一种自施加力竹片拉丝方法及装置
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及竹凉席加工技术领域,尤其涉及一种自施加力竹片拉丝方法及装置。
背景技术
在竹凉席加工过程中,经常需要将竹片进行拉丝处理,然后利用竹丝来编织竹凉席。随着技术的发展,原来用手工拉丝的方式已经逐渐被自动化的竹片拉丝装置所代替。但是,目前的竹片拉丝装置多采用的方法为:刀片位置固定,通过强制驱动力拉动竹片经过刀片,使刀片将竹片切割成丝,在此过程中,需要较大的驱动力,能量消耗较大,且在切割成丝过程中,竹片与刀片之间产生的冲击力较大,使竹片本身产生破裂,影响竹丝质量。
发明内容
本发明的目的是为了解决现有技术中通过强制驱动力拉动竹片成丝过程存在的问题,而提出的一种自施加力竹片拉丝方法及装置,减少竹片与刀片之间的冲击力,同时保证竹丝质量。
为了实现上述目的,本发明采用了如下技术方案:
一种自施加力竹片拉丝方法,包括以下步骤:
S1:将竹片进行可复位弯曲,使竹片一端产生回弹力;
S2:将竹片具有回弹力一端搭于旋转的刀片;
S3:刀片将竹片进行切丝;
S4:将竹丝的毛边进行打磨,得到边缘光滑的竹丝。
本自施加力竹片拉丝方法通过竹片自身弹性向刀片施加压力,完成刀片对竹片的切丝,同时可减少刀片对竹片的冲击,防止竹片因冲击产生破裂,保持竹片成丝质量。
本发明还公开一种基于上自施加力竹片拉丝方法的竹片拉丝装置。具体的,竹片拉丝装置包括机架、用于竹片进料且位置固定的驱动进料辊、将竹片进行导入且位置固定的导向辊、对竹片进给方向进行引导且位置可移动的引导辊、对竹片进行切丝且位置可移动的刀片、对竹丝边缘进行打磨且位置可滑动的磨片和出料导向辊,所述竹片依次经过驱动进料辊、导向辊、引导辊、刀片、磨片和出料导向辊。
具体的,驱动进料辊对应的驱动轴设置驱动电机,实现驱动进料辊的主动旋转,竹片从驱动进料辊之间经过,进行竹片进料。在初始位置时,导向辊和引导辊为上下对应的位置关系,引导辊的上表面与下部驱动进料辊的上表面在同一水平面。驱动进料辊表面设置应力传感器,用于感应竹片回弹力。
为实现引导辊和刀片的位置移动,优选的,所述机架设置用于引导辊位置调节的引导辊调节组件,所述引导辊调节组件包括用于高度位置调节的引导辊气缸和用于水平位置调节的引导辊调节丝杆;所述机架还设置用于刀片位置调节的刀片调节组件,所述刀片调节组件包括用于高度位置调节的刀片调节气缸和用于水平位置调节刀片调节丝杆。
为实现磨片的规律滑动,优选的,机架设置驱动磨片的动力组件和滑轨,所述磨片通过滑轨与机架滑动连接,所述动力组件包括主动齿轮泵、被动齿轮泵、中间轮和摇杆,所述摇杆的一端铰接磨片,所述摇杆的一端偏心铰接中间轮,中间轮旋转可驱动摇杆拉动磨片沿着滑轨做往复滑动,对竹片边缘进行打磨。
进一步的,所述被动齿轮泵其中一个齿轮的驱动轴与中间轮的驱动轴通过第二同步带连接,所述主动齿轮泵其中一个齿轮的驱动轴与驱动进料辊的驱动轴通过第一同步带连接,所述主动齿轮泵的出液口与被动齿轮泵的进液口通过管路连通,所述主动齿轮泵的进液口与被动齿轮泵的出液口通过管路连通。通过上述结构,驱动进料辊可带动主动齿轮泵做功,主动齿轮泵通过泵体内部的液体介质联动被动齿轮泵,使被动齿轮泵进行做功,被动齿轮泵做功过程中,被动齿轮泵其中一个齿轮的驱动轴可通过第二同步带带动中间轮旋转,驱动磨片的滑动,实现动力公用。
本装置中还设置控制器,用于控制驱动电机、引导辊调节组件、刀片调节组件工作。
本发明中的自施加力竹片拉丝装置,其竹片拉丝过程包括以下步骤:
A1:驱动进料辊通过驱动电机驱动,竹片从驱动进料辊进入导向辊和引导辊之间,控制器引导辊气缸和引导辊调节丝杆工作,随着竹片的进给引导辊的位置进行移动,使竹片产生弯曲;
A2:调整引导辊的位置,使竹片产生合适的弯曲度,并将引导辊和刀片的位置进行替换,替换完毕后保持竹片与引导辊接触位置和刀片与竹片接触位置相同;
A3:驱动刀片旋转,刀片对竹片进行切丝,得到竹丝;
A4:竹丝经过磨片,竹丝完成打磨。
上述步骤A2中包括竹片合适弯曲度确定过程包括以下步骤:
B1:移动引导辊的位置,通过应力传感器检测引导辊所受引力F,当F力大于竹片切割压力Fm、小于回弹最大受力Fmax时,此时竹片为合理弯曲程度,机架上的位置传感器检测引导辊的位置W;
B2:控制器同时控制引导辊调节组件和刀片调节组件工作,同时移动引导辊和刀片的位置,使引导辊离开位置W,刀片进入位置W,实现竹片于位置W搭于刀片。
步骤B1中的竹片切割压力Fm为刀片转动时,竹片压在其上可完成切割的最小压力;回弹最大受力Fmax为竹片发生弯曲,可恢复到原来形状的最大受力。
在步骤B2引导辊和刀片互换位置的过程中,优选的,控制器控制驱动电机不工作,竹片进给停滞,避免竹片和刀片之间的相对速度过快而划伤竹片。
优选的,为方便引导辊和刀片的位置进行替换,所述引导辊和刀片的外径相同。
本发明的有益效果是:相对使用直接拉动竹片进行拉丝而言,本自施加力竹片拉丝方法和装置通过使竹片产生弯曲,利用其自身弹力向刀片施加压力,完成刀片对竹片的切丝,同时可减少刀片对竹片的冲击,防止竹片因冲击产生破裂,能有效保持竹片成丝质量;且本自施加力竹片拉丝装置在一定程度上减少竹片进给力,减轻整个加工装置动力负担,对于节能而言也具有一定价值。
附图说明
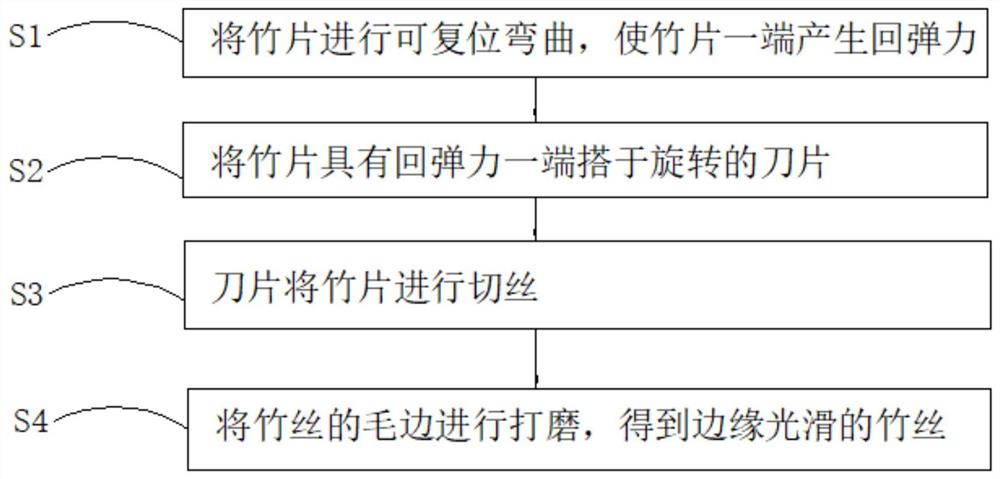
图1为本自施加力竹片拉丝方法步骤图;
图2为本自施加力竹片拉丝装置的结构示意图;
图3为本自施加力竹片拉丝装置刀片排布示意图;
图4为本自施加力竹片拉丝装置引导辊定位示意图;
图5为本自施加力竹片拉丝装置中驱动磨片的动力组件结构示意图;
图6为本自施加力竹片拉丝装置在确定竹片弯曲度方法步骤图。
图中:1、机架;2、驱动进料辊;3、导向辊;4、引导辊;5、刀片;6、辅助导向辊;7、磨片;8、出料导向辊;9、主动齿轮泵;10、第一同步带;11、被动齿轮泵;12、第二同步带;13、中间轮;14、摇杆;15、滑轨;16、刀片调节气缸;17、引导辊气缸;18、引导辊调节丝杆;19、刀片调节丝杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1,一种自施加力竹片拉丝方法,包括以下步骤:
S1:将竹片进行可复位弯曲,使竹片一端产生回弹力;
S2:将竹片具有回弹力一端搭于旋转的刀片;
S3:刀片将竹片进行切丝;
S4:将竹丝的毛边进行打磨,得到边缘光滑的竹丝。
本自施加力竹片拉丝方法通过竹片自身弹性向刀片施加压力,完成刀片对竹片的切丝,同时可减少刀片对竹片的冲击,防止竹片因冲击产生破裂,保持竹片成丝质量。
参考图2和图4,本发明还公开一种基于上自施加力竹片拉丝方法的竹片拉丝装置。具体的,竹片拉丝装置包括机架1、用于竹片进料且位置固定的驱动进料辊2、将竹片进行导入且位置固定的导向辊3、对竹片进给方向进行引导且位置可移动的引导辊4、对竹片进行切丝且位置可移动的刀片5、对竹丝边缘进行打磨且位置可滑动的磨片7和出料导向辊8,所述竹片依次经过驱动进料辊2、导向辊3、刀片5、磨片7和出料导向辊8。
具体的,驱动进料辊2对应的驱动轴设置驱动电机,实现驱动进料辊2的主动旋转,竹片从驱动进料辊2之间经过,进行竹片进料。在初始位置时,导向辊3和引导辊4为上下对应的位置关系,引导辊4的上表面与下部驱动进料辊2的上表面在同一水平面。参考图3,刀片5沿旋转轴平行排列设置,用于竹片切成多个竹丝,旋转轴一端设置用于驱动旋转轴旋转的旋转电机。
进一步的,驱动进料辊2表面设置应力传感器,用于感应竹片回弹力。
为实现引导辊4和刀片5的位置移动,本实施例中,所述机架1设置用于引导辊4位置调节的引导辊调节组件,所述引导辊调节组件包括用于高度位置调节的引导辊气缸17和用于水平位置调节的引导辊调节丝杆18;所述机架1还设置用于刀片5位置调节的刀片调节组件,所述刀片调节组件包括用于高度位置调节的刀片调节气缸16和用于水平位置调节刀片调节丝杆19。
为实现磨片7的规律滑动,本实施例中,机架1设置驱动磨片7的动力组件和滑轨15,所述磨片7通过滑轨15与机架1滑动连接,参考图5,所述动力组件包括主动齿轮泵9、被动齿轮泵11、中间轮13和摇杆14,所述摇杆14的一端铰接磨片7,所述摇杆14的一端偏心铰接中间轮13,中间轮13旋转可驱动摇杆14拉动磨片7沿着滑轨15做往复滑动,对竹片边缘进行打磨。
进一步的,所述被动齿轮泵11其中一个齿轮的驱动轴与中间轮13的驱动轴通过第二同步带12连接,所述主动齿轮泵9其中一个齿轮的驱动轴与驱动进料辊2的驱动轴通过第一同步带10连接,所述主动齿轮泵9的出液口与被动齿轮泵11的进液口通过管路连通,所述主动齿轮泵9的进液口与被动齿轮泵11的出液口通过管路连通。通过上述结构,驱动进料辊2可带动主动齿轮泵9做功,主动齿轮泵9通过泵体内部的液体介质联动被动齿轮泵11,使被动齿轮泵11进行做功,被动齿轮泵11做功过程中,被动齿轮泵11其中一个齿轮的驱动轴可通过第二同步带12带动中间轮13旋转,驱动磨片7的滑动,实现动力公用。
本装置中还设置控制器,用于控制驱动电机、旋转电机、引导辊调节组件、刀片调节组件工作。
本发明中的自施加力竹片拉丝装置,其竹片拉丝过程包括以下步骤:
A1:驱动进料辊2通过驱动电机驱动,竹片从驱动进料辊2进入导向辊3和引导辊4之间,控制器引导辊气缸17和引导辊调节丝杆18工作,参考图4,随着竹片的进给引导辊4的位置进行移动,使竹片产生弯曲;
A2:调整引导辊4的位置,使竹片产生合适的弯曲度,并将引导辊4和刀片5的位置进行替换,替换完毕后保持竹片与引导辊4接触位置和刀片5与竹片接触位置相同;
A3:旋转电机驱动刀片5旋转,刀片5对竹片进行切丝,得到竹丝;
A4:竹丝经过磨片7,竹丝完成打磨。
参考图6,上述步骤A2中包括竹片合适弯曲度确定过程包括以下步骤:
B1:移动引导辊4的位置,通过应力传感器检测引导辊4所受引力F,当F力大于竹片切割压力Fm、小于回弹最大受力Fmax时,此时竹片为合理弯曲程度,机架1上的位置传感器检测引导辊4的位置W1;
B2:控制器同时控制引导辊调节组件和刀片调节组件工作,同时移动引导辊4和刀片5的位置,使引导辊4离开位置W1,刀片5进入位置W1,实现竹片于位置W1搭于刀片5。
步骤B1中的竹片切割压力Fm为刀片转动时,竹片压在其上可完成切割的最小压力;回弹最大受力Fmax为竹片发生弯曲,可恢复到原来形状的最大受力。
在步骤B2引导辊4和刀片5互换位置的过程中,优选的,控制器控制驱动电机不工作,竹片进给停滞,避免竹片和刀片5之间的相对速度过快而划伤竹片。
本实施例中,为方便引导辊4和刀片5的位置进行替换,所述引导辊4和刀片5的外径相同。
本实施例中的自施加力竹片拉丝装置通过使竹片产生弯曲,利用竹片其自身弹力向刀片5施加压力,完成刀片5对竹片的切丝,同时可减少刀片5对竹片的冲击,防止竹片5因冲击产生破裂,能有效保持竹片成丝质量;且其利用竹片自身弹力在一定程度上减少竹片进给力,减轻整个加工装置动力负担,对于节能而言也具有一定价值。
本实施例中,竹片拉丝装置还设置辅助导向辊6和出料导向辊8,辅助导向辊6用于辅助将竹丝导入出料导向辊8之间,料导向辊8用竹丝出料。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种自施加力竹片拉丝方法及装置
- 一种竹片拉丝装置及方法