷径结果、钢卷端面点位数据偏移变化和塔形缺陷判别结果。
进一步地,所述图像采集单元还包括:相机冷却装置,所述相机冷却装置为水冷圆筒装置,在不影响镜头视野的前提下将相机布置在圆筒内。
进一步地,所述图像采集单元还包括:LED条形光源;LED条形光源背面打光突出钢卷上下边缘,正面同时打光突出钢卷端面边缘变化动态。
本发明的优点和积极效果:
(1)本发明提供的热轧钢卷卷径及塔形的的在线检测方法及系统,对钢卷塔形和卷径的检测均在热轧带钢卷曲过程中(带钢在卷取机上卷曲成卷中)进行在线检测,而且包含对钢卷卷取时动态卷径的检测。目的在于通过对卷径的检测实时调节带钢卷曲张力,从而控制卷形质量,通过对塔形的检测反映卷形质量的优劣,并调控由于张力波动原因导致的塔形缺陷。解决了离线检测方案存在的浪费人工物力,效率较低,且检测环节与卷取环节脱节,难以形成系统化的控制和交互的技术问题。此外,本发明通过机器视觉二维检测原理实现卷径和塔形的非接触在线检测,避免了传统方法中复杂的计算过程,降低了各测量步骤中可能存在的累计误差,而且装置简单,易于维护,成本较低,检测精度高效准确。
(2)本发明可通过对卷取过程中动态卷径的实时测量,反馈至卷取张力控制系统,从而调控带钢卷取张力,保证以恒定张力进行带钢卷取,提高带钢卷取成品率,保障优异的卷形质量,同时可通过各层轮廓边缘的轴向偏移量,实时反馈至卷取控制系统中,调控由于张力不稳而导致的塔形,并由偏移量反映调控效果,实现智能卷取控制。
(3)本发明对塔形缺陷的检测别出心裁,利用在线检测方法,对卷曲过程中每一层带钢的端部边缘点位坐标进行识别记录,通过对钢卷卷曲过程中每一层带钢的端面边缘点位坐标的轴向偏移量分析,检测是否为塔形缺陷及塔形相关数据,包括通过对钢卷卷曲时最外层带钢端面边缘轮廓与钢卷上一层或内层带钢端面边缘轮廓轴向偏移量的实时动态对比,精确识别塔形缺陷,大大提高塔形的识别精度。
(4)本发明偏向于设备和塔形检测原理的创新,即通过新颖的工业相机和光源的布置方案,对钢卷卷曲过程中每一层带钢的端面边缘点位坐标的轴向偏移量分析,识别是否为塔形缺陷及塔形相关数据,包括:通过对钢卷卷曲时最外层带钢端面边缘轮廓与钢卷上一层或内层带钢端面边缘轮廓轴向偏移量的实时动态对比,精确识别塔形缺陷。不同于现有技术中偏向于算法研究的塔形检测方法(即利用sobel算子、卷积神经网络等方法进行传统的表面缺陷检测,具体步骤为获取钢卷端面的整体图像,通过滤波、图像分割等步骤进行图像预处理,然后利用神经网络对缺陷特征进行分类识别),本发明通过对塔形检测原理创新后,只需使用视觉技术中的二维测量内容即可,因此从塔形缺陷检测原理上来说,本发明更加简单方便。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
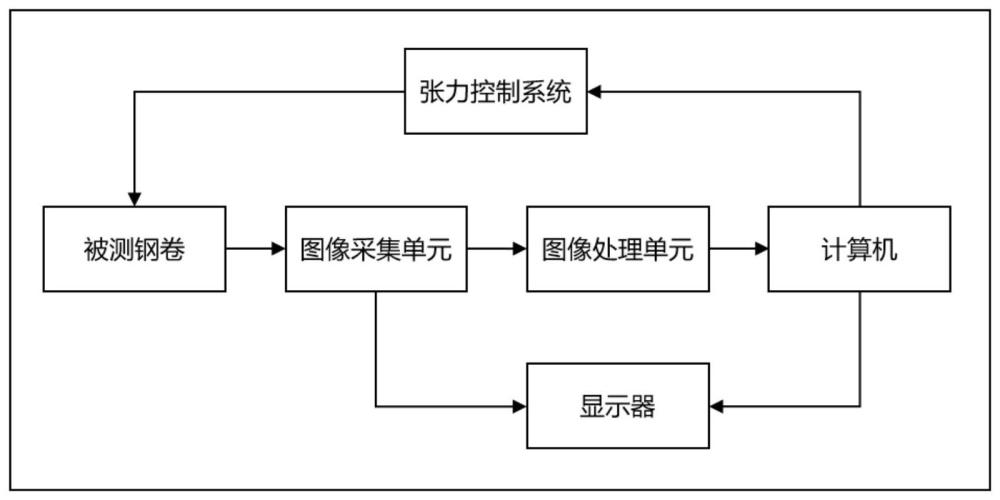
图1为本发明实施例中基于机器视觉的热轧钢卷卷径及塔形在线检测的原理图;
图2为本发明实施例中机器视觉采像系统结构示意图;
图3为本发明实施例中采像位置示意图;
图4为本发明实施例中相机冷却装置示意图;
图5为本发明实施例中卷径测量原理示意图;
图6为本发明实施例中塔形检测原理示意图;
其中,1-支承架;2-条形光源;3-钢卷;4-条形光源;5-支承架;6-工业镜头;7-CMOS工业相机;8-出水口;9-冷却装置;10-支承架;11-进水口;12-支承架;13-条形光源。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
本发明提供了一种非接触式的热轧钢卷卷取过程中的卷径及塔形缺陷在线检测方法,用于热轧板带卷取过程中的卷径在线测量及塔形实时检测,包括工业相机、工业镜头、光源、支承架、冷却装置、上位机和各类电缆等。主要方案为在地下卷取机卷筒径向方向放置图像采集装置,图像采集装置为工业相机及工业镜头,由支承架对其进行固定,保证相机不会因为环境影响产生较大的振动偏移,降低外部干扰,像距能保证钢卷最大直径位于镜头视野中即可;选择条形单白色光源分别对钢卷进行背光和正面照射,突出钢卷的边缘特征,光源同时也用支承架进行固定;由工业相机实时采集钢卷卷曲的图像,通过通信电缆传送到计算机中,由图像处理单元对其进行处理和分析,即可实时获取钢卷卷径及塔形检测结果。
如图1所示,本发明实施例中的一种非接触式的热轧钢卷卷取过程中的卷径及塔形缺陷在线检测方法,首先由图像采集单元按一定帧率对卷取过程中的热轧钢卷进行在线取像,然后将图像数据通过通信网线传输到计算机上的图像处理单元,通过处理和分析后,将卷径和塔形的检测结果及时发送至计算机控制软件上,然后一方面在软件界面上实时显示检测结果,一方面将卷径测量结果输送至卷取机控制系统中,通过实时测量取得的精确卷径,反馈调节张力控制的稳定,形成闭环控制,保证钢卷的卷曲质量。
为了便于理解,下面对各个步骤进行详细说明。
S1、图像采集单元的安装与固定。
图像采集单元具体包括CMOS工业相机、LED条形光源和固定装置,所述CMOS工业相机通过螺纹转接板固定在支承架上,LED光源也以螺纹连接方式固定在支承架上,支承架均固定于卷取机周围墙壁或设备金属结构上,具体固定位置需保证钢卷卷取完成后的最大直径位于工业镜头视野之内,条形光源背光照射的固定位置需保证突出钢卷上下水平边缘特征,正面照射光源的位置只需保证突出钢卷端面竖直一侧的边缘特征即可。
如图2所示为机器视觉采像系统结构示意图。其中工业镜头6和工业相机7构成图像采集的核心部件,其安装位置能使钢卷3卷曲到最大直径时,钢卷的上下边缘和一侧端面依然位于相机视野内即可;条形光源4和条形光源13固定在相机所在一侧,其位置分别位于相机上下两侧,成一定角度对钢卷3进行正面打光,目的意在突出钢卷端面边缘特征;条形光源2设与相机对侧,对钢卷进行背面打光,条形光源2背面打光的目的意在突出钢卷上下边缘特征,因此其型号大小应该保证始终大于钢卷最大直径;图中支承架1、5、10、12分别固定条形光源2、条形光源4、工业相机7和条形光源13。
如图3所示为采像位置示意图。其中工业镜头6和工业相机7需采集的特征主要为钢卷的上下边缘和端面边缘,因此将其布置在与钢卷3端面共面的位置处,使钢卷端面位于视野中心,钢卷上下边缘能落于视野内即可;条形光源4和条形光源13为突出钢卷端面特征及其边缘轴向偏移状态,因此需与相机同侧布置进行正面打光,并使钢卷3的端面位于光源中心位置,条形光源4和13分别位于相机上下两侧,呈一定角度对钢卷3进行打光,使钢卷端面受到均匀打光,减小端面的灰度差异;条形光源2意在突出钢卷的上下边缘,因此需布置在相机的对侧进行背面打光,保证光源尺寸大于钢卷3的上下边缘即可。
如图4所示为相机冷却装置示意图。其中工业镜头6和工业相机7安装至圆筒形冷却装置9中,保证工业镜头视野不受影响即可;此冷却装置采用水冷,进水口11输入冷水充斥圆筒形冷却装置后由出水口8流出,反复循环达到冷却降温目的,保护相机及镜头硬件不因钢卷高温影响工作性能及寿命。
S2、数据传输。
CMOS工业相机取得图像后,通过I/O接口利用千兆通信网线将图像数据传输至图像处理单元;LED光源通过其本身电源线由PC单元控制其开关及照明亮度。
S3、系统标定。
相机固定好之后,利用Halcon标定助手进行标定,首先加载标定板的描述文件,输入工业相机单个像元的宽高及镜头焦距参数,然后将标定板放置在卷筒中心区域附近调节镜头使标定板对焦准确,拍摄标定板位于镜头视野内各个方位各个角度的图像15-20张,标定板要占据图像视野的1/3-1/2,完成标定导出代码即可。
S4、图像处理与分析。
本发明中利用Halcon机器视觉软件完成对图像的处理与分析。首先生成映射图利用map_image算子对图像进行径向畸变校正;利用rgb1_to_gray将图像转换为灰度图像,提高特征对比度;再由gen_rectangle1获取图像上的感兴趣区域(ROI),即钢卷一侧端面边缘和上下边缘所处的矩形区域,减少整体图像上环境的干扰因素;用reduce_domain算子分割图像背景与ROI区域,只保留感兴趣区域;通过emphasize和mean_image算子对图像进行边缘增强及滤波,目的在于突出图像边缘特征和过滤图像噪点;接着使用edges_sub_pix算子提取灰度图像的亚像素边缘(XLD);最后由select_shape_xld等多种算子筛选所需的钢卷外轮廓边缘,即侧端面边缘及上下轮廓边缘。
S5、钢卷卷径及塔形实时检测。
所求的钢卷卷径可以转换为求图像中表示钢卷矩形的上下边缘距离,此处若工业镜头非远心镜头,将图像中上下边缘距离经由简单的相似三角形等数学关系式转换即可等于钢卷卷径。更具体地,由相机成像原理可知,镜头将物体反射的光线成像在像平面上,由于光沿直线传播,钢卷尺寸远大于镜头尺寸,且钢卷为圆柱状物体,因此图像中所识别的钢卷的上下边缘距离d并非真实的钢卷卷径D,而是钢卷与镜头相切处的轮廓边缘的距离。因此,为避免测量误差,需将图像中钢卷的上下边缘距离d转换为真实的钢卷卷径D,具体步骤为:工作之前利用激光测距仪等装置测量相机至卷筒中心的距离L,则钢卷卷径D与“假直径d”之间的转换关系可由相似三角形原理得到,数学关系式为L/(D/2)=D/√(D^2-d^2),即可获得真实钢卷卷径D。在Halcon中通过对图像的二维尺寸测量即可得到所需的钢卷上下边缘距离,单位为pix,再经由标定结果可进行图像坐标系与世界坐标系的转换,即可获取钢卷的真实直径,单位为mm。
本发明中对钢卷的塔形缺陷检测很巧妙,筛选出钢卷端面边缘轮廓后,利用相关算子输出钢卷边缘轮廓的每一个点位坐标文件。塔形分为向外凸、向内凹以及层间交错三种情况,此处列举向外凸与向内凹两种塔形的极端情况说明塔形检测原理,若发生向外凸的塔形缺陷,由于钢卷直径由小变大,则钢卷端面的点坐标沿轴线方向发生偏移(正常卷曲时,端面处的轮廓坐标不会沿轴线偏移),此时端面处轮廓边缘会在图像上层层显示。若发生向内凹的塔形缺陷,由于钢卷直径由小变大,则钢卷端面的点坐标沿轴线方向发生偏移,且图像上每一层带钢卷曲都会将上一层的钢卷端部边缘覆盖,使图像永远只存在一条端部边缘轮廓。通过对大量存在塔形的钢卷进行调查,确定一个判定塔形缺陷的轴向偏移量标准,规定钢卷端部点位轮廓坐标偏移量超过此标准值,则判定为塔形。
如图5所示为卷径测量原理示意图。其中工业镜头6和工业相机7对钢卷3进行实时的图像采集,采集的图像区域为右图所示,主要保证钢卷3的一侧端面和上下边缘位于视野内即可;此时对钢卷直径的测量即转化为对钢卷上下边缘距离的测量,通过基于机器视觉的二维测量,获得钢卷图像中上下边缘的真实距离,即可高效便捷的获取钢卷的真实卷径值。
如图6所示为塔形检测原理示意图。其中工业镜头6和工业相机7对钢卷3进行实时的图像采集,采集的图像区域为右图所示,主要保证钢卷3的一侧端面和上下边缘位于视野内即可;通过图像处理筛选出准确的钢卷特征端面边缘后,利用相关算子输出钢卷端面边缘轮廓的每一个点位坐标的数据文件。具体塔形检测原理如下:塔形分为向外凸、向内凹以及层间交错三种情况,此处列举向外凸与向内凹两种塔形的极端情况说明塔形检测原理;若发生向外凸的塔形缺陷,如图6中①所示,由于钢卷直径由小变大,则钢卷端面的点坐标沿轴线方向发生偏移(正常卷曲时,端面处的轮廓坐标不会沿轴线偏移),此时端面处轮廓边缘会在图像上层层显示;若发生向内凹的塔形缺陷,如图6中②所示,由于钢卷直径由小变大,则钢卷端面的点坐标沿轴线方向发生偏移,且图像上每一层带钢卷曲都会将上一层的钢卷端部边缘覆盖,使图像永远只存在一条端部边缘轮廓。通过对大量存在塔形的钢卷进行调查,确定一个判定塔形缺陷的标准,规定钢卷端部点位轮廓坐标偏移量超过此标准值,则判定为塔形。通过由图像处理后输出的钢卷端面边缘轮廓数据,进行数据对比即可获得钢卷端部边缘轴向偏移量,可高效判别塔形缺陷。
本发明提供的热轧钢卷卷径及塔形的的在线检测方法通过机器视觉二维检测原理实现卷径和塔形的非接触在线检测,避免了传统方法中复杂的计算过程,降低了各测量步骤中可能存在的累计误差,而且装置简单,易于维护,成本较低,检测精度高效准确。
对应于上述一种非接触式的热轧钢卷卷径及塔形缺陷在线检测方法,本发明还提供了一种非接触式的热轧钢卷卷径及塔形缺陷在线检测系统,系统包括:图像采集单元和图像处理单元;
图像采集单元包括:CMOS工业相机及用于固定CMOS工业相机的支承架;支承架固定于卷取机周围墙壁或设备金属结构上。还包括:相机冷却装置,相机冷却装置为水冷圆筒装置,在不影响镜头视野的前提下将相机布置在圆筒内。还包括:LED条形光源;LED条形光源背面打光突出钢卷上下边缘,正面同时打光突出钢卷端面边缘变化动态。
图像处理单元与图像采集单元通过I/O接口进行数据通信,图像处理单元采用上述一种非接触式的热轧钢卷卷径及塔形缺陷在线检测方法,实现热轧钢卷卷径及塔形在线检测。
在另一实施例中,系统还包括:用于接收图像处理单元获得的钢卷实时卷径值和塔形判别结果的计算机控制模块。
其中,计算机控制模块包括:数据存储单元、反馈单元和采像系统控制单元;数据存储单元用于存储每一时刻钢卷的测量卷径值及钢卷端面边缘的坐标值和塔形判别结果;反馈单元用于将钢卷实时卷径值传输至卷取张力控制系统对卷取张力的稳定控制进行在线调控;采像系统控制单元用于用户根据实际工况对图像采集装置的帧率、增益等参数进行控制。
在另一实施例中,系统还包括:显示模块,用于接收图像采集单元获取的钢卷实时图像,同时接收图像处理单元处理后获取的卷径、端面坐标及塔形判别结果,显示原始图像数据、卷径结果、钢卷端面点位数据偏移变化和塔形缺陷判别结果。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种热轧钢卷卷径的在线测量方法及系统
- 基于图像处理的热轧钢卷缺陷检测方法及系统