新能源汽车连接器高速多滑块机压铸装置及其控制方法
文献发布时间:2024-01-17 01:19:37
技术领域
本发明涉及新能源汽车连接器高速多滑块机压铸装置及其控制方法,属于汽车连接器加工技术领域。
背景技术
随着科学技术的发展及技术水平的提高,越来越多的人们驾驶汽车进行出行,其中汽车上通常搭载有各种各样的电气设备,其各个电气设备常通过汽车线束与连接器连接从而实现通信沟通,其中连接器在汽车中的作用是在被阻断或孤立不通的电路之间架起沟通的桥梁,从而使电流能够流通,使电路实现预定的功能,目前压铸机是在压力作用下把熔融金属液压射到模具中冷却成型,开模后得到固体金属铸件的一系列工业铸造机械。
现有授权公告号为CN2885460Y的中国专利,提供了一种多滑块压铸机,包括倾斜设置的主板和十字滑槽模座,十字滑槽模座安装在主板上,主板上还设置有基础支架,以用于操作固定各曲肘连杆机构组件,至少两个与基础支架组件通过曲肘连杆机构连接的滑动模具在滑槽内被引导,在基础支架组件的作用下使滑动模具前进和退回,以便使其关模和开模;用于在滑动模具处于关模位置时,将具有压力的铸造材料注射入滑动模具中的注射系统;当滑动模具处于关模状态时,注射系统向滑动模具中注射铸造材料,当开模后工件被弹出,工件由出料口落下,直接掉落在坚硬的收集桶内。
刚压铸成型的工件温度较高,若不进行冷却、直接下料堆积将进一步导致成堆的工件不易降温,同时由于工件体积较小,其从高处在重力作用下掉落撞击在收集桶的底壁,高温状态下的工件容易导致工件变形,因此需要进行改进。
发明内容
本发明的目的在于提供新能源汽车连接器高速多滑块机压铸装置及其控制方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
新能源汽车连接器高速多滑块机压铸装置及其控制方法,包括底板、压铸箱体、收料箱、导料架和冷风机,所述底板的顶部设置有压铸箱体,所述压铸箱体的一侧设置有导料架,所述导料架内的两侧均活动设置有传送导辊,所述导料架的内部通过传送导辊传动连接有传送带,所述传送带的底部设置有多个冷却气板,多个所述冷却气板均匀设置,所述冷却气板的表面开设有多个出气孔,所述导料架的一侧活动设置有升降板,所述升降板的顶端两侧均设置有支腿架,所述支腿架的内部活动设置有减震支腿,所述减震支腿的顶端固定连接有减震垫,所述减震垫的顶部固定安装有安装座,所述安装座的两侧均设置有固定臂,所述安装座的顶端中部通过转轴活动连接有载料盒,所述载料盒的内部设置有内支撑垫,所述导料架的底部固定设置有冷风机,所述冷风机的输出端与冷却气板内部连通。
在上述的新能源汽车连接器高速多滑块机压铸装置及其控制方法中,所述冷却气板的一侧固定设置有进气端口,所述进气端口的一侧设置有导气管,相邻所述冷却气板之间通过导气管固定连通。
在上述的新能源汽车连接器高速多滑块机压铸装置及其控制方法中,所述导料架的边侧固定连接有侧支板,所述侧支板的顶端固定安装有升降气缸,所述升降气缸的输出端与升降板的底端固定连接。
在上述的新能源汽车连接器高速多滑块机压铸装置及其控制方法中,所述减震垫的顶端中部固定连接有锁紧螺栓,所述锁紧螺栓穿过固定臂与固定臂顶部的锁紧螺母螺纹套接。
在上述的新能源汽车连接器高速多滑块机压铸装置及其控制方法中,所述安装座的顶部边侧活动安装有翻转气缸,且所述翻转气缸的输出端与载料盒的底部一侧活动连接。
在上述的新能源汽车连接器高速多滑块机压铸装置及其控制方法中,所述导料架的底端固定连接有支撑腿,所述支撑腿的一侧设置有电机板,所述电机板的顶部固定安装有驱动电机,所述驱动电机的输出端固定连接有驱动轮,所述驱动轮的外侧传动带与导料架外侧的从动轮传动连接,所述从动轮的一侧与传送导辊的轴杆连接。
在上述的新能源汽车连接器高速多滑块机压铸装置及其控制方法中,所述底板的侧面固定设置有收料箱,所述收料箱设置在导料架的一侧,所述传送带的外侧开设有多个气孔,所述压铸箱体的外侧固定设置有出料端口,所述减震支腿的外部套设有减震弹簧。
新能源汽车连接器高速多滑块机压铸装置控制方法,所述控制方法的具体步骤如下:
步骤一:压铸箱体压铸完毕后,通过出料端口排出,加工件掉落至载料盒内部,通过固定臂底部的减震弹簧进行弹性支撑;
步骤二:升降气缸带动升降板下降,使得升降板顶部的载料盒下降到导料架的一侧,然后启动翻转气缸,翻转气缸推动载料盒朝向导料架一侧翻转,进而将载料盒内部的加工件推入到导料架内部;
步骤三:掉落到导料架内部的加工件通过传送带传动到收料箱的内部,传送的过程中,冷风机将冷风导入冷却气板,通过出气孔吹出对传送带上的加工件进行冷却,当加工件运输到收料箱内部后,加工件也冷却到位。
与现有技术相比,本发明的有益效果是:
本发明新能源汽车连接器高速多滑块机压铸装置及其控制方法,本申请在压铸箱体的外侧设置倾斜的导料架,导料架的边侧设置通过升降气缸进行升降的升降板,升降板顶部通过减震支腿安装有载料盒,当通过出料端口排出物料时,可通过载料盒进行载料,通过减震支腿进行减震支撑,防止其工件变形,载料盒翻转,将加工件导入传送带上,加工件通过传送带进行传送的同时,可通过冷却气板进行冷却,将高温的加工件快速冷却到常温,进入到收料箱内部。
附图说明
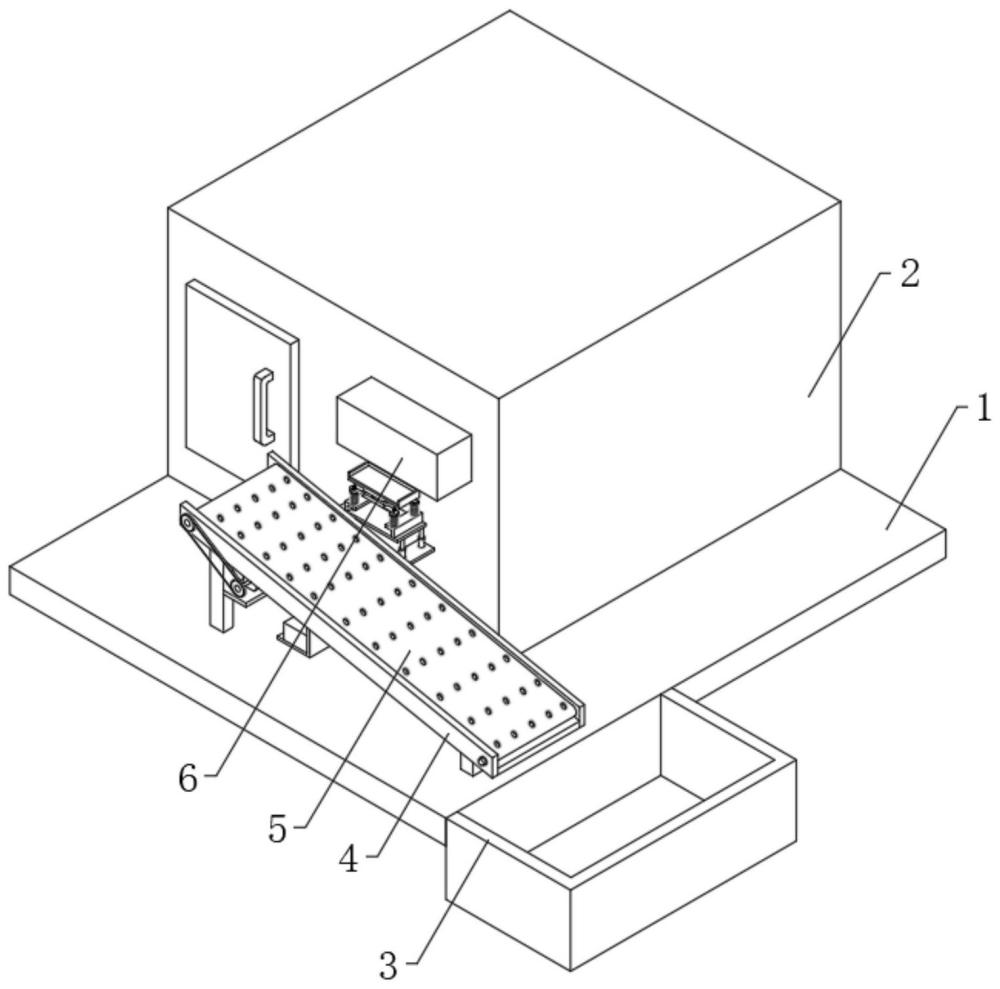
图1为本发明新能源汽车连接器高速多滑块机压铸装置及其控制方法的结构示意图;
图2为本发明新能源汽车连接器高速多滑块机压铸装置及其控制方法的内部结构示意图;
图3为本发明新能源汽车连接器高速多滑块机压铸装置及其控制方法的内部结构示意图;
图4为本发明新能源汽车连接器高速多滑块机压铸装置及其控制方法的内部结构示意图。
图中:1、底板;2、压铸箱体;3、收料箱;4、导料架;5、传送带;6、出料端口;7、支撑腿;8、驱动电机;9、驱动轮;10、传动带;11、从动轮;12、冷风机;13、冷却气板;14、导气管;15、出气孔;16、传送导辊;17、侧支板;18、升降气缸;19、升降板;20、支腿架;21、减震支腿;22、减震垫;23、减震弹簧;24、锁紧螺栓;25、锁紧螺母;26、安装座;27、固定臂;28、载料盒;29、内支撑垫。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-4,本发明提供了新能源汽车连接器高速多滑块机压铸装置及其控制方法的技术方案:
新能源汽车连接器高速多滑块机压铸装置及其控制方法,包括底板1、压铸箱体2、收料箱3、导料架4和冷风机12,底板1的顶部设置有压铸箱体2,压铸箱体2的一侧设置有导料架4,导料架4内的两侧均活动设置有传送导辊16,导料架4的内部通过传送导辊16传动连接有传送带5,传送带5的底部设置有多个冷却气板13,且多个冷却气板13均匀设置,冷却气板13的表面开设有多个出气孔15,导料架4的一侧活动设置有升降板19,升降板19的顶端两侧均设置有支腿架20,支腿架20的内部活动设置有减震支腿21,减震支腿21的顶端固定连接有减震垫22,减震垫22的顶部固定安装有安装座26,安装座26的两侧均设置有固定臂27,安装座26的顶端中部通过转轴活动连接有载料盒28,载料盒28的内部设置有内支撑垫29,导料架4的底部固定设置有冷风机12,冷风机12的输出端与冷却气板13内部连通。
根据图1、图2、图3和图4所示,本申请新能源汽车连接器高速多滑块机压铸装置及其控制方法,具体的,冷却气板13的一侧固定设置有进气端口,进气端口的一侧设置有导气管14,相邻冷却气板13之间通过导气管14固定连通。
根据图1、图2、图3和图4所示,本申请新能源汽车连接器高速多滑块机压铸装置及其控制方法,具体的,导料架4的边侧固定连接有侧支板17,侧支板17的顶端固定安装有升降气缸18,升降气缸18的输出端与升降板19的底端固定连接。
根据图1、图2、图3和图4所示,本申请新能源汽车连接器高速多滑块机压铸装置及其控制方法,具体的,减震垫22的顶端中部固定连接有锁紧螺栓24,锁紧螺栓24穿过固定臂27与固定臂27顶部的锁紧螺母25螺纹套接。
根据图1、图2、图3和图4所示,本申请新能源汽车连接器高速多滑块机压铸装置及其控制方法,具体的,安装座26的顶部边侧活动安装有翻转气缸,且翻转气缸的输出端与载料盒28的底部一侧活动连接。
根据图1、图2、图3和图4所示,本申请新能源汽车连接器高速多滑块机压铸装置及其控制方法,具体的,导料架4的底端固定连接有支撑腿7,支撑腿7的一侧设置有电机板,电机板的顶部固定安装有驱动电机8,驱动电机8的输出端固定连接有驱动轮9,驱动轮9的外侧传动带10与导料架4外侧的从动轮11传动连接,从动轮11的一侧与传送导辊16的轴杆连接。
根据图1、图2、图3和图4所示,本申请新能源汽车连接器高速多滑块机压铸装置及其控制方法,具体的,底板1的侧面固定设置有收料箱3,收料箱3设置在导料架4的一侧,传送带5的外侧开设有多个气孔,压铸箱体2的外侧固定设置有出料端口6,减震支腿21的外部套设有减震弹簧23。
新能源汽车连接器高速多滑块机压铸装置控制方法,控制方法的具体步骤如下:
步骤一:压铸箱体2压铸完毕后,通过出料端口6排出,加工件掉落至载料盒28内部,通过固定臂27底部的减震弹簧23进行弹性支撑;
步骤二:升降气缸18带动升降板19下降,使得升降板19顶部的载料盒28下降到导料架4的一侧,然后启动翻转气缸,翻转气缸推动载料盒28朝向导料架4一侧翻转,进而将载料盒28内部的加工件推入到导料架4内部;
步骤三:掉落到导料架4内部的加工件通过传送带5传动到收料箱3的内部,传送的过程中,冷风机12将冷风导入冷却气板13,通过出气孔15吹出对传送带5上的加工件进行冷却,当加工件运输到收料箱3内部后,加工件也冷却到位。
本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
- 一种新能源汽车蓄电池防超温控制方法及装置
- 一种新能源汽车空调系统初出风改进装置及其控制方法
- 一种多滑块压铸机的控制系统及其控制方法
- 一种多滑块压铸机的控制系统及其控制方法