一种茶几框架的快速组装设备
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及家具生产技术领域,尤其涉及一种茶几框架的快速组装设备。
背景技术
茶几往往放置于一对扶手椅之间,成套陈设在厅堂两侧,或摆放于客厅内。由于茶几放在椅子之间,所以它的形式、装饰、几面镶嵌及所用材料和色彩等多随着椅子的风格而定。茶几一般由支撑框架和面板组成。
专利号为CN202123139652.8的专利文献公开了一种组装式茶几,包括桌体,桌体由连接板构成,连接板由多根连接板材构成,连接板包括支撑板、面板以及构架板,多个构架板平行设置以构成骨架,支撑板设置在两个相邻的构架板之间,面板覆盖于支撑板之上,构架板上设置有销筒,支撑板设置有连接销,销筒与连接销滑动连接,构架板上设置有补强板,桌体的底板通过搭扣锁与构架板固定。
但是,在实际使用过程中,发明人发现传统人工焊接或螺栓连接茶几框架的方式,存在组装速度较慢、耗工时长的缺点,导致工作人员工作效率低下的问题。
发明内容
本发明的目的是针对现有技术的不足之处,通过设置的承载机构和组装机构配合,本发明能够自动组装茶几框架,并对框架安装加强筋,增加了框架的强度,降低框架的组装时间,提高了铝材框架的组装效率,可以批量化自动组装茶几框架,设备的占地面积较小,增加企业的经济效益,从而解决了传统人工焊接或螺栓连接框架的方式,组装速度较慢、耗工时间长,导致工作效率低下的技术问题。
针对以上技术问题,采用技术方案如下:
一种茶几框架的快速组装设备,包括设置在机架上的承载机构、组装机构以及进料机构;
所述承载机构包括水平往复设置在所述机架上且用于承载板材进行拼接的支撑组件、设置在所述支撑组件上且用于限制板材位置的卡位组件以及设置在所述机架上且用于驱动支撑组件旋转的换位组件;
所述组装机构包括设置在所述机架上且用于安装零件a的第一装配组件、通过支板升降设置在所述第一装配组件上且用于安装零件b的第二装配组件以及设置在所述支板上且用于安装加强筋的第三装配组件。
作为优选,所述支撑组件包括转动设置在所述机架上的丝杆、螺纹设置于所述丝杆上的移动块、通过阻尼器转动设置在所述移动块上的立柱、设置在所述立柱上端部的放置板以及设置在所述机架上且用于驱动丝杆的第一步进电机。
作为优选,所述卡位组件包括若干组升降设置在所述放置板上且用于限制板材a位置的限位板、设置在所述限位板下端部之间的支框、设置在所述支框与所述放置板底部之间的第一弹性件、若干组贯穿且升降设置在所述放置板上的中空柱、通过第二弹性件升降设置在所述中空柱内且用于限制板材b位置的限位柱以及设置在所述机架上且用于驱动支框下降的限位轨道;
所述换位组件包括设置在所述立柱上的第一齿轮以及设置在所述机架上且用于驱动第一齿轮的第一齿条。
作为优选,所述第一装配组件包括设置在所述机架上的升降件、转动设置在所述升降件上且与零件a相匹配的装料通道、连通设置在所述装料通道上且内装有若干零件a的第一落料筒以及设置在所述装料通道一侧的第一推料件。
作为优选,所述第一推料件包括通过第一L形板设置在所述装料通道一侧的第一液压件、通过第二L形板在所述第一液压件输出端且与装料通道内部相匹配的插杆、通过弹性伸缩件设置在所述插杆端部的第一拧紧头、设置在所述插杆上的第一锥形齿轮、转动设置在所述第二L形板上且用于驱动第一锥形齿轮的第二锥形齿轮、与所述第二锥形齿轮同轴设置的第二齿轮以及设置在所述第一L形板上且用于驱动第二齿轮的第二齿条。
作为优选,所述第二装配组件包括贯穿且升降设置在所述支板上且内装有若干零件b的第二落料筒、设置在所述第二落料筒下端部的夹持件、设置在所述第二落料筒下端部的挡料件、设置在所述卡位组件上且用于驱动零件b自旋转的调整件以及设置在所述支板上且用于驱动第二落料筒升降的第二液压件。
作为优选,所述夹持件包括设置在所述第二落料筒外壁的支架、两组对称滑动设置在所述支架上的第三齿条、通过连杆设置在所述第三齿条端部上且贯穿至第二落料筒内部与零件b相适配的夹手、转动设置在所述支架上且用于驱动第三齿条的第三齿轮、与所述第三齿轮同轴设置的第四齿轮以及竖直设置在所述支板底部且用于驱动第四齿轮的第四齿条;
所述调整件包括设置在所述限位柱上端部的橡胶头以及设置在所述支框上且用于驱动中空柱带着橡胶头自旋转的第二步进电机。
作为优选,所述第三装配组件包括两组对称设置在所述支板上且内装有加强筋的第三落料筒、设置在所述第三落料筒下端部的抵紧件、设置在所述支板上且内装有紧固件的第四落料筒以及设置在所述第四落料筒下端部的第二推料件;
所述抵紧件包括贯穿设置在所述第三落料筒上且其端部带有压紧头的抵杆、设置在所述抵杆另一端部的延伸板、设置在所述延伸板与所述第三落料筒外壁之间且用于驱动抵杆的第三弹性件、通过吊杆设置在所述第二落料筒外壁上且用于驱动延伸板带着抵杆移动的驱动块;
所述第二推料件包括设置在所述第四落料筒下端的暂存板、通过第三L形板设置在所述第四落料筒下端部的第三步进电机、设置在所述第三步进电机输出端的第三液压件以及设置在所述第三液压件输出端的第二拧紧头。
作为优选,所述进料机构包括转动设置在所述机架上的轴杆、两组通过连板对称设置在所述轴杆上端部且用于分别装载板材a和板材b的进料筒、通过弹性伸缩件水平设置在所述进料筒下端部的堵板、设置在所述堵板上的限位块、设置在所述轴杆上的第七齿轮、通过连杆设置在所述移动块上且用于驱动第七齿轮的第七齿条、两组设置在所述支框上且贯穿放置板以用于驱动堵板打开的刮板以及设置在所述刮板上且用于限制刮板位置的限高块。
本发明的有益效果:
(1)本发明中通过设置的承载机构和组装机构配合,一方面,能够自动组装茶几框架,并对框架安装加强筋,增加了框架的强度,方便框架的组装工作,降低框架的组装时间,结构联动性较好,提高了铝材框架的组装效率,可以批量化自动组装茶几框架;另一方面,往复移动的方式较与传统流水线的方式来组装茶几框架,便于设备的操作,减少设备的占地面积,增加企业的经济效益;
(2)本发明中通过设置的承载机构和进料机构配合,一方面,能够自动完成板材a和板材b的交替上料和首尾拼接工作,方便框架的组装,提高了框架的组装效率;另一方面,能够对首尾拼接的板材a和板材b进行限位,防止组装框架的过程中板材发生偏移,增加了框架组装的精准度,提高了框架的组装效果;
(3)本发明中通过设置的第三装配组件和承载机构配合,一方面,能够在框架的四个角安装加强筋,提高了框架组装的稳固性,另一方面,能够使得加强筋依次落料,并自动将加强筋固定在框架上,结构联动性较好,提高了框架的生产效率。
综上所述,本发明能够自动组装茶几框架,并对框架安装加强筋,增加了框架的强度,降低框架的组装时间,提高了铝材框架的组装效率,可以批量化自动组装茶几框架,设备的占地面积较小,增加企业的经济效益。
附图说明
为了更清楚的说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
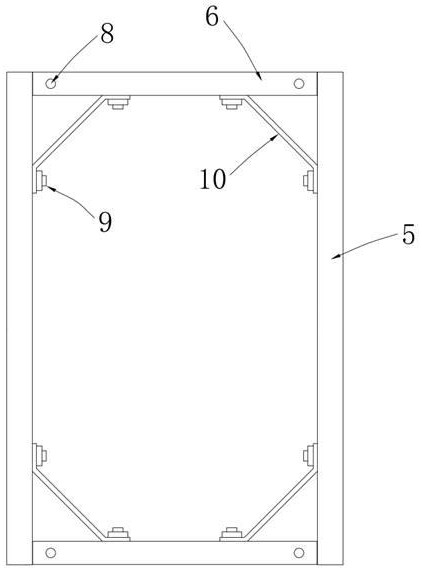
图1为茶几支撑框架的结构示意图。
图2为板材a的结构示意图。
图3为板材b的结构示意图。
图4为图3仰视角的结构示意图。
图5为零件a和零件b的装配示意图。
图6为加强筋的结构示意图。
图7为紧固件的结构示意图。
图8为一种茶几框架的快速组装设备的结构示意图。
图9为图8的结构俯视图。
图10为承载机构的结构示意图。
图11为图10另一视角的结构示意图。
图12为卡位组件的结构示意图。
图13为图12中A处的局部放大图。
图14为支撑组件的结构示意图。
图15为组装机构的结构示意图。
图16为升降件的结构示意图。
图17为第一装配组件的结构示意图。
图18为图17另一视角的结构示意图。
图19为第二装配组件的结构示意图。
图20为图19后视角的结构示意图。
图21为图19的结构左视图。
图22为夹持件的结构示意图。
图23为第三装配组件的结构示意图。
图24为第二推料件的结构示意图。
图25为图24的结构正视图。
图26为进料机构的结构示意图。
图27为图26的结构正视图。
具体实施方式
下面结合附图对本发明实施例中的技术方案进行清楚、完整地说明。
实施例一
如图1-27所示,一种茶几框架的快速组装设备,包括设置在机架1上的承载机构2、组装机构3以及进料机构4;
该框架由两个板材a5和两个板材b6拼接一个矩形结构而成,零件a7和零件b8配合用于组装板材a5和板材b6,加强筋10通过紧固件9连接在板材a5和板材b6之间,用以增加框架的强度;所述零件a7由螺纹杆和螺帽一体而成,螺帽端面开设有内六角槽;所述零件b8为圆柱体结构,且该圆柱体上开设有与零件a7的螺纹杆相适配的螺纹孔;所述紧固件9由带螺帽的螺纹杆、卡条91以及垫块92组成,该螺帽端面也开设有内六角槽,垫块92上开设有供螺纹杆穿过的通孔,卡条91上也开设有与螺纹杆相适配的螺纹孔;所述板材a5和所述板材b6均为中空铝条结构,所述板材a5两端部的一侧开设有供零件a7的螺纹杆穿过的第一通槽51,所述板材a5两端部的相对另一侧开设有供零件a7的螺帽穿过的第二通槽52,所述板材b6两端部均贯穿有与零件b8相适配的第三通槽61,所述板材a5和所述板材b6侧面均开设有与紧固件9的卡条91相适配的条形孔62,该条形孔62上设置有用于限制卡条91呈竖直状态的凸块63。
所述承载机构2包括水平往复设置在所述机架1上且用于承载板材进行拼接的支撑组件21、设置在所述支撑组件21上且用于限制板材位置的卡位组件22以及设置在所述机架1上且用于驱动支撑组件21旋转的换位组件23;
所述组装机构3包括设置在所述机架1上且用于安装零件a的第一装配组件31、通过支板34升降设置在所述第一装配组件31上且用于安装零件b的第二装配组件32以及设置在所述支板34上且用于安装加强筋的第三装配组件33。
在本实施例中,通过设置的承载机构2和组装机构3配合,一方面,能够自动组装茶几框架,并对框架安装加强筋,增加了框架的强度,方便框架的组装工作,降低框架的组装时间,结构联动性较好,提高了铝材框架的组装效率,可以批量化自动组装茶几框架;另一方面,往复移动的方式较与传统流水线的方式来组装茶几框架,便于设备的操作,减少设备的占地面积,增加企业的经济效益。
详细的说,承载机构2的支撑组件21往复移动至进料机构4的位置,进料机构4将板材a和板材b依次交替放置在支撑组件21上,卡位组件22对支撑组件21上的板材a和板材b进行限位,使得板材a和板材b首尾拼接成框架,组装机构3依次对板材a和板材b的连接处进行组装和安装加强筋,最后,茶几框架组装后输出。
进一步,如图8-14和图26-27所示,所述支撑组件21包括转动设置在所述机架1上的丝杆211、螺纹设置于所述丝杆211上的移动块212、通过阻尼器转动设置在所述移动块212上的立柱213、设置在所述立柱213上端部的放置板214以及设置在所述机架1上且用于驱动丝杆211的第一步进电机215;
所述卡位组件22包括若干组升降设置在所述放置板214上且用于限制板材a位置的限位板221、设置在所述限位板221下端部之间的支框222、设置在所述支框222与所述放置板214底部之间的第一弹性件223、若干组贯穿且升降设置在所述放置板214上的中空柱224、通过第二弹性件升降设置在所述中空柱224内且用于限制板材b位置的限位柱225以及设置在所述机架1上且用于驱动支框222下降的限位轨道226,所述限位柱225与板材b的第三通槽相适配;
所述换位组件23包括设置在所述立柱213上的第一齿轮231以及设置在所述机架1上且用于驱动第一齿轮231的第一齿条232。
需要说明的是,所述第一齿轮231为棘轮,在支撑组件21向进料机构4移动的过程中,第一齿轮231受到第一齿条232的驱动会发生转动。
值得一提的是,限位板221上端部到放置板214距离等于板材a的高度,即限位板221上端部与板材a上表面齐平。
在本实施例中,通过设置的承载机构2和进料机构4配合,一方面,能够自动完成板材a和板材b的交替上料和首尾拼接工作,方便框架的组装,提高了框架的组装效率;另一方面,能够对首尾拼接的板材a和板材b进行限位,防止组装框架的过程中板材发生偏移,增加了框架组装的精准度,提高了框架的组装效果。
详细的说,第一步进电机215通过丝杆211带动移动块212在机架上往复移动,在移动块212载着放置板214向进料机构4移动的过程中,第一齿轮231受到第一齿条232的驱动带着放置板214自旋转90度,移动块212继续载着放置板214向进料机构4移动,使得移动块212一侧的第七齿条47驱动第七齿轮46自旋转180度,第七齿轮46带着两个进料筒43旋转180度交换位置,然后,移动块212继续载着放置板214向进料机构4移动,使得限位板221推动堵板44完全打开进料筒43下端口后,移动块212正好停止移动,使得进料筒43下落一个板材a至放置板214的四个限位板221之间,然后,第一步进电机215通过丝杆211带动放置板214复位后,第一步进电机215再次通过丝杆211驱动放置板214向进料机构4移动,第一齿轮231再次受到第一齿条232的驱动带着放置板214自旋转90度,移动块212继续载着放置板214向进料机构4移动,移动块212一侧的第七齿条47通过第七齿轮46带着两个进料筒43旋转180度,使得两个进料筒43交换位置,然后,移动块212继续载着放置板214向进料机构4移动,使得刮板48推动堵板44完全打开进料筒43下端口后,移动块212正好停止移动,使得进料筒43下落一个板材b至放置板214上,正好使得板材b的两个第三通槽61落在放置板214的限位柱225上,使得板材a和板材b首尾拼接,然后,第一步进电机215再次通过丝杆211带动放置板214复位,同时,堵板44在弹性伸缩件的驱动下复位,堵住进料筒43下端口。
进一步,如图8和图15-22所示,所述第一装配组件31包括设置在所述机架1上的升降件311、转动设置在所述升降件311上且与零件a相匹配的装料通道312、连通设置在所述装料通道312上且内装有若干零件a的第一落料筒313以及设置在所述装料通道312一侧的第一推料件314;
所述升降件311包括设置在所述机架1上的第四液压件3111、设置在所述第四液压件3111输出端的U形框3112以及设置在所述U形框3112上的第四步进电机3113,所述装料通道312设置在所述第四步进电机3113的输出端上;
所述第一推料件314包括通过第一L形板设置在所述装料通道312一侧的第一液压件3141、通过第二L形板在所述第一液压件3141输出端且与装料通道312内部相匹配的插杆3142、通过弹性伸缩件设置在所述插杆3142端部的第一拧紧头3143、设置在所述插杆3142上的第一锥形齿轮3144、转动设置在所述第二L形板上且用于驱动第一锥形齿轮3144的第二锥形齿轮3145、与所述第二锥形齿轮3145同轴设置的第二齿轮3146以及设置在所述第一L形板上且用于驱动第二齿轮3146的第二齿条3147,所述第一拧紧头3143与零件a的螺帽上的内六角槽相适配,所述弹性伸缩件由弹簧和伸缩件组成;
值得一提的是,插杆3142的直径与装料通道312的内径相同,在插杆3142推送装料通道312内的零件a的过程中,插杆3142能够堵住第一落料筒313的下落口,保证装料通道312内只能暂存一个零件a,保证零件a依次连续上料;
需要说明的是,所述第二齿轮3146为棘轮,在第一拧紧头3143向装料通道312移动的过程中,第二齿轮3146受到第二齿条3147的驱动会发生转动;
所述第二装配组件32包括贯穿且升降设置在所述支板34上且内装有若干零件b的第二落料筒321、设置在所述第二落料筒321下端部的夹持件322、设置在所述第二落料筒321下端部的挡料件323、设置在所述卡位组件22上且用于驱动零件b自旋转的调整件324以及设置在所述支板34上且用于驱动第二落料筒321升降的第二液压件325;
所述夹持件322包括设置在所述第二落料筒321外壁的支架3221、两组对称滑动设置在所述支架3221上的第三齿条3222、通过连杆设置在所述第三齿条3222端部上且贯穿至第二落料筒321内部与零件b相适配的夹手3223、转动设置在所述支架3221上且用于驱动第三齿条3222的第三齿轮3224、与所述第三齿轮3224同轴设置的第四齿轮3225以及竖直设置在所述支板34底部且用于驱动第四齿轮3225的第四齿条3226;
所述挡料件323包括两组对称滑动设置在所述支架3221上的第五齿条3231、通过连杆设置在所述第五齿条3231端部且贯穿至第二落料筒321内部的挡板3232、转动设置在所述支架3221上且用于驱动第五齿条3231的第五齿轮3233、与所述第五齿轮3233同轴设置的第六齿轮3234以及竖直设置在所述支板34底部且用于驱动第六齿轮3234的第六齿条3235;
所述调整件324包括设置在所述限位柱225上端部的橡胶头3241以及设置在所述支框222上且用于驱动中空柱224带着橡胶头3241自旋转的第二步进电机3242。
需要说明的是,由于板材a和板材b的长度不同,组成的框架为矩形结构,在放置板214载着框架自旋转90度时,框架的四个角位置会发生变化,因此,组装机构3也要随之改变位置,以框架相邻两个角依次转至组装工序的位置距离为弦长,确定圆心的位置,并使得组装机构3以该圆心往复公转90度,即,升降件311的第四步进电机3113位于该圆心的位置,使得第一装配组件31和第二装配组件32能够改变组装工序的位置,以适应组装框架的四个拼接角。
值得一提的是,放置板214载有一个板材a和板材b的时候,组装机构3才开始工作。
在本实施例中,通过设置的第一装配组件31和第二装配组件32配合,能够依次自动组装固定框架的四个拼接角,自动化程度较高,提高了框架的组装效率。
详细的说,在载有一个板材a和板材b的放置板214复位的过程中,放置板214从升降件311的U形框3112内通过,放置板214复位后,支框222受到限位轨道226的驱动下降,使得限位柱225下降至放置板214齐平,然后,第一液压件3141带着第一装配组件31下降指定距离,使得装料通道312的输出端正对着板材a的第二通槽52,第二落料筒321位于板材b的第三通槽61正上方位置,然后,第二液压件325带着第二落料筒321下降至板材b上,在第二落料筒321下降的过程中,夹持件322的第四齿条3226先通过第四齿轮3225驱动第三齿轮3224转动,第三齿轮3224通过第三齿条3222驱动两个夹手3223夹住第二落料筒321内靠近下端口的第二个零件b,然后,再打开挡料件323,即,第六齿条3235通过第六齿轮3234带动第五齿轮3233转动,使得第五齿轮3233通过第五齿条3231打开两个挡板3232,使得靠近第二落料筒321下端口的第一个零件b下落至板材b的第三通槽61内,然后,第一推料件314的第一液压件3141带着插杆3142向装料通道312移动,使得第二齿条3147通过第二齿轮3146带动第二锥形齿轮3145转动,第二锥形齿轮3145通过第一锥形齿轮3144带动插杆3142转动,使得插杆3142端部的第一拧紧头3143将装料通道312内的零件a推进板材a内,使得零件a的螺纹杆依次穿过板材a的第二通槽52和第一通槽51,并使得第一拧紧头3143与零件a的螺帽上的内六角槽相配合,同时,调整件324的第二步进电机3242通过限位柱225带动橡胶头3241自旋转,使得橡胶头3241带着板材b内的零件b自旋转,调整零件b的螺纹孔位置,使得零件a的螺纹杆能够插入零件b的螺纹孔,同时,第一拧紧头3143带动零件a自旋转,使得零件a和零件b配合来组装固定板材a和板材b的拼接处,完成框架一个角的组装工作,然后,第一液压件3141带着第一装配组件31上升复位,在放置板214再次向进料机构4移动后复位,第四步进电机3113带着第一装配组件31公转90度,然后,第一液压件3141再次带着第一装配组件31下降,继续完成框架的组装工作。
进一步,如图15和图23-25所示,所述第三装配组件33包括两组对称设置在所述支板34上且内装有加强筋的第三落料筒331、设置在所述第三落料筒331下端部的抵紧件332、设置在所述支板34上且内装有紧固件的第四落料筒333以及设置在所述第四落料筒333下端部的第二推料件334;
所述抵紧件332包括贯穿设置在所述第三落料筒331上且其端部带有压紧头的抵杆3321、设置在所述抵杆3321另一端部的延伸板3322、设置在所述延伸板3322与所述第三落料筒331外壁之间且用于驱动抵杆3321的第三弹性件、通过吊杆3323设置在所述第二落料筒321外壁上且用于驱动延伸板3322带着抵杆3321移动的驱动块3324;
所述第二推料件334包括设置在所述第四落料筒333下端的暂存板3341、通过第三L形板设置在所述第四落料筒333下端部的第三步进电机3342、设置在所述第三步进电机3342输出端的第三液压件3343以及设置在所述第三液压件3343输出端的第二拧紧头3344,所述第二拧紧头3344与紧固件的螺帽上的内六角槽相适配。
值得一提的是,紧固件的卡条与板材a和板材b的条形孔相匹配,而紧固件的垫块长度大于条形孔的长度,使得紧固件的垫块不会从条形孔通过。
需要说明的是,加强筋的高度与板材a的高度相同,在第一液压件3141带着第一装配组件31下降指定距离时,第三落料筒331下端口位于板材a上表面,使得第三落料筒331每次只能下落一个加强筋至放置板214上。
在本实施例中,通过设置的第三装配组件33和承载机构2配合,一方面,能够在框架的四个角安装加强筋,提高了框架组装的稳固性,另一方面,能够使得加强筋依次落料,并自动将加强筋固定在框架上,结构联动性较好,提高了框架的生产效率。
详细的说,在第二装配组件32落料的过程中,第二落料筒321通过吊杆3323带着驱动块3324下降,使得驱动块3324驱动延伸板3322带着抵杆3321脱离第三落料筒331,使得第三落料筒331靠近下端口的第一个加强筋掉落至放置板214上,而第二落料筒321带着驱动块3324上升复位时,抵杆3321在第三弹性件的驱动下再次抵住第三落料筒331内的加强筋,避免第三落料筒331内的加强筋再次掉落,然后,第二推料件334的第三液压件3343带着第二拧紧头3344前进,推送暂存板3341上的紧固件,同时第三步进电机3342带着第二拧紧头3344转动,使得紧固件的卡条和螺纹杆穿过加强筋并插入板材a和板材b的条形孔内,第二拧紧头3344带动紧固件自旋转,使得条形孔内的凸块限制卡条保持竖直状态,防止卡条继续跟着紧固件的螺纹杆转动,使得卡条只能沿着螺纹杆螺纹移动,使得卡条和垫块配合将加强筋固定在框架上,最后,第一步进电机215通过丝杆211带动放置板214向远离进料机构4的方向移动,使得支框222受到限位轨道226的驱动继续下降,使得限位板221和刮板48上端部下降至放置板214齐平,然后再通过现有的机械臂或手动取下放置板214上组装好的框架。
实施例二
如图8-12和图26-27所示,其中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点。该实施例二与实施例一的不同之处在于:
进一步,如图8-12和图26-27所示,所述进料机构4包括转动设置在所述机架1上的轴杆41、两组通过连板42对称设置在所述轴杆41上端部且用于分别装载板材a和板材b的进料筒43、通过弹性伸缩件水平设置在所述进料筒43下端部的堵板44、设置在所述堵板44上的限位块45、设置在所述轴杆41上的第七齿轮46、通过连杆设置在所述移动块212上且用于驱动第七齿轮46的第七齿条47、两组设置在所述支框222上且贯穿放置板214以用于驱动堵板44打开的刮板48以及设置在所述刮板上且用于限制刮板位置的限高块49。
需要说明的是,所述第七齿轮46为棘轮,在支撑组件21向进料机构4移动的过程中,第七齿轮46受到第七齿条47的驱动会发生转动。
还需要说明的是,刮板48上端部到放置板214距离等于板材b的高度,即刮板48上端部与板材b上表面齐平。
值得一提的是,进料筒43下端口到放置板214距离等于板材a或板材b的高度,使得进料筒43每次只能落料一个板材a或板材b。
在本实施例中,通过设置的进料机构4和承载机构2配合,使得板材a和板材b能够自动交替进料。
详细的说,放置板214向进料机构4移动,使得移动块212一侧的第七齿条47驱动第七齿轮46自旋转180度,第七齿轮46带着两个进料筒43旋转180度交换位置,然后,移动块212继续载着放置板214向进料机构4移动,使得限位板221或刮板48推动堵板44完全打开进料筒43下端口后,移动块212正好停止移动,使得进料筒43下落一个板材a或板材b,放置板214复位时,堵板44在弹性伸缩件的驱动下复位,堵住进料筒43下端口。
工作过程:
承载机构2的支撑组件21往复移动至进料机构4的位置,进料机构4将板材a和板材b依次交替放置在支撑组件21上,卡位组件22对支撑组件21上的板材a和板材b进行限位,使得板材a和板材b首尾拼接成框架,组装机构3依次对板材a和板材b的连接处进行组装和安装加强筋,最后,茶几框架组装后输出。
在本发明的描述中,需要理解的是,术语“前后”、“左右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或部件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
当然在本技术方案中,本领域的技术人员应当理解的是,术语“一”应理解为“至少一个”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明的技术提示下可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
- 一种自动售货机用框架式电磁铁自动组装设备
- 一种厨房设备的快速组装结构
- 一种可快速组装的智能设备安装架
- 一种圆筒型快速装配的笔自动组装机的组装架体
- 一种用于陶瓷封装器件的组装夹具和组装设备
- 一种快速组装茶几
- 一种用于快速组装茶几的连接结构