行李箱盖板无纺布贴合模块共用框架
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及汽车内饰件技术领域,尤其涉及一种行李箱盖板无纺布贴合模块共用框架。
背景技术
行李箱盖板是汽车常用的内饰件之一,随着科技的进步,汽车行李箱出现了多元化的发展趋势,生产出了各种材料构成的行李箱盖板,例如:PP蜂窝板、喷涂发泡板、PP吹塑板。其中喷涂发泡板,由AB料与蜂窝纸板喷涂发泡压制成型,产品A面都会使用黑色面毯包边,但是B面大部分区域一般都不包边,呈灰色,盖板掀开后影响美观,主机厂提议需增加一块黑色无纺布以遮盖,并使整个产品颜色浑然一体。但是由于多个机种都需增加,每个机种都配备一台无纺布贴合设备的话,设备投入成本太高,增加了场地占用面积。
发明内容
基于上述问题,本发明的目的在于提供一种行李箱盖板无纺布贴合模块共用框架,实现各机种的行李箱盖板无纺布在同一个框架上完成贴合,减少设备框架投入及设备场地占用。
为达上述目的,本发明采用以下技术方案:
一种行李箱盖板无纺布贴合模块共用框架,其包括压机框架主体,压机框架主体上设置有支撑下台面和升降上台面,升降上台面上开设有若干个与多型号模芯的上模适配的固定孔,支撑下台面上开设有若干个定位孔,定位孔中设置有定位柱,定位柱与多型号模芯的下模上的定位槽适配。
特别地,根据行李箱盖板的产品外形尺寸不超过1200mm*1200mm,测定模芯下模的底板最大尺寸为1498mm*1400mm,设定三个框架模芯定位标准,分别为900mm*1398mm、900mm*1148mm和900mm*700mm,从而确定三组定位孔的间距,统一模芯上定位槽的间距。
特别地,定位柱的直径为40mm,高度为25mm,材质为45#钢。
特别地,支撑下台面的两侧设置有限定模芯下模最大尺寸的止位柱。
特别地,压机框架主体与模芯之间通过航空插头进行电气连接,且根据航空插头传递的信号自动识别模芯型号,选取电气程序。
综上,本发明的有益效果为,与现有技术相比,所述行李箱盖板无纺布贴合模块共用框架通过在一个设备框架上通过模芯切换方式,实现各类行李箱盖板背面无纺布贴合工序,针对不同尺寸的行李箱盖板,在设备框架上设计多组定位标准,并统一各型号模芯的定位尺寸,从而实现多模芯于一个设备框架上互换共用,减少了设备框架的投入,满足了盖板上增贴无纺布的工况要求,降低了生产成本。
附图说明
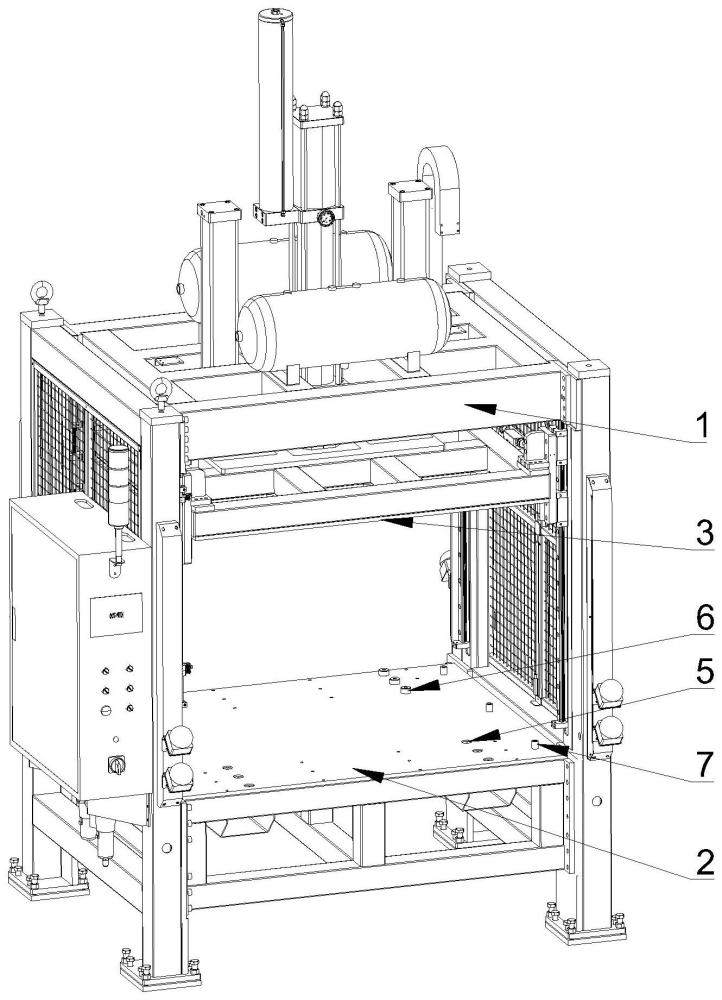
图1是本发明实施例提供的行李箱盖板无纺布贴合模块共用框架的结构示意图;
图2是本发明实施例提供的行李箱盖板无纺布贴合模块共用框架的正视图;
图3是本发明实施例提供的行李箱盖板无纺布贴合模块共用框架中支撑下台面的结构示意图;
图4是本发明实施例提供的行李箱盖板无纺布贴合模块共用框架中升降上台面的结构示意图。
图中:
1-压机框架主体;2-支撑下台面;3-升降上台面;4-固定孔;5-定位孔;6-定位柱;7-止位柱。
具体实施方式
下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的零部件或具有相同或类似功能的零部件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明的描述中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一特征和第二特征直接接触,也可以包括第一特征和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
请参阅图1至图4所示,本优选实施例提供一种行李箱盖板无纺布贴合模块共用框架,包括压机框架主体1,压机框架主体1上设置有支撑下台面2和升降上台面3,升降上台面3上开设有若干个与多型号模芯的上模适配的固定孔4,支撑下台面2上开设有若干个定位孔5,定位孔5中设置有定位柱6,定位柱6与多型号模芯的下模上的定位槽适配。
此处的行李箱盖板背面后贴的无纺布选用的是一张背胶无纺布,背面胶水靠设备上模压模加热保压后激化,使其与行李箱盖板相粘连,胶水激化温度需≥120℃。
根据现有行李箱盖板所有产品的外形尺寸进行了大数据分析,分析结果表明1200mm*1200mm的产品外形尺寸已涵盖了所有现有产品的外形尺寸。按照现有行李箱盖板的外形最小到最大尺寸的区间,测定模芯下模的底板最大尺寸为1498mm*1400mm,故设定大、中、小三个框架模芯定位标准分别为900mm*1398mm、900mm*1148mm和900mm*700mm,模芯下模底板的定位尺寸根据产品的不同大小从上述框架的定位标准中做出相应选择即可。
进一步地,支撑下台面2的两侧设置有限定模芯下模最大尺寸的止位柱7。
其中,定位柱6的设计标准:直径为40mm,高度为25mm,材质为45#钢。
模芯采用加热管加热,根据产品的大小将设计标准优选为3个温区及6个温区。
另外,压机框架主体1与模芯之间通过航空插头进行电气连接,且根据航空插头传递的信号自动识别模芯型号,选取电气程序。
模芯切换流程:1)根据模芯大小选择压机框架主体1上的定位标准;2)将模芯用叉车放置到位,并采用对应定位标准固定;3)框架合模到位;4)连接上航空插头及其它气路气管。
综上,上述行李箱盖板无纺布贴合模块共用框架通过在一个设备框架上通过模芯切换方式,实现各类行李箱盖板背面无纺布贴合工序,针对不同尺寸的行李箱盖板,在设备框架上设计多组定位标准,并统一各型号模芯的定位尺寸,从而实现多模芯于一个设备框架上互换共用,减少了设备框架的投入,满足了盖板上增贴无纺布的工况要求,降低了生产成本。
以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述实施例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种汽车行李箱后背盖板用聚氨酯泡沫板的制备方法
- 一种行李箱盖板背面无纺布贴合工艺
- 行李箱盖板自动加热贴合设备