一种基于LFT-G工艺的长碳纤PPS复合材料及其制备方法
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及长碳纤PPS复合材料制备技术领域,具体为一种基于LFT-G工艺的长碳纤PPS复合材料及其制备方法。
背景技术
在改性工程塑料行业内,长纤维增强复合材料是指将长碳纤维、长玻璃纤维、芳纶纤维或者玄武岩纤维和聚合物基体,通过系列特殊的改性方法生产而来的复合材料,长纤维复合材料最大的特点是具备了原有材料所不具备的优越性能,如果按照加入的增强材料长度来进行分类的话,可以分为:长纤维、短纤维和连续纤维复合材料。
长碳纤PPS复合材料在制备过程中一般基于LFT-G工艺进行制备,LFT-G工艺在最初的LFT生产中,通常使用树脂加LFT-G长纤维小球,通过注塑工艺来完成最终的产品。
长纤维增强热塑性塑料中的纤维保留长度大,具有更好的刚性和耐蠕变性,且压缩强度、弯曲强度更高、冲击性能更好和使用温度更高,但是,由于长纤维增强热塑性塑料在制备过程中需要使用PP树脂进行制备,PP树脂制备脱模后易变脆、变形且抗静电性、耐候性与染色较差,限制了长纤维增强热塑性塑料的使用范围。
因而,实现长纤维增强热塑性塑料的增强增韧改性一直是长碳纤PPS复合材料行业的研究热点。
发明内容
本发明的目的在于提供一种基于LFT-G工艺的长碳纤PPS复合材料及其制备方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种基于LFT-G工艺的长碳纤PPS复合材料,按重量份组分如下:
PP树脂:50-70
LGF增强纤维:30-50
成核剂:0.1-0.3
硅烷偶联剂:1-3
润滑剂:0.2-0.4
抗氧剂:0.2-0.4
阻燃剂:2-4
相容剂:4-6。
优选的,所述PP树脂为一种等规PP,为球晶态高聚物,结晶度高达95%以上,脆性大、冲击强度低。
优选的,所述LGF增强纤维为长玻纤增强聚丙烯、碳纤维、玻璃纤维、芳纶纤维中的至少一种。
优选的,所述成核剂采用β-萘甲酸钠成核剂。
优选的,所述硅烷偶联剂与水混合形成稀水溶液,硅烷偶联剂的浓度为1%-2%,具体的,所述硅烷偶联剂对无机物具有反应性,有机官能基对有机物具有反应性或相容性。
优选的,所述抗氧剂为受阻酚类抗氧剂、亚磷酸酯类抗氧剂或质量比1:1的受阻酚类抗氧剂1076和亚磷酸酯类抗氧剂168的复配物中的一种,所述阻燃剂为无卤阻燃剂,具体为复合三聚氰胺氰尿酸盐。
优选的,所述相容剂为MBS、POE、TPE中的一种;所述的MBS为共聚的甲基丙烯酸甲酯-丁二烯苯乙烯(MBS)核-壳型抗冲击改性剂;所述的POE为乙烯-辛烯共聚物;所述的TPE热塑性弹性体,是通过对苯二甲酸1,4-丁二醇及聚丁醇共聚而成。
一种基于LFT-G工艺的长碳纤PPS复合材料,制备方法包括下列步骤:
步骤一:将LGF增强纤维浸泡于偶联剂KH550的稀水溶液(浓度1%-2%)中,充分浸润后,取出放置在100℃烘箱中干燥备用,得到;
步骤二:将开炼机的辊距调至1.5mm,待双辊筒的温度升至为155土5℃时,加入PP树脂、成核剂、马来酸酐接枝三元乙丙橡胶、润滑剂、抗氧剂、阻燃剂和相容剂使其通过辊缝熔融,形成预混料;
步骤三:将步骤二中的预混料就加入双螺杆挤出机加料仓,并将步骤一种干燥后续的GF增强纤维一同加入双螺杆挤出机加料仓,经过双螺杆挤出机熔融挤出熔体,挤出温度为190-230℃;
步骤四:将步骤三中的熔体进行切料造料,颗粒状的熔体落入冷却池中进行冷却,冷却干燥后即得到长碳纤PPS复合材料。
优选的,所述长碳纤PPS复合材料其粒料长度为10-30mm之间。
与现有技术相比,本发明的有益效果是:基于LFT-G工艺的长碳纤PPS复合材料及其制备方法,通过在长碳纤PPS复合材料的制备材料中添加β成核剂,并使其质量分数处于为0.2%时,制备而成的长碳纤PPS复合材料拉伸强度、弯曲强度和冲击强度均处于最佳的强度上,实现长碳纤PPS复合材料的增强增韧改性,使其使用范围更广,并通过制备过程中制备成标准试样样本,便于在制备过程中进行各项性能的测试,便于在不同成分配比的预混料制备下形成不同性能强度的长碳纤PPS复合材料,从而通过后续的实验测试得到适应不同范围的长碳纤PPS复合材料,制备方法更加完善,适应性更广。
附图说明
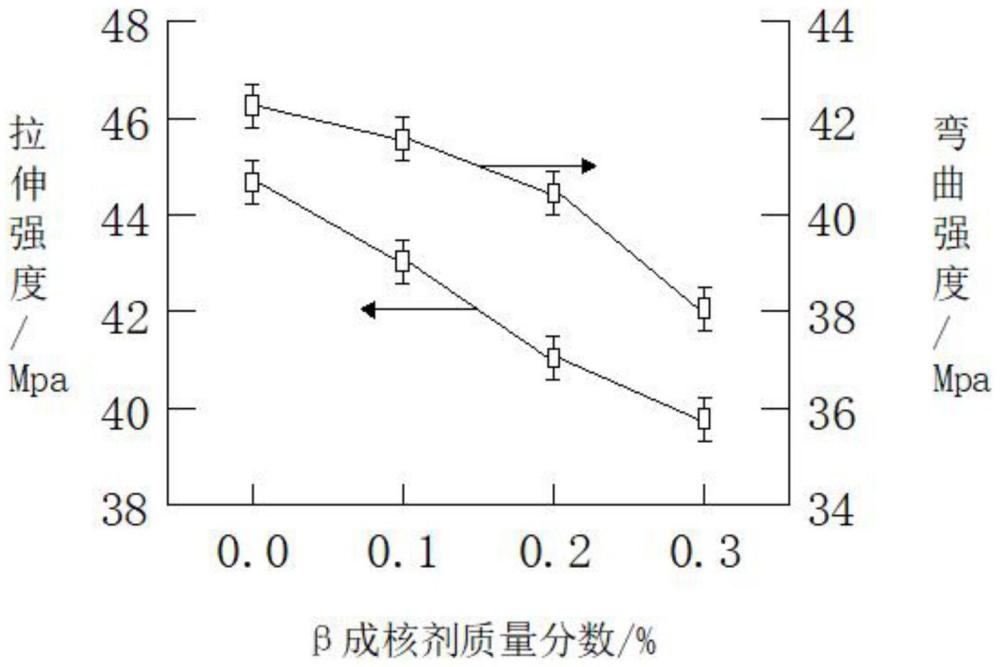
图1为本发明β成核剂含量与弯曲强度和拉伸强度的关系示意图;
图2为本发明β成核剂含量与冲击强度的关系示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:
本发明提供一种技术方案:一种基于LFT-G工艺的长碳纤PPS复合材料,按重量份组分如下:
PP树脂:50-70
LGF增强纤维:30-50
成核剂:0.1-0.3
硅烷偶联剂:1-3
润滑剂:0.2-0.4
抗氧剂:0.2-0.4
阻燃剂:2-4
相容剂:4-6。
本发明,进一步的:PP树脂为一种等规PP,为球晶态高聚物,结晶度高达95%以上,脆性大、冲击强度低。
本发明,进一步的:LGF增强纤维为长玻纤增强聚丙烯、碳纤维、玻璃纤维、芳纶纤维中的至少一种。
本发明,进一步的:成核剂采用β-萘甲酸钠成核剂。
本发明,进一步的:硅烷偶联剂与水混合形成稀水溶液,硅烷偶联剂的浓度为1%-2%,具体的,所述硅烷偶联剂对无机物具有反应性,有机官能基对有机物具有反应性或相容性。
本发明,进一步的:抗氧剂为受阻酚类抗氧剂、亚磷酸酯类抗氧剂或质量比1:1的受阻酚类抗氧剂1076和亚磷酸酯类抗氧剂168的复配物中的一种,所述阻燃剂为无卤阻燃剂,具体为复合三聚氰胺氰尿酸盐。
本发明,进一步的:相容剂为MBS、POE、TPE中的一种;所述的MBS为共聚的甲基丙烯酸甲酯-丁二烯苯乙烯(MBS)核-壳型抗冲击改性剂;所述的POE为乙烯-辛烯共聚物;所述的TPE热塑性弹性体,是通过对苯二甲酸1,4-丁二醇及聚丁醇共聚而成。
一种基于LFT-G工艺的长碳纤PPS复合材料,制备方法包括下列步骤:
步骤一:将LGF增强纤维浸泡于偶联剂KH550的稀水溶液(浓度1%-2%)中,充分浸润后,取出放置在100℃烘箱中干燥备用,得到;
步骤二:将开炼机的辊距调至1.5mm,待双辊筒的温度升至为155土5℃时,加入PP树脂、成核剂、马来酸酐接枝三元乙丙橡胶、润滑剂、抗氧剂、阻燃剂和相容剂使其通过辊缝熔融,形成预混料;
步骤三:将步骤二中的预混料就加入双螺杆挤出机加料仓,并将步骤一种干燥后续的GF增强纤维一同加入双螺杆挤出机加料仓,经过双螺杆挤出机熔融挤出熔体,挤出温度为190-230℃;
步骤四:将步骤三中的熔体进行切料造料,颗粒状的熔体落入冷却池中进行冷却,冷却干燥后即得到长碳纤PPS复合材料。
本发明,进一步的:长碳纤PPS复合材料其粒料长度为10-30mm之间。
实施例二:
请参阅图1-2,本发明提供一种技术方案:一种基于LFT-G工艺的长碳纤PPS复合材料,按重量份组分如下:
PP树脂:55-75
LGF增强纤维:35-55
成核剂:0.2-0.4
硅烷偶联剂:2-4
润滑剂:0.1-0.2
抗氧剂:0.1-0.2
阻燃剂:3-6
相容剂:6-68。
PP树脂为一种等规PP,为球晶态高聚物,结晶度高达95%以上,脆性大、冲击强度低。
LGF增强纤维为长玻纤增强聚丙烯、碳纤维、玻璃纤维、芳纶纤维中的至少一种。
成核剂采用β-萘甲酸钠成核剂。
硅烷偶联剂与水混合形成稀水溶液,硅烷偶联剂的浓度为1%-2%,具体的,所述硅烷偶联剂对无机物具有反应性,有机官能基对有机物具有反应性或相容性。
抗氧剂为受阻酚类抗氧剂、亚磷酸酯类抗氧剂或质量比1:1的受阻酚类抗氧剂1076和亚磷酸酯类抗氧剂168的复配物中的一种,所述阻燃剂为无卤阻燃剂,具体为复合三聚氰胺氰尿酸盐。
相容剂为MBS、POE、TPE中的一种;所述的MBS为共聚的甲基丙烯酸甲酯-丁二烯苯乙烯(MBS)核-壳型抗冲击改性剂;所述的POE为乙烯-辛烯共聚物;所述的TPE热塑性弹性体,是通过对苯二甲酸1,4-丁二醇及聚丁醇共聚而成。
一种基于LFT-G工艺的长碳纤PPS复合材料,制备方法包括下列步骤:
步骤一:将LGF增强纤维浸泡于偶联剂KH550的稀水溶液(浓度1%-2%)中,充分浸润后,取出放置在100℃烘箱中干燥备用;
步骤二:将开炼机的辊距调至1.5mm,待双辊筒的温度升至为155土5℃时,加入PP树脂、成核剂、马来酸酐接枝三元乙丙橡胶、润滑剂、抗氧剂、阻燃剂和相容剂使其通过辊缝熔融;
步骤三:将上述步骤二中开炼机的辊距调至10mm,加入LGF增强纤维进行混炼,混炼时间为15min,然后下片,得到预浸料;
步骤四:将上述步骤三中的预浸料进行冷却,冷却后的预浸料薄片裁切成方片,多层叠放,方片厚度为5mm,尺寸为,30cmx30cm,然后将其放置到模压机中进行模压成型,其中模压机上下两板温度为180土5℃,压强为4Mpa,预热时间为15min,保压时间为7min,模压后得到模压料;
步骤五:将上述步骤四中的模压料在冷压机上进行冷却,时间为4min,冷却模压压强仍然为4Mpa,最后通过制样机裁切成标准试样。
本发明,进一步的:将上述制备方法得到的标准试样进行拉伸强度测试、弯曲强度测试和冲击强度测试,并添加不同质量分数的β成核剂进行对比实验,实验结果如说明书附图1和附图2所示:
由说明书附图1和附图2可知,随着β成核剂含量的增加,材料的拉伸强度和弯曲强度逐渐降低,而冲击强度逐渐增大,当β成核剂质量分数为0.2%时,材料的综合性能最好。
综上所述:基于LFT-G工艺的长碳纤PPS复合材料及其制备方法,通过在长碳纤PPS复合材料的制备材料中添加β成核剂,并使其质量分数处于为0.2%时,制备而成的长碳纤PPS复合材料拉伸强度、弯曲强度和冲击强度均处于最佳的强度上,实现长碳纤PPS复合材料的增强增韧改性,使其使用范围更广,并通过制备过程中制备成标准试样样本,便于在制备过程中进行各项性能的测试,便于在不同成分配比的预混料制备下形成不同性能强度的长碳纤PPS复合材料,从而通过后续的实验测试得到适应不同范围的长碳纤PPS复合材料,制备方法更加完善,适应性更广。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种长玻纤在线模压工艺专用的高流动高阻燃性聚丙烯复合材料及其制备方法
- 一种基于快速沉积工艺的碳/碳(陶)复合材料刹车盘制备设备及其制备方法
- 一种低气味高耐候长玻纤聚丙烯复合材料及其制备方法
- 一种批量快速制备碳/碳复合材料埚帮的CVI工艺方法
- 一种制备高速列车用碳/碳复合材料受电弓滑块的工艺方法
- 低碳纤含量低翘曲高强度长碳纤增强尼龙复合材料及其制备方法
- 一种碳纤增强PPS复合材料及其制备方法