行星传动组件和将行星架连接至带花键零件的方法
文献发布时间:2023-06-19 12:16:29
技术领域
本公开总体上涉及行星传动组件并且更具体地涉及用于将行星架连接至带花键零件的方法。
背景技术
已知的是在轴与行星架之间形成花键连接以及将轴焊接至行星架。
发明内容
一种用于机动车辆传动系的传动组件包括轴和行星架,轴包括限定外周表面的多个轴向延伸的花键,行星架借由轴向延伸的花键以不可旋转的方式固定至轴。行星架和轴借由行星架的径向向内延伸的材料而相对于彼此轴向约束,该径向向内延伸的材料轴向接触轴的径向延伸表面。
在传动组件的实施例中,径向向内延伸的材料由从行星架的内周表面切割出的切屑材料形成。径向向内延伸的材料可以是行星架的铆固部分。行星架和轴可以借由另一径向向内延伸的材料相对于彼此轴向约束,该另一径向向内延伸的材料接触轴的另一径向延伸表面。轴向延伸的花键可以轴向地位于径向向内延伸的材料与另一径向向内延伸的材料之间。径向向内延伸的材料可以由从行星架的内周表面切割出的切屑材料形成,并且径向向内延伸的材料可以是行星架的铆固部分。轴可以包括纵向基部部段和从纵向基部部段径向向外延伸的凸缘部段。凸缘部段可以包括轴向接触行星架的径向向内延伸的材料的径向延伸表面。轴向延伸的花键中的每个轴向延伸的花键可以包括轴向接触行星架的成角度移位部段。行星架可以包括筒形径向内部部段和环形径向外部部段,筒形径向内部部段具有与轴向延伸的花键配合的内周表面,环形径向外部部段从筒形径向内部部段径向向外延伸。径向向内延伸的材料可以径向向内延伸超过筒形径向内部部段的内周表面。径向向内延伸的材料可以轴向突出超过筒形径向内部部段的径向延伸表面。环形径向外部部段可以包括轴向穿过该环形径向外部部段的多个孔,每个孔构造成用于接纳多个行星销中的相应一个行星销的第一轴向端部。传动组件可以进一步包括行星销和多个行星齿轮,每个行星齿轮以可旋转的方式安装在行星销中的相应一个行星销上。
一种形成用于机动车辆传动系的传动组件的方法包括用限定轴的外周表面的轴向延伸的花键来花键切割行星架,以将行星架以不可旋转的方式固定至轴;以及借由将行星架的径向向内延伸的材料推动成与轴的径向延伸表面轴向接触而将行星架和轴相对于彼此轴向约束。
在该方法的实施例中,将行星架的径向向内延伸的材料推动成与轴的径向延伸表面轴向接触可以包括将借由轴向延伸的花键从行星架的内周表面切割出的切屑材料推动成与轴的径向延伸表面轴向接触。用轴向延伸的花键来花键切割行星架可以包括将轴向延伸的花键中的每个轴向延伸的花键的成角度移位部段推动到行星架中以切割出切屑材料。成角度移位部段可以将切屑材料径向向内推动到径向延伸的止动表面中以形成径向向内延伸的材料。将行星架的径向向内延伸的材料推动成与轴的径向延伸表面轴向接触可以包括轴向地铆固行星架。行星架可以包括筒形径向内部部段和环形径向外部部段,筒形径向内部部段具有与轴向延伸的花键配合的内周表面,环形径向外部部段从筒形径向内部部段径向向外延伸。径向向内延伸的材料可以径向向内延伸超过筒形径向内部部段的内周表面。筒形径向内部部段可以包括径向延伸的轴向面向表面,径向延伸的轴向面向表面包括铆固部段和稳定部段,铆固部段经轴向铆固以将轴和行星架相对于彼此轴向约束,稳定部段在轴向铆固期间限制筒形径向内部部段的外周表面的径向变形。该方法可以进一步包括另外地借由将行星架的另一径向向内延伸的材料推动成与轴的另一径向延伸表面轴向接触而将行星架和轴相对于彼此轴向约束。轴向延伸的花键可以轴向地位于径向向内延伸的材料与另一径向向内延伸的材料之间。将行星架的径向向内延伸的材料推动成与轴的径向延伸表面轴向接触可以包括将借由轴向延伸的花键从行星架的内周表面切割出的切屑材料推动成与轴的径向延伸表面轴向接触。将行星架的另一径向向内延伸的材料推动成与轴的另一径向延伸表面轴向接触可以包括轴向铆固行星架。将行星架的径向向内延伸的材料推动成与轴的径向延伸表面轴向接触可以包括轴向地铆固行星架。将行星架的另一径向向内延伸的材料推动成与轴的另一径向延伸表面轴向接触可以包括轴向铆固行星架。
附图说明
下面通过参考以下附图来描述本发明,在附图中:
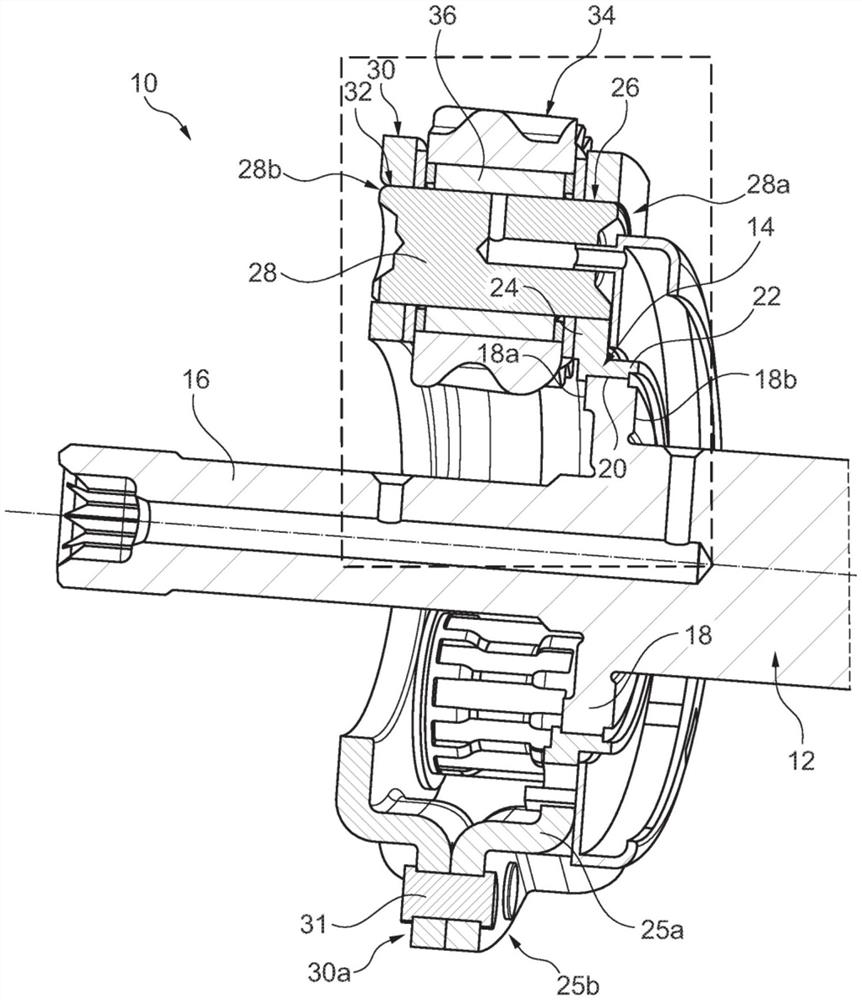
图1a和图1b示出了根据本公开的实施例形成的行星传动组件的径向面向的横截面图;
图1c示出了行星传动组件的轴和行星架的立体图;
图2a至图2e图示了根据本公开的第一实施例的将行星架和轴接合在一起的方法;
图3a示出了行星架的另一实施例并且图3b示出了该行星架如何与轴接合;
图4a至图4c图示了根据本公开的另一实施例的将行星架与轴连接的方法;
图4d和图4e图示了利用图4a至图4c中示出的方法连接的行星架和轴的另一实施例;
图5a、图5b示出了根据本公开的另一实施例的行星架的实施例;
图5c和图5d示出了图5a和图5b中示出的行星架的铆固;以及
图6a和图6b示出了另一行星架的铆固。
具体实施方式
本公开提供了将行星架连接至带花键零件以形成行星传动组件的方法,该带花键零件在一些优选实施例中是带花键轴。
在第一实施例中,当在轴上形成花键期间,可以在轴的凸缘部段的底部使用固定工具,以约束借由对行星架进行花键切割而产生的切割的切屑形成物。该切屑基本上形成多个铆固件以在轴向上将轴的凸缘部段约束在行星架的第一侧上,而行星架的第二侧经铆固以轴向接触轴的凸缘部段。如果实际上轴没有移动,但行星架在移动,那么固定工具需要另一台阶部来约束轴的底部。
在第二实施例中,在加工内径时将台阶部引入到行星架的内径中。该台阶部可用于帮助使切屑形成物变直并支承切屑形成物。
图1a和图1b示出了根据本公开的实施例形成的行星传动组件10的径向面向的横截面图。传动组件10包括轴12,该轴以不可旋转的方式固定至行星架14。图1c示出了轴12和行星架14的立体图。轴12在纵向上居中在中央轴线CA上并且能够绕该中央轴线旋转。除非另有说明,否则本公开中使用的术语轴向、径向和周向及其派生词是参照中央轴线CA来使用的。轴12包括具有大致筒形形状的纵向基部部段16和从基部部段16径向向外突出的凸缘部段18。凸缘部段18是盘状的并且包括多个轴向对准的花键20,该多个轴向对准的花键形成凸缘部段18的带花键的外周表面。花键20从凸缘部段18的第一径向延伸的轴向面向表面18a轴向延伸至凸缘部段18的第二径向延伸的轴向面向表面18b。行星架14经由花键20固定至凸缘部段18。
行星架14包括筒形径向内部部段22和环形径向外部部段24,筒形径向内部部段具有与花键20配合的内周表面,环形径向外部部段从径向内部部段22径向向外延伸。径向外部部段24包括轴向穿过该径向外部部段的多个孔26,每个孔接纳多个行星销28中的相应一个行星销的第一轴向端部28a。另一行星架30包括轴向穿过该另一行星架的多个孔32,每个孔接纳行星销28中的相应一个行星销的第二轴向端部28b。每个行星销28以不可旋转的方式固定至两个行星架14、30。行星传动组件10进一步包括多个行星齿轮34,每个行星齿轮经由径向设置在销28与相应行星齿轮34之间的滚动构件36以可旋转的方式安装在行星销28中的相应一个行星销上。内部部段22远离外部部段24和行星齿轮34轴向延伸。如图1c所示,外部部段24包括平板基部部段25a和多个周向间隔开的连接件部段25b,该多个周向间隔开的连接件部段在轴向方向上远离基部部段25a的轴向面向的径向延伸表面25c轴向突出,该轴向方向与内部部段22从基部部段25a突出的轴向方向相反。连接件部段25b中的每个连接件部段构造成用于连接至另一板30的相应连接件部段30a。更具体地,连接件部段25b中的每个连接件部段接触相应连接件部段30a,并且紧固件31(呈铆钉的形式)穿过连接件部段25b、30a中的孔以将部段25b、30a固定在一起。
图2a至图2e图示了根据本公开的第一实施例将行星架14和轴12接合在一起。图2a图示了借由轴12的花键20接合在一起的行星架14和轴12的径向面向的横截面透视图。行星架14由比轴12软的金属制成,该轴制造成包括花键20,并且将轴12插入到由行星架14的内周表面限定的钻孔中使得花键20将轴向对准的凹槽花键切割到行星架14的内周表面中,由此形成限定在轴向对准的凹槽之间的轴向对准的花键。
图2a示出了行星架14在轴12上的布置,其中,轴12由固定工具37a固定就位。在图2a所示的实施例中,行星架14在轴向方向D1上移动以用于花键切割。在其他实施例中,行星架14可以轴向固定就位,而轴12在与轴向方向D1相反的方向D2上移动,或者轴12可以在轴向方向D2上移动,而行星架14在方向D1上移动。图2b示出了行星架14在轴12上的布置,其中,行星架14由固定工具37b固定就位。在图2b所示的实施例中,轴12在轴向方向D2上移动以用于花键切割。
如图2c所示,在行星架14和/或轴12相对于彼此轴向移动期间,行星架14的内周表面处的切屑材料38借由花键20中的每个花键的轴向前缘40径向向内移位。每个轴向前缘40从相应花键20的外周表面20a以相对于花键20的外周表面20a的锐角α径向向内延伸,以形成表面18a的移位部段42。当将轴向前缘40被推动到行星架14的材料中并且在轴12与行星架14之间存在轴向移动时,切屑材料38借由边缘40沿着移位部段42经径向向内推动,并且沿着表面18a被推动到移位部段42的径向内侧。
如图2d所示,轴12相对于行星架14的进一步轴向移动使得花键20将切屑材料38推动到工具37b的径向延伸的轴向面向表面37c(图2a中的工具37a以与工具37b相同的方式操作以导引切屑材料38)中。将切屑材料38夹在工具37b的表面37c与凸缘部段18的表面18a之间。在将工具37b移除之后,切屑材料38轴向约束凸缘部段18的第一轴向侧。每个花键20可以产生不同的切屑材料38,使得切屑材料38的多个部段形成轴向约束凸缘部段18的第一轴向侧的多个铆固件。
如图2e所示,在将切屑材料38径向向内移位以轴向约束凸缘部段18的第一轴向侧之后,板架14经轴向铆固以约束凸缘部段18的与第一轴向侧相反的第二轴向侧。更具体地,将铆固工具44轴向地推动到行星架14的径向内部部段22的轴向面向的径向延伸表面22a中,使得行星架14的材料46经径向向内推动并轴向推动到凸缘部段18的径向延伸表面18b的台阶部部段48中。经由工具44进行的铆固在表面22a中形成凹部50。在铆固之后,轴12和行星架14在一侧由材料38轴向约束,并且在另一侧由材料46轴向约束,其中花键20轴向地位于材料38与材料46之间。内部部段22的表面22a借由内部部段22的外筒形表面22c从外部部段24的径向延伸表面24a轴向偏移。切屑材料38设置在内部部段的与外部部段24的径向延伸表面24b重合的径向延伸表面22b处。
图3a示出了可以用来代替行星架14的行星架114的实施例。行星架114以与行星架14相同的方式形成,除外的情况是行星架114包括由从部段22的内圆周径向向内突出的止动部段116形成的台阶部115。在一个优选实施例中,止动部段116形成为连续的环。如图3b所示,止动部段116在花键20于凸缘部段18在方向D2上轴向移动期间切割到行星架14中时为切屑材料38提供轴向支撑并且使材料38保持抵靠表面18a。因此,在行星架114包括止动部段116的实施例中,可以省去工具37a或37b。
图4a至图4c图示了根据本公开的另一实施例将行星架14和轴12连接的方法。与上面所述的类似地,行星架14在方向D1上轴向移动并且/或者轴12在方向D2上轴向移动,使得由每个花键20的前缘40引导的凸缘部段18的花键20将轴向对准的凹槽花键切割到行星架14的内周表面中,由此形成限定在轴向对准的凹槽之间的轴向对准的花键。该轴向移动在前缘40完全穿过行星架14之前停止,使得环部段60在前缘40与内部部段22的径向延伸表面22b之间保持在行星架14的内部部段22的内圆周处。在图4d所示的一个实施例中,依靠环部段60借由接触花键20的移位部段42而将轴12和行星架14相对于彼此轴向约束。
在轴12经由花键切割接合至行星架14之后,如图4b所示,并且与上面参照图2e所讨论的类似,将铆固工具44轴向推动到行星架14的径向内部部段22的径向延伸表面22a中,使得行星架14的材料46经径向向内推动并轴向地推动到凸缘部段18的径向延伸表面18b的台阶部部段48中。经由工具44进行的铆固在表面22a中形成凹部50。
在图4e所示的实施例中,如图4c所示,将另一铆固工具45轴向推动到行星架14的径向内部部段22的径向延伸表面22b中,使得行星架14的材料62在移位部段42和移位部段42的径向内侧两者处经径向向内推动并轴向地推动成与凸缘部段18的径向延伸表面18a轴向接触。经由工具45进行的铆固在表面22b上形成凹部64。
因此,在图4d所示的实施例中,行星架14的内部部段22仅在一轴向侧铆固,轴12和行星架14在一侧由环部段60轴向约束,并且在另一侧由铆固材料46轴向约束,其中花键20轴向地位于环部段60与材料46之间。
在行星架14的内部部段22在两个轴向侧铆固的图4e所示的实施例中,轴12和行星架14在一侧由铆固材料62轴向约束,并且在另一侧由铆固材料46轴向约束,其中花键20轴向地位于铆固材料62与铆固材料46之间。
在图4d中的实施例和图4e中的实施例两者中,可以使用后续操作来移除组装之后的大部分切屑材料。后续操作可以包括车削操作、刺穿切屑材料或用于去除切屑材料的一些其他技术。
图5a、图5b示出了可以用来代替行星架14的行星架214的实施例。行星架214以与行星架14相同的方式形成,除外的情况是行星架214包括以与内部部段22不同的方式形成的内部部段222。图5a示出了部段22的一部分的独立视图,并且图5b示出了部段222和凸缘部段18的一部分的视图,其图示了凸缘部段18在花键切割之后将定位的位置。
如图5a所示,部段222具有有利于花键接合和铆固的形状。部段222的内周表面224包括用于与凸缘18的花键20进行干涉的最内筒形表面部段224a、用于第一接触前缘40(图2c、图2d)的径向延伸部段224b、以及用于使凸缘部段18对中在行星架214的中央钻孔内的对中部段224c。径向延伸部段224b从部段224a径向向外延伸至部段224c,并且包括径向内部凸形部分225a和径向外部凹形部分225b。在花键切割期间,前缘40接触凹形部分225b。对中部段224c具有随着对中部段远离部段225b延伸略微径向向外渐缩的大致筒形形状。要注意的是,图5b图示了在花键切割操作之后部段222和凸缘部段18的相对位置,但没有示出在花键切割期间发生的内周表面224的变化。
部段222进一步包括径向延伸的轴向面向表面222b。表面222b包括铆固部段226a和稳定部段226b,铆固部段用于经铆固以将轴12和行星架214相对于彼此轴向约束,稳定部段在铆固期间限制部段222的外周表面228的径向变形。铆固部段226a可以具有凸形形状,并且稳定部段226b可以具有凹形形状。铆固部段226a和稳定部段226b由具有截锥形形状的倾斜部段226c接合,并且稳定部段226b借由径向延伸部段226d与外周表面228接合,该径向延伸部段构造成用于垂直于中央轴线CA延伸(图1c)。铆固部段226a与对中部段224c借由径向延伸部段226e接合,该径向延伸部段构造成用于垂直于中央轴线CA延伸。表面部段224c、226a、226c、226e一起形成轴向突出部227,该轴向突出部可以是环形的、从表面部段226d轴向突出。
将示出了行星架214的部段222铆固至凸缘部段18的图5c和图5d与示出了行星架314的部段322铆固至凸缘部段18的图6a和图6b进行比较,图示了部段222的形状的优点。在图5c和图6a两者中,将铆固工具230用于铆固部段222和322,该铆固工具包括用于接触部段222或部段322的倾斜铆固表面230a以及用于接触凸缘部段18的径向延伸表面18b的平坦抵接表面230b。更具体地,倾斜铆固表面230a接触轴向突出部227的铆固部段226a。
如借由比较图5d和图6b所示的,在铆固之后,部段222的铆固材料240与凸缘部段18径向重叠的程度大于部段322的铆固材料340。此外,部段222的外周表面228的变形小于部段322的外周表面328。径向延伸部段226d基本保持不变,并且铆固材料240轴向突出超过径向延伸部段226d。
图5a至图5d所示的实施例可以使行星架214相对于中央轴线CA(图1b)的轴向面向的径向延伸表面25c(图1c)的偏转量最小化,并且还可以使铆固本身的重叠量最大化,如借由比较图5d和图6b可以观察到的。
在前面的说明书中,已经参考特定示例性实施例及其实例描述了本发明。然而,将显而易见的是,在不脱离所附权利要求中所阐述的本发明的更广泛的精神和范围的情况下,可以对特定示例性实施例及其实例做出各种修改和改变。因此,说明书和附图应当以说明性的方式而非限制性的含义来考虑。
附图标记说明
CA 中央轴线
D1、D2 轴向方向
10 传动组件
12 轴
14 行星架
16 轴基部部段
18 轴凸缘部段
18a、18b 轴向面向的径向延伸表面
20 轴向延伸的花键
20a 外周表面
22 筒形径向内部部段
22a、22b 轴向面向的径向延伸表面
24 环形径向外部部段
24a、24b 轴向面向的径向延伸表面
25a 平板基部部段
25b 周向间隔开的连接件部段
25c 轴向面向的径向延伸表面
26 孔
28 行星销
28a、28b 轴向端部
30 另一行星架
30a 连接件部段
31 紧固件
32 孔
34 行星齿轮
36 滚动构件
37a、37b 固定工具
37c 径向延伸的轴向面向表面
38 切屑材料
40 前缘
42 移位部段
44、45 铆固工具
46 铆固材料
48 台阶部部段
50 凹部
60 环部段
62 铆固材料
64 凹部
114 行星架
115 台阶部
116 止动部段
214 行星架
222 筒形径向内部部段
222b 径向延伸的轴向面向表面
224 内周表面
224a 最内筒形表面部段
224b 径向延伸部段
224c 对中部段
225a 径向内部凸形部分
225b 径向外部凹形部分
226a 铆固部段
226b 稳定部段
226c 倾斜部段
226d 径向延伸部段
226e 径向延伸部段
227 轴向突出部
228 外周表面
230 铆固工具
230a 倾斜铆固表面
230b 平坦抵接表面
240 铆固材料
314 行星架
322 筒形径向内部部段
328 外周表面
340 铆固材料
- 行星传动组件和将行星架连接至带花键零件的方法
- 电机和行星齿轮组件以及将电机连接至行星齿轮单元以形成电机和行星齿轮组件的方法