装甲车车体焊接工装
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及工装夹具技术领域,尤其是一种装甲车车体焊接工装。
背景技术
防爆装甲车辆车体所使用的钢板较厚,不同位置之间的钢板经焊接形成车体,焊接一般采用在焊接处开坡口再进行电焊的形式,电焊可由人工或焊接机器人完成,这种焊接的缺点是由于钢板较厚、焊接处会存在连接强度不足的问题,有些焊接位置是焊接机器人无法完成的,需要由人工完成,加之电焊过程的工艺稳定性略差,往往需要有探伤的过程,这样,整个车体的制造过程复杂而漫长,寻求一种自动化程度高、焊接质量好的车体加工方法成为需要努力实现的工作。
发明内容
本发明要解决的技术问题是:针对装甲车车体的焊接,对底板、左侧板组件、右侧板组件、前顶板组件和尾板之间的焊接提供一种焊接工装,满足运用搅拌摩擦焊焊接方法对车体进行焊接的要求。
本发明解决其技术问题所采用的技术方案是:一种装甲车车体焊接工装,所述的车体焊接是将底板、左侧板组件、右侧板组件、前顶板组件和尾板焊接成一体,所述前顶板组件由首下板和前顶板焊接而成;
所述工装具有底座,底座上平行间隔设置支撑左侧板组件的左内撑座和支撑右侧板组件的右内撑座,左内撑座和右内撑座的外侧分别设有将侧板组件压紧在支撑座上的可侧翻的左翻板和右翻板,左内撑座和右内撑座的顶面为底板的承载面,所述左翻板和右翻板上分别排列设置有将底板压紧在左内撑座和右内撑座顶面的翻转式压紧油缸,左内撑座和/或右内撑座左右滑动和可定位于夹紧位置式设置在底座上;
所述底座上设有对前顶板组件支撑的托架,对应于前顶板组件与左侧板组件、右侧板组件的焊缝处,所述托架具有对前顶板压紧的第一压紧部和对首下板压紧的第二压紧部,所述第二压紧部一端铰接在第一压紧部上、另一端可拆式固定于设置在底座上的立柱上;
位于前顶板组件与左侧板组件、右侧板组件的焊缝处的底座上还设有对左侧板组件、右侧板组件定位的推压装置;
所述左翻板和右翻板的后端面为对尾板的支撑面,左翻板和右翻板后端面上设有对尾板夹持的尾夹装置。
具体的由于左、右内撑座是为了从内部支撑各焊接组件,但当车体焊接成整体后,车体需要从工装上取出,所以一种具体做法是只需要其中一个内撑座是活动的即可,即,所述左内撑座固定在底座上,所述右内撑座设置在位于底座上的第一滑轨上,还具有第一油缸,所述第一油缸活动端设置在右内撑座上、固定端设置在底座或左内撑座上。
具体的,所述左翻板和右翻板的底边铰接在底座上,底座上设有推动左翻板和右翻板翻转的第二油缸。
具体的,前顶板组件处的第一压紧部和第二压紧部能够实现将前顶板组件压到侧板上,但为了压紧位置更精确,还设置手动的进一步调节压紧位置的装置,所述第一压紧部和第二压紧部上设有第一手动压块。
由于推压装置是为了对与前顶板组件焊接的侧板部分进行的专门的定位,所以应具有从内部支撑的功能,以防止侧板向内变形位移,使用这样的装置后就会影响焊接好后的车体从工装上取出,为了工件的取出,所述对左侧板组件、右侧板组件定位的推压装置具有可前后移动并从内部顶住侧板的内撑板,所述内撑板上还设有将侧板压紧在内撑板上的第二手动压块,所述内撑板设置在位于底座上的第二滑轨上。
具体的为了便于操作,所述铰接在第一压紧部上的第二压紧部由第三油缸驱动作打开和压紧的摆动动作。
本发明的有益效果是:在提出使用搅拌摩擦焊方法来提高装甲车车体焊接自动化程度和焊接质量的基础上,设计了对车体底板、左侧板组件、右侧板组件、前顶板组件和尾板之间的焊接工装,该工装使用内撑座、两侧的翻板、内撑板和推压装置等,对车体各组件一次装夹一次焊接成功,焊接件在工装上定位精度高,提高了装夹效率,同时,夹紧面积大和夹紧可靠克服了搅拌摩擦头工作时易造成工件位移的问题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请中记载的一个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
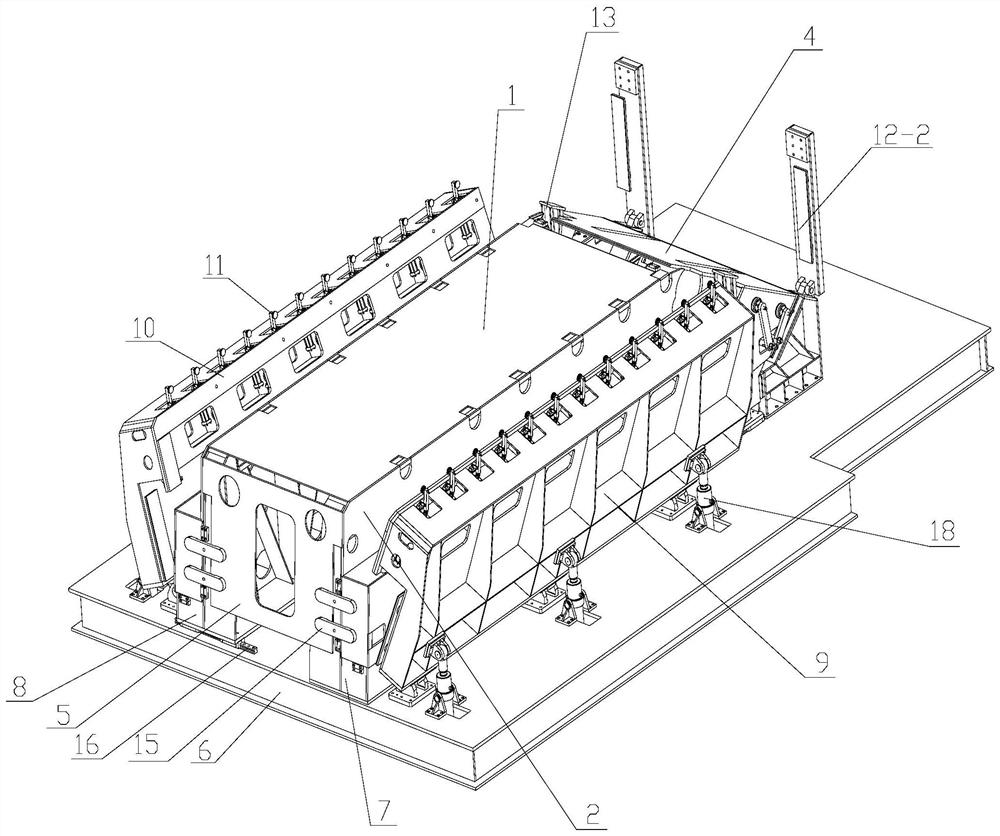
图1是装甲车车体结构示意图;
图2是本发明对侧板和前顶板非夹持状态下的示意图;
图3是本发明夹持状态下的示意图;
图4是本发明未夹持尾板时的示意图;
图5是显示本发明另一侧结构的示意图。
图中:1、底板,2、左侧板组件,3、右侧板组件,4、前顶板组件,4-1、首下板,4-2、前顶板,5、尾板,6、底座,7、左内撑座,8、右内撑座,9、左翻板,10、右翻板,11、翻转式压紧油缸,12、托架,12-1、第一压紧部,12-2、第二压紧部,13、立柱,14、推压装置,14-1、内撑板,14-2、第二手动压块,15、尾夹装置,16、第一滑轨,17、第一油缸,18、第二油缸,19、第一手动压块,20、第二滑轨,21、第三油缸。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
附图1显示的是装甲车车体的形状,附图2、3、4和5从不同方向显示本工装的状态,对车体焊接是将底板1,左侧板组件2、右侧板组件3、前顶板组件4和尾板5焊接成一体,前顶板组件4由首下板4-1和前顶板4-2焊接而成,左侧板组件2和右侧板组件3从前后观察呈Z字形,前顶板组件4从侧面观察呈锐角形,底板1和尾板5为单件的板材;
工装具有底座6,底座6上平行间隔设置支撑左侧板组件2的左内撑座7和支撑右侧板组件3的右内撑座8,左内撑座7和右内撑座8的外侧分别设有将侧板组件压紧在支撑座上的可侧翻的左翻板9和右翻板10,使用翻转板的结构相对于另一种设置在滑轨上对侧板压紧的压板形式具有易夹紧和占用空间小的优点,左内撑座7和右内撑座8的顶面为底板1的承载面,左翻板9和右翻板10上分别排列设置有将底板1压紧在左内撑座7和右内撑座8顶面的翻转式压紧油缸11,这种翻转式压紧油缸11由控制装置控制,在摩擦头工作到某一翻转式压紧油缸11位置时,该翻转式压紧油缸11抬起让刀;右内撑座8左右滑动和可定位于夹紧位置式设置在底座6上;
底座6上设有对前顶板组件4支撑的托架12,托架12为左右设置的两个组件,对应于前顶板组件4与左侧板组件2、右侧板组件3的焊缝处,托架12具有对前顶板4-2压紧的第一压紧部12-1和对首下板4-1压紧的第二压紧部12-2,第二压紧部12-2一端铰接在第一压紧部12-1上、另一端可拆式固定于设置在底座6上的立柱上13;
位于前顶板组件4与左侧板组件2、右侧板组件3的焊缝处的底座6上还设有对该处的左侧板组件2、右侧板组件3定位的推压装置14,该处的焊缝为位于两侧的两处,所以推压装置14也为两组;推压装置14具有可前后移动并从内部顶住侧板的内撑板14-1,内撑板14-1上还设有将侧板压紧在内撑板14-1上的第二手动压块14-2,内撑板14-1设置在位于底座6上的第二滑轨20上。
左翻板9和右翻板10的后端面为对尾板5的支撑面,左翻板9和右翻板10后端面上设有对尾板5夹持的尾夹装置15。
左内撑座7固定在底座6上,右内撑座8设置在位于底座6上的第一滑轨16上,还具有第一油缸17,第一油缸17活动端设置在右内撑座8上、固定端设置在底座6上。
左翻板9和右翻板10的底边铰接在底座6上,底座6上设有推动左翻板9和右翻板10翻转的第二油缸18。
第一压紧部12-1和第二压紧部12-2上设有第一手动压块19。
铰接在第一压紧部12-1上的第二压紧部12-2由第三油缸21驱动作打开和压紧的摆动动作。
下面再说明本发明的使用过程:
启动第一油缸17将右内撑座8推至工作位置,此时可以利用在左内撑座7和右内撑座8之间设置的可拆式固定杆将右内撑座8锁定在工作位置,将侧板组件放置在内撑座上,启动第二油缸18使翻板将侧板夹紧,左、右侧都是同样的操作方式,翻板上还可以设置下压油缸将侧板组件中的平板压紧在内撑座的台阶上,将推压装置14前移至工作位置,推压装置14的移动可由油缸完成,推压装置14从内和外对与前顶板组件4焊接处的侧板进行定位,内撑板14-1从内部顶住侧板,第二手动压块14-2从外部压紧侧板,再将前顶板组件4从前端插入放置到托架12的第一夹紧部12-1上,启动第三油缸21使第二夹紧部12-2压在首下板4-1上,将第二夹紧部12-2与立柱13固定,调节第一手动压块19压紧前顶板组件4在两个侧板组件上,再将尾板5通过尾夹装置15夹紧在内撑座上,启动翻转式压紧油缸11将底板1定位,从而完成所有夹紧动作,对焊缝进行搅拌摩擦焊接,焊接完成后,拆下或退出夹紧装置或夹紧状态,右内撑座8左移,推压装置14后移,将工件取出。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种装甲车车体焊接工装
- 一种减小装甲车车体变形的焊接加工方法