一种电子元器件载带包装装置和包装方法
文献发布时间:2023-06-19 09:44:49
技术领域
本发明涉及电子元器件包装生产技术领域,具体涉及一种电子元器件载带包装装置和电子元器件检包系统。
背景技术
载带主要应用于电子元器件贴装工业。它配合盖带(上封带)使用,将电阻,电容,晶体管,二极管等电子元器件承载收纳在载带的口袋中,并通过在载带上方封合盖带形成闭合式的包装,用于保护电子元器件在运输途中不受污染和损坏。电子元器件在贴装时,盖带被剥离,自动贴装设备通过载带索引孔的精确定位,将口袋中盛放的元器件依次取出,并贴放安装在集成电路板(PCB板)上。
中国发明专利申请(公开号:CN108860718A,公开日:20181123)公开了电子元器件载带包装机,包括机架及其上的电子元器件上料装置、电子元器件搬运装置、载带输送装置、CCD视觉检测装置、盖带输送装置和压紧封合装置。该电子元器件载带包装机的优点是电子元器件、载带和盖带输送平稳,加工效率高,全自动完成电子元器件的封装。
现有载带包装机存在以下不足:1. 产品引脚质量差,包装合格率低,包装效率低;2. 电子元器件贴标签精度不高,位置容易带动。
发明内容
本发明的目的是针对现有技术中产品引脚质量差,包装合格率低,包装效率低的问题,提出一种先检测后包装,产品合格率高,编带包装效率高的电子元器件载带包装装置和电子元器件检包系统。
为本发明之目的,采用以下技术方案:
一种电子元器件载带包装装置,其包括搬运机构、视觉组件、设置座、分选组件和编带机构;所述的设置座和分选组件并列设置,搬运机构位于设置座和分选组件上方,所述的视觉组件从两侧方对应设置座,所述的编带机构位于分选组件的侧方;所述的搬运机构用于搬运电子元器件,所述的分选组件用于将视觉检测后的产品分选,编带机构用于将检测合格的电子元器件实现包装。
作为优选,所述的搬运机构包括横移模组、竖立气缸、连接横板、吸块和盖板;横移模组水平安装在机架上,竖立气缸安装在横移模组的伸缩端,连接横板上设置有滑槽,吸块移动连接在滑槽中,吸块上端与滑槽之间设置有弹簧,吸块下端设置有吸气孔;盖板安装在滑槽中,盖板中设置有竖槽,盖板上设置有竖槽,竖槽中通过设置销轴与吸块相连接。
作为优选,所述的视觉组件包括水平的视觉相机和环形光源,视觉相机和环形光源设置有两组,两组视觉相机和环形光源相对设置。
作为优选,所述的设置座包括基体和治具体;治具体安装在基体上,治具体的上端设置有置料槽,置料槽的形状与电子元器件形状相匹配,治具体的两侧设置有缺口。
作为优选,所述的分选组件包括侧移座、侧移气缸、转动马达、转动座和落料斜板;侧移座通过滑轨移动连接在机架上,侧移气缸安装在机架上,侧移气缸的伸缩端与侧移座相连接;转动马达安装在侧移座上,转动座设置在转动马达的转动端,落料斜板安装在侧移座的侧方。
作为优选,所述的编带机构包括基板、载带盘、盖带盘、收料盘、平直轨道、针形轮、压紧轮、封边轮、压紧气缸和加热块;基板固定在机架上,所述的载带盘、盖带盘、收料盘均连接在基板上,平直轨道水平安装在基板上,平直轨道的中部设置有缺口,缺口处用于将电子元器件进行置入载带中,针形轮的一周设置有细针,细针与载带的圆孔相对应,针形轮铰接在基板上,基板还设置有光电传感器对应针形轮;压紧轮通过弹簧压紧在平直轨道上,压紧轮将盖带压紧在载带上,加热块设置在平直轨道的出料端,封边轮连接在电机主轴上,压紧气缸带动封边轮压紧在加热块上,实现载带和盖带的热熔连接,最后收集在收料盘上。
一种电子元器件包装方法,电子元器件通过搬运机构进行吸取,放置在设置座中,通过视觉组件检测电子元器件两端的引脚状态,合格品放置在转动座中,进过转动后搬运到编带机构实现包装;不合格品放置在落料斜板上实现剔除。
一种电子元器件检包系统,其包括机架以及安装在机架上的端面检测装置、贴标装置和载带包装装置;端面检测装置设置在贴标装置的进料端,载带包装装置与贴标装置的出料端相衔接;上述的载带包装装置采用上述技术方案所述的一种电子元器件载带包装装置。
作为优选,所述的端面检测装置用于检测电子元器件的上端面,贴标装置用于将标签移贴在电子元器件的上端面,载带包装装置用于将合格产品进行包装收集。
采用上述技术方案的电子元器件载带包装装置的优点是:在搬运过程中通过设置座和设置座两侧的视觉组件进行电子元器件的引脚检测,合格和不合格品通过分选组件来回移动,实现分选,合格品进过转动后搬运到编带机构中,提高包装产品的合格率;编带机构实现载带、盖带和产品条料的全自动移动,包装效率高。
采用上述技术方案的电子元器件检包系统的优点是:
1.贴标装置通过设置定位机构对步进料轨中的电子元器件进行定位夹紧,可以提高电子元器件在步进料轨中的位置精度,防止装置运作时振动和贴胶纸时影响电子元器件的精度;定位机构采用垂直布置的驱动块和侧定位块联动,减少步进料轨的侧方尺寸,便于布置,并且从侧方进行定位不影响从上方进行移动和贴标,互不干涉,提高贴标的效率。
载带包装装置在搬运过程中通过设置座和设置座两侧的视觉组件进行电子元器件的引脚检测,合格和不合格品通过分选组件来回移动,实现分选,合格品进过转动后搬运到编带机构中,提高包装产品的合格率;编带机构实现载带、盖带和产品条料的全自动移动,包装效率高。
附图说明
图1为本发明实施例的爆炸结构图。
图2为端面检测装置的爆炸结构图。
图3为贴标装置的爆炸结构图。
图4为定位机构的爆炸结构图。
图5为标签移贴机构的爆炸结构图。
图6为载带包装装置的爆炸结构图。
图7为搬运机构和分选组件的爆炸结构图。
图8为编带机构的爆炸结构图。
具体实施方式
如图1所示,一种电子元器件检包系统包括机架1以及安装在机架上的端面检测装置5、贴标装置6和载带包装装置7;端面检测装置5设置在贴标装置6的进料端,载带包装装置7与贴标装置6的出料端相衔接。
所述的端面检测装置5用于检测电子元器件的上端面,贴标装置6用于将标签移贴在电子元器件的上端面,载带包装装置7用于将合格产品进行包装收集。上述的载带包装装置7即一种电子元器件载带包装装置。
如图2所示,所述的端面检测装置5包括过料移轨51、散光源灯52、照相机53和剔除机构54;过料移轨51固定在机架上,过料移轨51的中部设置有照相工位511,散光源灯52从两侧对应照相工位511,照相机53从上方向下对应照相工位511;剔除机构54连接在过料移轨51的末端,对检测不合格的产品进行剔除。
如图3所示,所述的贴标装置6包括步进料轨61、定位机构62、步进推料机构63和标签移贴机构64;步进料轨61上设置有贴标工位601,所述的定位机构62安装在步进料轨61的侧方,定位机构62对应贴标工位601,步进推料机构63对应步进料轨61的上方,所述的标签移贴机构64设置在机架上,标签移贴机构64从上方对应贴标工位601;所述的步进推料机构63用于推动电子元器件运动,定位机构62用于对待贴标的电子元器件进行定位,标签移贴机构64用于将标签撕除后移贴到电子元器件上。
如图4所示,所述的定位机构62包括定位气缸621、驱动块622和侧定位块623;定位气缸621安装在步进料轨61的侧方,驱动块622与定位气缸621的伸缩端相连接,所述的驱动块622上设置有倾斜的槽口6221;侧定位块623移动配合在步进料轨61的侧方,侧定位块623上设置有销轴6231,销轴6231与槽口6221相配合;侧定位块623的端部设置有缺口6232,缺口6232对应步进料轨61的过道,缺口6232的尺寸与电子元器件尺寸相匹配。
所述的步进推料机构63包括升降气缸631、第一平移气缸632、第二平移气缸633和驱动指634;驱动指634由第一平移气缸632和第二平移气缸633实现水平面内的移动,升降气缸631实现驱动指634的升降。
如图5所示,所述的标签移贴机构64包括固定板640、二自由度移动机构641、吸标针642、立板643、缠绕轮644、预贴轮645、上举气缸646、搁置块647、旋转电机648和裁切刀649;所述的立板643设置在固定板640,缠绕轮644铰接在立板643上,所述的立板643上还设置有过渡轮6441和张紧轮6442,张紧轮6442通过滑轨竖直移动连接在立板643上,缠绕轮644上设置有缠绕的标签胶带,标签胶带经过过渡轮6441和张紧轮6442导向后缠绕在预贴轮645上;所述的立板643上还设置有光纤传感器6431,光纤传感器6431对应预贴轮645侧方;所述的预贴轮645铰接在立板643上,预贴轮645上设置有电机6451,电机6451带动预贴轮645间歇运动;所述的预贴轮645一周上设置有均布的搁料板6451,搁料板6451中央设置有缺口;所述的旋转电机648安装在固定板640上,裁切刀649偏心安装在旋转电机648的转动端,裁切刀649与搁料板6451中央的缺口相对应;所述的上举气缸646安装在固定板640上,搁置块647安装在上举气缸646的伸缩端,搁置块647向上对应两个搁料板6451中部,搁置块647的上端面设置有凸纹;二自由度移动机构641设置在固定板640上,吸标针642安装在二自由度移动机构641的移动部,吸标针642的下端设置有吸气孔;吸标针642对应预贴轮645的上方。
所述的标签移贴机构64在工作时,胶带从缠绕轮644中送出,经过过渡轮6441和张紧轮6442导向后,从下方贴在预贴轮645上,预贴轮645间歇运动,在预贴轮645侧方的时候,旋转电机648带动裁切刀649转动,裁切刀649经过搁料板6451的缺口,实现裁切;而后在预贴轮645上方的时候,上举气缸646带动搁置块647升起,将裁切后的胶纸顶起,而后由吸标针642吸住,吸住后通过二自由度移动机构641搬运到特定位置。
标签移贴机构64解决了标签粘贴效率低的问题,采用整体条带状的标签纸上料方式,中途进行裁切,裁切后的胶纸贴在预贴轮645上,实现循环上料,而后胶纸下方通过搁置块647抬起,胶纸上端由吸标针642吸住,进行移贴;旋转的裁切刀649将胶纸实现裁切,裁切效率高,裁切后的胶纸可以在搁料板6451上进行储存,提高标签上料的效率。
所述的贴标装置6在工作时,电子元器件在步进料轨61中,步进推料机构63推动电子元器件在步进料轨61中间歇移动,在贴标工位处,定位气缸621带动驱动块622伸出,使侧定位块623插入步进料轨61中,对电子元器件进行定位夹紧;而后标签移贴机构64将标签吸住后贴到电子元器件表面。
贴标装置6解决了电子元器件贴标签精度不高,位置容易带动的问题,通过设置定位机构62对步进料轨61中的电子元器件进行定位夹紧,可以提高电子元器件在步进料轨61中的位置精度,防止装置运作时振动和贴胶纸时影响电子元器件的精度;定位机构62采用垂直布置的驱动块622和侧定位块623联动,减少步进料轨61的侧方尺寸,便于布置,并且从侧方进行定位不影响从上方进行移动和贴标,互不干涉,提高贴标的效率。
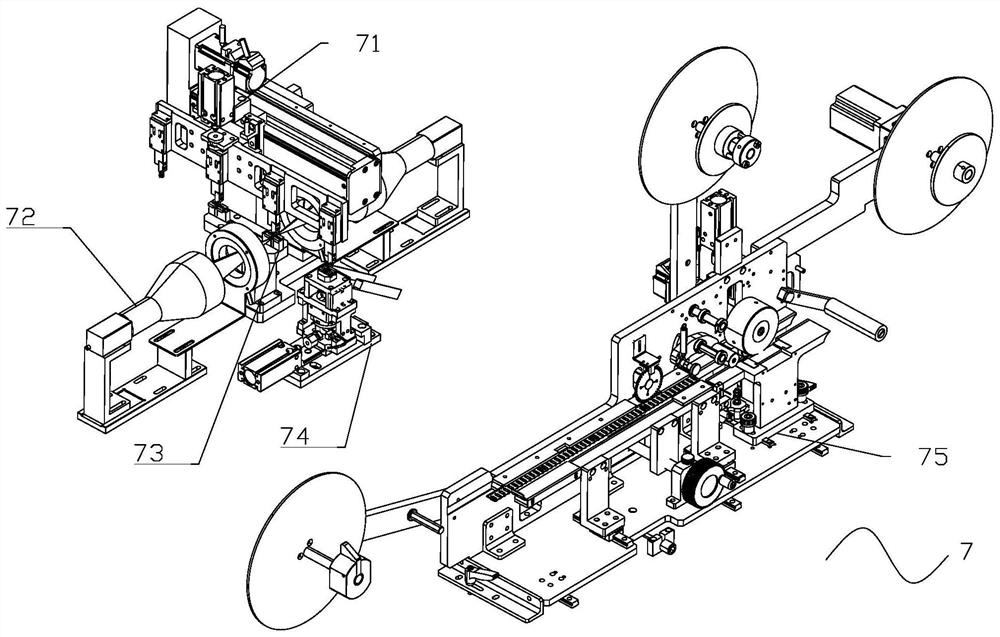
如图6所示,所述的一种电子元器件载带包装装置包括搬运机构71、视觉组件72、设置座73、分选组件74和编带机构75;所述的设置座73和分选组件74并列设置,搬运机构71位于设置座73和分选组件74上方,所述的视觉组件72从两侧方对应设置座73,所述的编带机构75位于分选组件74的侧方;所述的搬运机构71用于搬运电子元器件,所述的分选组件74用于将视觉检测后的产品分选,编带机构75用于将检测合格的电子元器件实现包装。
如图7所示,所述的搬运机构71包括横移模组711、竖立气缸712、连接横板713、吸块714和盖板715;横移模组711水平安装在机架上,竖立气缸712安装在横移模组711的伸缩端,连接横板713上设置有滑槽7131,吸块714移动连接在滑槽7131中,吸块714上端与滑槽7131之间设置有弹簧,吸块714下端设置有吸气孔;盖板715安装在滑槽7131中,盖板715中设置有竖槽,盖板715上设置有竖槽,竖槽中通过设置销轴与吸块714相连接。
所述的视觉组件72包括水平的视觉相机和环形光源,视觉相机和环形光源设置有两组,两组视觉相机和环形光源相对设置。
所述的设置座73包括基体731和治具体732;治具体732安装在基体731上,治具体732的上端设置有置料槽,置料槽的形状与电子元器件形状相匹配,治具体732的两侧设置有缺口,方便进行视觉检测。
所述的分选组件74包括侧移座741、侧移气缸742、转动马达743、转动座744和落料斜板745;侧移座741通过滑轨移动连接在机架上,侧移气缸742安装在机架上,侧移气缸742的伸缩端与侧移座741相连接;转动马达743安装在侧移座741上,转动座744设置在转动马达743的转动端,落料斜板745安装在侧移座741的侧方。
如图8所示,所述的编带机构75包括基板750、载带盘751、盖带盘752、收料盘753、平直轨道754、针形轮755、压紧轮756、封边轮757、压紧气缸758和加热块759;基板750固定在机架上,所述的载带盘751、盖带盘752、收料盘753均连接在基板750上,平直轨道754水平安装在基板750上,平直轨道754的中部设置有缺口,缺口处用于将电子元器件进行置入载带中,针形轮755的一周设置有细针,细针与载带的圆孔相对应,针形轮755铰接在基板750上,基板750还设置有光电传感器对应针形轮755;压紧轮756通过弹簧压紧在平直轨道754上,压紧轮756将盖带压紧在载带上,加热块759设置在平直轨道754的出料端,封边轮757连接在电机主轴上,压紧气缸758带动封边轮757压紧在加热块759上,实现载带和盖带的热熔连接,最后收集在收料盘753上。
所述的一种电子元器件载带包装装置在工作时,电子元器件通过搬运机构71进行吸取,放置在设置座73中,通过视觉组件72检测电子元器件两端的引脚状态,合格品放置在转动座744中,进过转动后搬运到编带机构75实现包装;不合格品放置在落料斜板745上实现剔除。
一种电子元器件载带包装装置解决了产品引脚质量差,包装效率低的问题,在搬运过程中通过设置座73和设置座73两侧的视觉组件72进行电子元器件的引脚检测,合格和不合格品通过分选组件74来回移动,实现分选,合格品进过转动后搬运到编带机构75中,提高包装产品的合格率;编带机构75实现载带、盖带和产品条料的全自动移动,包装效率高。
- 一种电子元器件载带包装装置和包装方法
- 载带自动包装装置及包装方法