假书型酒盒组装机
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及一种专用于假书型酒盒半自动组装生产的假书型酒盒组装机。
背景技术
针对现有高端白酒市场,专门设计推出了一种假书型酒盒(如图1所示),假书型酒盒由开槽的横板和竖板组成,横板折叠形成的酒盒四周侧边,竖板的上下端折叠形成酒盒的盖和底,竖板的中间则与横板最后的折边内侧固定粘接。上述的假书型酒盒具有周边圆角,来提高酒盒档次。目前,假书型酒盒只能通过人工方式进行制作,生产效率低。
发明内容
针对现有技术存在的不足,本发明的目的是在于提供一种专用于假书型酒盒的半自动组装,结构简单,提高组装效率的假书型酒盒组装机。
为解决上述技术问题,本发明是采取如下技术方案来完成的:
假书型酒盒组装机,其特征在于:包括左托板和右托板,左托板、右托板固定安装,左托板、右托板之间留出过道让作上下活动设置的成型模具自由通过,成型模具的表面设有真空吸孔,靠近成型模具设有推盒部件,成型模具的后端与升降板连接,升降板由升降部件推动作上下活动,成型模具的上方设有上压板,上压板由上推动件推动作上下活动,成型模具的下方设有下压板,下压板由下推动件推动作上下活动,左托板的下方设有左折边板,左折边板由左推动件推动作左右活动,右托板的下方设有右折边板,右折边板由右推动件推动作左右活动。所述左折边板连接左整形板,所述右折边板连接右整形板。
上述技术方案的假书型酒盒组装机,专门针对假书型酒盒的结构特点而进行设计,并根据需要任意形成假书型酒盒的周边圆角,来结构简单地完成假书型酒盒的半自动组装生产,提高组装效率,增加产量,降低劳动力成本。
作为优选,所述上推动件在升降板上安装,所述下推动件也在升降板上安装。
作为优选,所述上、下、左、右推动件均为气缸。
作为优选,所述推盒部件具有推料头和推料气缸,推料头由推料气缸推动作前后活动,推料头和推料气缸位于所述成型模具旁侧设有的凹槽内。
作为优选,所述真空吸孔在成型模具的上表面、前侧面和底面前端设置。
作为优选,所述成型模具的后方设有顶盖板,顶盖板由顶盖气缸推动作上下活动。
为实现假书型酒盒的半自动组装生产,本发明还可采取如下技术方案:
假书型酒盒组装机,其特征在于:包括左托板和右托板,左托板由左气缸推动作左右活动,右托板由右气缸推动作左右活动,左托板、右托板在相互远离时,两者之间留出过道让作上下活动设置的成型模具自由通过,成型模具的表面设有真空吸孔,靠近成型模具设有推盒部件,成型模具的后端与升降板连接,升降板由升降部件推动作上下活动,成型模具的上方设有上压板,上压板由上气缸推动作上下活动,成型模具的下方设有下压板,下压板由下气缸推动作上下活动,上下气缸在升降板上安装。所述左托板的底部连接左整形板,所述右托板的底部连接右整形板。
附图说明
本发明有如下附图:
图1为假书型酒盒的外形结构图,
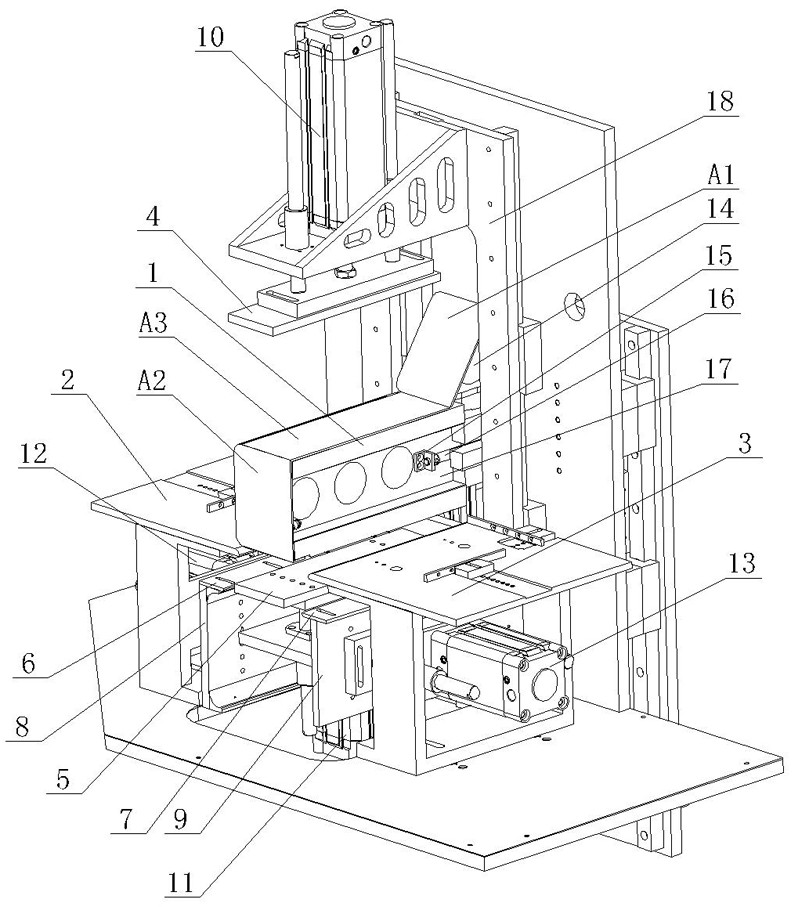
图2为假书型酒盒组装机的结构示意图,
图3为假书型酒盒组装机开始工作时的状态图,
图4为假书型酒盒组装机完成酒盒成型时的状态图。
具体实施方式
如图1所示,假书型酒盒具有四周侧边和盖、底,四周侧边由横板B折叠形成,盖A1、底A2由竖板的上下端折叠形成,连接盖A1和底A2的竖板中间A3则固定粘接在横板B最后形成的折边内侧,盖A1上设有塑托。
如图2-4所示,本发明的假书型酒盒组装机,包括左托板2和右托板3,左托板2、右托板3固定安装,左托板2、右托板3用于工作时将形成酒盒四周侧边的横板B进行定位托住,左托板、右托板之间留出过道让作上下活动设置的成型模具1自由通过,成型模具1为长条方形,成型模具1的上表面、前侧面和底面前端位置设有真空吸孔,真空吸孔用于工作时将形成酒盒盖和底的竖板A进行定位吸住,成型模具1的后方设有顶盖板14,顶盖板14由顶盖气缸推动作上下活动,靠近成型模具1设有推盒部件,推盒部件具有推料头15和推料气缸16,推料头15由推料气缸16推动作前后活动,推料头15和推料气缸16位于所述成型模具旁侧设有的凹槽17内,成型模具1的后端与升降板18固定相连,升降板18由升降部件推动作上下活动,升降部件为升降电机驱动的同步带19,同步带19与升降板18相连;成型模具1的上方设有上压板4,上压板4由上气缸10推动作上下活动,成型模具1的下方设有下压板5,下压板5由下气缸11推动作上下活动,上气缸10、下气缸11在升降板18上固定安装,所述左托板2的下方设有左折边板6,左折边板6由左气缸12推动作左右活动,左折边板6的底部固定连接左整形板8,左整形板8的内侧上下具有圆角设计,所述右托板3的下方设有右折边板7,右折边板7由右气缸13推动作左右活动,右折边板7的底部固定连接右整形板9。
本发明是这样进行工作的:工人首先将竖板A放置到成型模具1的上表面,竖板形成盒底A2的前端向下贴着成型模具1的前侧面,前端边沿则向内贴着成型模具的底面前端,这时真空吸孔抽真空,将竖板A在成型模具1上进行定位固定,然后工人将横板B放置到左右托板上由左托板2、右托板3进行定位托住;接下来,下压板5向上动作,将横板B压紧在成型模具1的底面,随后升降板18向下进行动作,成型模具1随之向下动作通过左右托板之间留出的过道,于是横板B两侧向上90度折边,在成型模具1向下动作到位后,左折边板6向右动作,右折边板7向左动作,使横板B已经向上90度折边的两侧上端分别向内90度折边,并将竖板中间A3包裹在内,随后左右折边板回位,同时上压板4向下动作,将横板B的内90度折边压紧在成型模具1的上表面,于是竖板中间A3与横板B的内90度折边内侧固定粘接(横板相应部位提前已经涂上胶水),上述过程中,左整形板8、右整形板9随左右折边板进行同步动作时,在横板B相应部位压出圆角(配合成型模具设置的圆角),于是图1所示的假书型酒盒成型;假书型酒盒成型后,上压板4、下压板5离开对成型模具1的压紧,成型模具1上升回原位,最后推料头15向前动作将假书型酒盒推离成型模具,在将假书型酒盒推离成型模具前,为避免盒盖上的塑托A4对推离动作造成干涉,顶盖气缸预先动作,顶盖板14将塑托A4向上顶起,可见图2所示。
为实现假书型酒盒的制作,本发明还提供了另一种技术方案,具体结构是:假书型酒盒组装机,包括左托板和右托板,左托板、右托板用于工作时将形成酒盒四周侧边的横板进行定位托住,左托板由左气缸推动作左右活动,左托板的底部固定连接左整形板,右托板由右气缸推动作左右活动,右托板的底部固定连接右整形板,左托板、右托板在相互远离时,两者之间留出过道让作上下活动设置的成型模具自由通过,成型模具为长条方形,成型模具的上表面、前侧面和底面前端位置设有真空吸孔,真空吸孔用于工作时将形成酒盒盖和底的竖板进行定位吸住,成型模具的后方设有顶盖板,顶盖板由顶盖气缸推动作上下活动,靠近成型模具设有推盒部件,推盒部件具有推料头和推料气缸,推料头由推料气缸推动作前后活动,推料头和推料气缸位于所述成型模具旁侧设有的凹槽内,成型模具的后端与升降板连接,升降板由升降部件推动作上下活动,升降部件为升降电机驱动的同步带,同步带与升降板连接;成型模具的上方设有上压板,上压板由上气缸推动作上下活动,成型模具的下方设有下压板,下压板由下气缸推动作上下活动,上下气缸在升降板上安装。
- 假书型酒盒组装机
- 双开型酒盒仿形托盘自动组装机器人及酒盒组装方法