一种用于制造涡扇发动机的二氧化硅陶瓷芯及其制备方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及硅基陶瓷芯领域,具体涉及一种用于制造涡扇发动机的二氧化硅陶瓷芯及其制备方法。
背景技术
不断发展的航空工业对高推重比的航空发动机提出了迫切要求,这使发动机进气口温度升高(目前先进的发动机涡轮前温度要达到1757℃)。涡扇喷气发动机多叶片组的内部冷却通道使用高精度的薄壁长陶瓷型芯制造,多叶片组内的这些中空空间的主要目的是在涡轮发动机运行期间进行冷却,从而使工作气体的温度升高。此外,中空空间减轻了多叶片组的重量,从而减少了驱动轴的负载。因此,需要涡扇喷气发动机多叶片具有复杂冷却结构和严格性能。
目前,常用的陶瓷芯材料有氧化铝基陶瓷和二氧化硅基陶瓷。氧化铝基陶瓷芯在制备过程中存在烧结温度高、陶瓷芯浸出困难等问题,这限制了它的应用和发展。熔融石英因于其低热膨胀系数、低烧结温度、优异的抗热震性,是陶瓷芯的理想候选者;此外,熔融石英在碱水溶液中易浸出,既保证了浇注后的取芯,又保护了叶片不受腐蚀,但是二氧化硅陶瓷芯存在烧成收缩大,尺寸偏差大等问题。
传统的熔模铸造陶瓷模具的制备方法,如热压注塑和注塑成型,由多步工艺组成,包括型芯制造、蜡模制造和组装、外壳制造和脱蜡。因此,传统的制备方法不仅面临良率低、工序复杂、制造周期长,难以满足形状复杂、型号多、工艺复杂的陶瓷型芯要求,而且还需要较高的人工和制造成本。而凝胶注模是一种近净尺寸成形方法,能够实现复杂陶瓷产品的原位固化成形,且成形的陶瓷素坯具有较强的室温强度,可以实现素坯的机械加工。由于有机物添加量少,相对热压注成形制备的素坯,烧结制度简单,烧结周期短,且制备的陶瓷芯强度高。
发明内容
本发明的目的是提供一种用于制造涡扇发动机的硅基陶瓷芯,以解决二氧化硅陶瓷芯烧成收缩大,尺寸偏差大,传统制备方法良率低、工序复杂、制造周期长,难以满足形状复杂、型号多的陶瓷型芯要求等问题。
本发明的另一目的是提供上述用于制造涡扇发动机的硅基陶瓷芯的制备方法。
为实现上述目的,本发明采用的技术方案如下:
一方面,本发明提供一种用于制造涡扇发动机的硅基陶瓷芯,该硅基陶瓷芯由基料和矿化剂制成,所述基料为石英玻璃粉和硼硅酸盐玻璃粉,所述矿化剂为氧化铝粉和硅酸锆粉;其中按重量百分比计,石英玻璃粉70%~95%,硼硅酸盐玻璃粉1%~10%,氧化铝粉1%~10%,硅酸锆粉1%~10%。
优选的,所述石英玻璃粉的平均粒径在25~32μm,所述硼硅酸盐玻璃粉的平均粒径在18~23μm,所述氧化铝粉的粒度为400目,所述硅酸锆粉的粒度为325目。
另一方面,本发明提供上述用于制造涡扇发动机的硅基陶瓷芯的制备方法,包括以下步骤:
A、按配比分别称取石英玻璃粉、硼硅酸盐玻璃粉、氧化铝粉和硅酸锆粉;
B、先将单体、交联剂、分散剂、pH调节剂、去离子水按一定比例混合制备预混溶液;
C、将步骤A称取的粉料与步骤B制得的预混溶液加入球磨罐中混合,加入石英球进行球磨处理;
D、将步骤C球磨后的浆料先进行真空除泡,再注入模具制得坯体,坯体先在常温下干燥5~10h,然后在湿度50~75%RH、温度30~60℃的恒温恒湿箱中干燥12~24h;
E、将步骤D干燥后的坯体进行排胶;
F、将步骤E排胶后的样品置于马弗炉中,在空气条件下进行烧结,从室温以5~10℃/min的速度升温到400℃,保温10~20min,再以10~20℃/min升温至800℃,保温10~30min,最后以1~3℃/min升温至1250℃,保温3~5h,然后随炉冷却。
优选的,步骤B中所述单体为丙烯酰胺、甲基丙烯酰胺中的一种,占粉体总质量的1~3%;所述交联剂为N,N-亚甲基双丙烯酰胺,占单体质量的5~10%;所述分散剂为柠檬酸铵、聚丙烯酸、聚乙烯亚胺中的一种,占粉体总质量的0.75%~1%;所述pH调节剂为乳酸,调节pH至3~5。
优选的,步骤C中所述球磨时间为8~12h,球磨转速为130~180r/min。
优选的,步骤D中所述真空除泡时间为5~10min。
优选的,步骤E中所述排胶的步骤是室温下以2~5℃/min的速度升温到800℃,保温2~5h。
与现有技术相比,本发明具有如下有益效果:
1.硅酸锆的加入加速了方石英的形成,从而提高了烧结陶瓷芯的强度,同时表现出较小的总收缩率,显著提高高温下的抗蠕变性和抗弯强度。
2.本发明使用石英玻璃作为陶瓷芯结构的基料,它具有低热膨胀系数、优异的熔融金属耐化学性、足够的耐火度、抗热冲击性和非常高的软化温度。硼硅酸盐玻璃用作改善芯烧结阶段的手段,它在液相中通过并吸引其他原料的颗粒,导致烧结阶段材料的机械强度增加。硅酸锆是二氧化硅基陶瓷芯的重要成分,可改善其高温性能,它具有低热膨胀系数、低导热系数、高热稳定性和化学稳定性。
3.本发明在选择合理的材料配比的基础上,采用凝胶注模的制备工艺,烧结制度简单,烧结周期短,有利于工业化生产。
附图说明
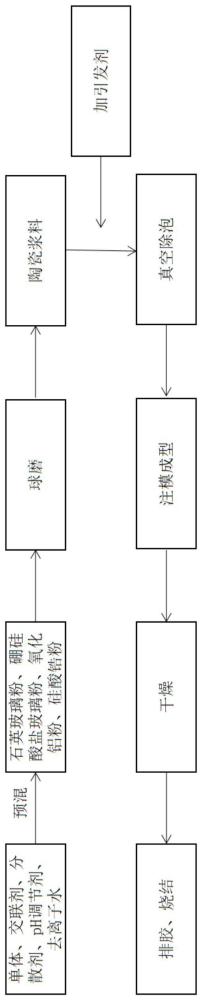
图1为本发明工艺流程图。
具体实施方式
下面结合附图和具体实施例对本发明作进一步详细说明。
以下实施例中所使用的石英玻璃粉、硼硅酸盐玻璃粉平均粒径分别在25-32μm和18-23μm,氧化铝粉的粒度为400目,粉料中Al
参考图1所示的流程图制备硅基陶瓷芯。
实施例1:
A、粉料称取:分别称取石英玻璃粉、硼硅酸盐玻璃粉、氧化铝粉和硅酸锆粉放入球磨罐;基料和矿化剂的含量分别为:石英玻璃粉700g,硼硅酸盐玻璃粉100g,氧化铝粉100g,硅酸锆粉100g;
B、制备预混溶液:先将单体丙烯酰胺20g、交联剂N,N-亚甲基双丙烯酰胺2g、分散剂柠檬酸铵7.5g、pH调节剂乳酸2g、去离子水110g进行混合,制备预混溶液;
C、球混:将步骤A的粉料与步骤B制得预混溶液加入球磨罐中混合,按1∶1的球料比加入石英球,球磨处理,球磨时间为8h,球磨转速为130r/min;
D、注模成型:先将制备的浆料进行真空除泡,真空除泡时间为5min;将浆料注入模具制得坯体,坯体在常温下干燥5h,然后在干燥环境为湿度50%RH,温度30℃的恒温恒湿箱中干燥,干燥时间为24h;
E、排胶、烧结:室温下以2℃/min的速度升温到800℃,保温2h,进行排胶;将样品置于马弗炉中,在空气条件下,从室温以5℃/min的速度升温到400℃,保温10min,再以10℃/min升温至800℃,保温10min,最后以1℃/min升温至1250℃,保温3h,进行烧结。然后随炉冷却。实施例制备的样品具体性能参数见表1。
表1实施例1硅基陶瓷芯材料性能
实施例2:
A、粉料称取:分别称取石英玻璃粉、硼硅酸盐玻璃粉、氧化铝粉和硅酸锆粉放入球磨罐;基料和矿化剂的含量为:石英玻璃粉850g,硼硅酸盐玻璃粉30g,氧化铝粉70g,硅酸锆粉50g;
B、制备预混溶液:先将单体丙烯酰胺10g、交联剂N,N-亚甲基双丙烯酰胺1g、分散剂聚丙烯酸8g、pH调节剂乳酸5g、去离子水120g进行混合,制备预混溶液;
C、球混:将步骤A的粉料与步骤B制得预混溶液加入球磨罐中混合,按2∶1的球料比加入石英球,球磨处理,球磨时间为10h,球磨转速为150r/min;
D、注模成型:先将制备的浆料进行真空除泡,真空除泡时间为8min;将浆料注入模具制得坯体,坯体在常温下干燥8h,然后在干燥环境为湿度60%RH,温度50℃的恒温恒湿箱中干燥,干燥时间为18h;
E、排胶、烧结:室温下以5℃/min的速度升温到800℃,保温3h,进行排胶;将样品置于马弗炉中,在空气条件下,从室温以8℃/min的速度升温到400℃,保温15min,再以15℃/min升温至800℃,保温20min,最后以2℃/min升温至1250℃,保温4h,进行烧结。然后随炉冷却。实施例制备的样品具体性能参数见表2。
表2实施例2硅基陶瓷芯材料性能
实施例3
A、粉料称取:分别称取石英玻璃粉、硼硅酸盐玻璃粉、氧化铝粉和硅酸锆粉放入球磨罐;基料和矿化剂的含量为:石英玻璃粉950g,硼硅酸盐玻璃粉10g,氧化铝粉20g,硅酸锆粉20g;
B、制备预混溶液:先将单体丙烯酰胺30g、交联剂N,N-亚甲基双丙烯酰胺3g、分散剂聚乙烯亚胺10g、pH调节剂乳酸3g、去离子水130g进行混合,制备预混溶液;
C、球混:将步骤A的粉料与步骤B制得预混溶液加入球磨罐中混合,按3∶1的球料比加入石英球,球磨处理,球磨时间为12h,球磨转速为180r/min;
D、注模成型:先将制备的浆料进行真空除泡,真空除泡时间为10min;将浆料注入模具制得坯体,坯体在常温下干燥10h,然后在干燥环境为湿度75%RH,温度60℃的恒温恒湿箱中干燥,干燥时间为12h;
E、排胶、烧结:室温下以5℃/min的速度升温到800℃,保温5h,进行排胶;将样品置于马弗炉中,在空气条件下,从室温以10℃/min的速度升温到400℃,保温20min,再以20℃/min升温至800℃,保温30min,最后以3℃/min升温至1250℃,保温5h,进行烧结。然后随炉冷却。实施例制备的样品具体性能参数见表3。
表3实施例3硅基陶瓷芯材料性能
本发明从硅基陶瓷芯自身的优良性能出发,复合加入硼硅酸盐玻璃作为基料,硅酸锆和氧化铝作为矿化剂,从而建立复杂四元体系的陶瓷型芯,结合凝胶注模成型,解决了硅基陶瓷芯烧结收缩率大、室温强度、高温强度低、制备工艺复杂等问题。本发明制备的硅基陶瓷芯适用于制造涡扇喷气发动机。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
- 一种用于制备免烧陶瓷砖的粘合剂及其制备方法、免烧陶瓷砖的制备方法
- 一种二氧化硅-陶瓷纤维素复合材料的制备方法
- 一种用于PVC改性的二氧化硅气凝胶及其制备方法
- 一种带陶瓷芯的熔模铸造型壳的制造方法
- 一种石墨烯增强氧化铝基陶瓷型芯及其制备方法
- 一种用于制备硅基陶瓷型芯的组合物、航空发动机硅基陶瓷型芯叶片及其制备方法
- 用于制造陶瓷芯以制备具有空腔结构的铸件的方法以及陶瓷芯