一种板材加工用压型机
文献发布时间:2023-06-19 11:37:30
技术领域
本申请涉及板材加工的技术领域,尤其是涉及一种板材加工用压型机。
背景技术
压型机是一种用于钢板的加工机器,它主要是用于将钢板压型至特定的形状。
通过检索,中国专利公告号CN205763030U公开了一种具有检测功能的钢板压型机,包括工作台板,所述工作台板的上表面中部开设有承压凹槽,所述压块的形状与承压凹槽的形状相适配,所述工作台板的表面放置有待压钢结构板,所述承压凹槽的内侧开设有竖向的插接槽,所述插接槽的内部竖向装设有支撑杆,所述支撑杆的底端与插接槽的下表面之间加设有复位弹簧,所述支撑杆的中部和同侧的插接槽侧壁下部均装设有电触点,所述工作台板的前表面还嵌设有显示灯。该具有检测功能的钢板压型机通过加设带有弹性伸缩能力的支撑杆,与电触电和显示灯结构结合,使得装置具有了下压位置检测的能力,在压接力度不够时能够通过显示灯直观的进行警示。
针对上述中的相关技术,发明人认为存在以下缺陷:钢板在加工完成后,需要工人先手动将工作台板上的钢板下料,再手动将新的钢板上料至工作台板上,并使得弹性卡接装置将钢板卡接限位,上述操作较为麻烦,影响了钢板的加工效率,因此需要改进。
发明内容
为了提高钢板的加工效率,本申请提供一种板材加工用压型机。
本申请提供的一种板材加工用压型机,采用如下的技术方案:一种板材加工用压型机,包括上料装置、输送装置和压料装置;
上料装置包括支架,支架上设有供钢板堆叠放置的备料台、用于带动备料台升降的第一升降机构和抵触于备料台最上侧钢板的第一传送带,第一传送带位于备料台的上方;
输送装置包括安装架,安装架上设有两组位于第一传送带一端处的第二传送带和两块用于将钢板压在对应第二传送带上的限位板,两组第二传送带呈间隔设置;
压料装置包括设于两组第二传送带之间的工作台和位于工作台上方的固定架,工作台的上表面设有压槽,固定架上设有液压缸,液压缸的活塞杆沿竖直方向延伸并设有用于将钢板压入到压槽内的压板。
通过采用上述技术方案,在钢板的加工过程中,钢板将堆叠放置在备料台上,第一升降机构带动备料台上升,第一传送带将把备料台最上侧的钢板输送至两组第二传送带上,两组第二传送带将对钢板进行输送。
当钢板运动至压板的正下方时,第一传送带和第二传送带将停止运动,液压缸将带动压板先下降后上升,压板将把钢板压入到压槽内,使得钢板被压至特定的形状;两块限位板分别抵触于钢板的两边,使得钢板的边部不易翘起。当钢板压型完成后,第一传送带和第二传送带将启动,第一传送带将继续把备料台上的钢板上料至两组第二传送带上,两组第二传送带将把压型完成的钢板输送下料。
综上所述,本申请实现了钢板的自动上料、自动输送、自动压型和自动下料,从而提高了钢板的加工效率。
可选的,两组所述第二传送带均包括两个转动连接于安装架的第一转动辊和套设在两个第一转动辊上的第一皮带,每两个沿第一转动辊轴向依次排布的第一转动辊均相互连接;其中一组第二传送带还包括设于安装架上的电机,电机的输出轴连接于其中一个第一转动辊。
通过采用上述技术方案,电机通过第一转动辊带动两条第一皮带运动,使得两条第一皮带共同对钢板进行输送,保证了钢板在运动过程中的稳定性。
可选的,还包括控制装置,控制装置包括控制面板、设于安装架上的第一红外发射器和设于固定架上的第一红外接收器,第一红外发射器和第一红外接收器均耦接于控制面板;
当钢板运动至待压型位置时,钢板将处于第一红外发射器和第一红外接收器之间;当第一红外接收器无法接收到第一红外发射器发射的红外线时,第一红外接收器将向控制面板发送加工信号,控制面板将控制电机关闭,并控制液压缸的活塞杆进行一次伸缩运动。
通过采用上述技术方案,在第一传送带将钢板输送至两组第二传送带上时,第一红外发射器所发射的红外线将被第一红外接收器接收;当两组第二传送带将钢板输送至压板的正下方时,钢板将处于第一红外发射器和第一红外接收器之间;此时第一红外接收器无法接收到第一红外发射器发射的红外线,第一红外接收器将向控制面板发送加工信号,控制面板将控制电机关闭,使得第二传送带停止对钢板的输送;且控制面板将控制液压缸的活塞杆进行一次伸缩运动,使得压板将钢板压至特定的形状。
可选的,所述压槽的底部槽壁上开设有滑槽,滑槽内设有呈竖直设置的滑柱和促使滑柱的上端突出于滑槽的弹簧,滑柱滑动嵌设在滑槽内,弹簧的两端分别连接于滑柱和滑槽槽壁;工作台的侧壁上开设有连通于滑槽的连接槽;
控制装置还包括设于滑柱上的第二红外发射器和设于工作台连接槽处的第二红外接收器,第二红外发射器和第二红外接收器均耦接于控制面板;
当滑柱的上端与压槽的底部内壁齐平时,第二红外发射器所发射的红外线将穿设于连接槽并被第二红外接收器接收,第二红外接收器将向控制面板发送启动信号,控制面板将控制电机开启。
通过采用上述技术方案,当压板将钢板压入到压槽内后,若压板将钢板压型到位,则压板将促使滑柱沉入到滑槽内,第二红外发射器所发射的红外线将穿设于连接槽并被第二红外接收器接收,第二红外接收器将向控制面板发送启动信号,控制面板将控制电机开启,使得第二传送带将压型完成的钢板输送下料。若压板未将钢板压型到位,则钢板将不能促使第二红外发射器对应于连接槽,此时第二传送带将无法启动,从而便于工人分辨钢板是否压型到位。
可选的,所述第一升降机构包括沿竖直方向延伸的穿设杆和丝杆,穿设杆设于支架上并滑动穿设于备料台,丝杆转动连接于支架并螺纹配合于备料台。
通过采用上述技术方案,当旋转丝杆时,丝杆将带动备料台竖直上升,使得第一传送带始终能够将备料台最上侧的钢板竖直至两组第二传送带上,实现了钢板的自动上料。
可选的,所述第一升降机构还包括转动连接于支架并与第一转动辊呈同轴向设置的转轴,转轴和其中一个第一转动辊上套设有同一第二皮带;转轴和丝杆上均套设有锥齿轮,两个锥齿轮相互啮合;第一传送带上设有若干用于抵紧备料台最上侧钢板的弹性板。
通过采用上述技术方案,在电机带动第一转动辊旋转的过程中,第一转动辊将通过第一皮带对钢板进行输送,且第一转动辊还将通过第二皮带带动转轴旋转,转轴将通过两个锥齿轮带动丝杆旋转,丝杆将带动备料台上升。在第一传送带通过弹性板带动备料台最上侧的钢板运动的过程中,因备料台是持续上升的,故弹性板将被备料台最上侧的钢板挤压形变;弹性板的设置,保证了钢板的正常上料,且使得第一传送带不易与备料台上的钢板发生刚性碰撞。
可选的,所述第一传送带包括两个转动连接于支架的第二转动辊和套设在两个第二转动辊上的第三皮带,其中一个第一转动辊和其中一个第二转动辊上均套设有转动齿轮,两个转动齿轮相互啮合。
通过采用上述技术方案,在电机带动第一转动辊旋转的过程中,第一转动辊将通过第一皮带对钢板进行输送,且第一转动辊还将通过两个转动齿轮带动第二转动辊反向旋转,第二转动辊将通过第三皮带对备料台最上侧的钢板进行输送。通过控制电机,即可实现钢板的上料和输送,操作方便。
可选的,还包括下料装置,下料装置包括设于两组第二传送带输出端处的收料台和用于带动收料台升降的第二升降机构。
通过采用上述技术方案,两组第二传送带将把压型完成的钢板输送至收料台上,第二升降机构能够带动收料台下降,使得压型完成的钢板能够沿竖直方向堆叠放置在收料台上,实现了钢板的自动收集。
综上所述,本申请包括以下有益技术效果:
1.上料装置、输送装置和压料装置的设置,实现了钢板的自动上料、自动输送、自动压型和自动下料,从而提高了钢板的加工效率;
2.控制装置的设置,当钢板运动至压板的正下方时,压板将自动对钢板进行压型,且工人可通过第二传送带上的启闭来判断钢板是否压型到位;
3.第一升降机构和第二传送带的设置,通过控制电机,即可实现钢板的自动上料和自动输送,操作方便。
附图说明
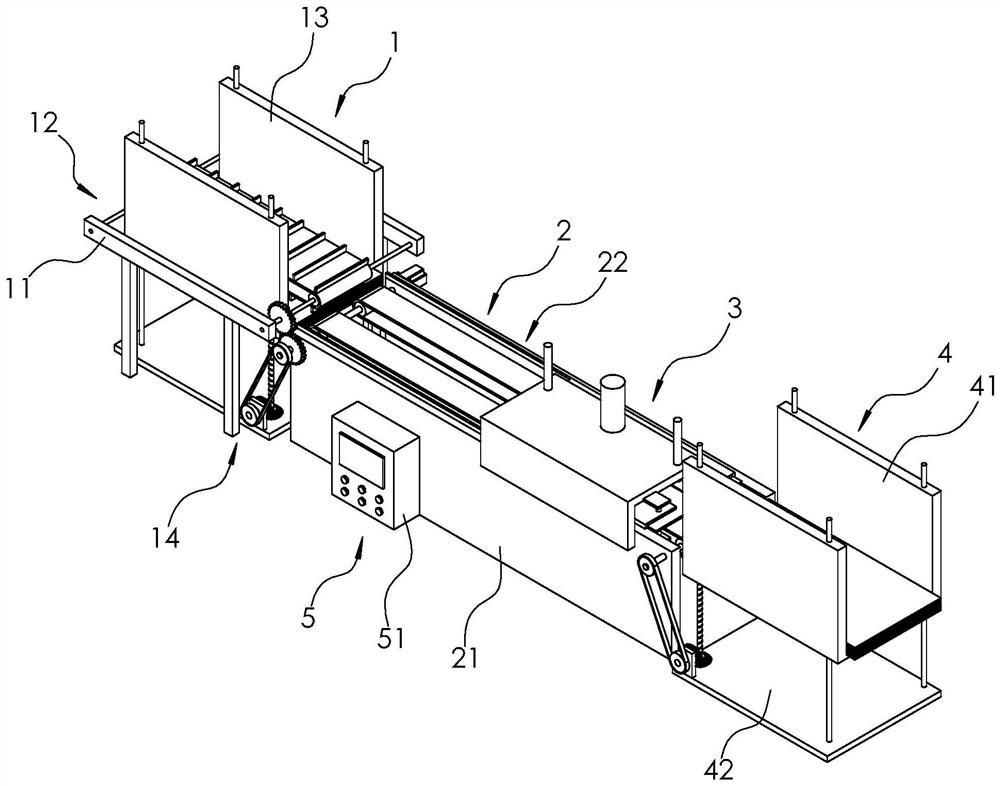
图1是本申请实施例中整体结构示意图;
图2是本申请实施例中表示上料装置和输送装置的结构示意图;
图3是本申请实施例中表示输送装置和压料装置的结构示意图;
图4是本申请实施例中表示第二传送带输出端处的结构示意图;
图5是本申请实施例中表示工作台的结构示意图;
图6是本申请实施例中表示工作台的剖视的结构示意图。
附图标记:1、上料装置;11、支架;12、第一传送带;121、第二转动辊;122、第三皮带;123、转动齿轮;124、弹性板;13、备料台;14、第一升降机构;141、穿设杆;142、丝杆;143、转轴;144、第二皮带;145、锥齿轮;2、输送装置;21、安装架;211、夹板;212、限位板;22、第二传送带;221、第一转动辊;222、第一皮带;223、电机;3、压料装置;31、固定架;32、工作台;321、压槽;322、滑槽;323、容纳槽;324、连接槽;325、滑柱;326、弹簧;33、液压缸;34、压板;4、下料装置;41、收料台;42、第二升降机构;5、控制装置;51、控制面板;52、第一红外发射器;53、第一红外接收器;54、第二红外发射器;55、第二红外接收器。
具体实施方式
以下结合附图1-6对本申请作进一步详细说明。
本申请实施例公开一种板材加工用压型机。如图1所示,一种板材加工用压型机,包括上料装置1、输送装置2、压料装置3和下料装置4,上料装置1将钢板上料至输送装置2上,输送装置2将对钢板输送至压料装置3处,压料装置3将对钢板进行压型;然后输送装置2将把压型完成的钢板输送至下料装置4上,下料装置4将对钢板进行收集。
如图2所示,输送装置2包括安装架21,安装架21上设有两组呈间隔设置的第二传送带22;两组第二传送带22均包括两个转动连接于安装架21的第一转动辊221,两个第一转动辊221上套设有同一第一皮带222;每两个沿第一转动辊221轴向依次排布的第一转动辊221均一体成型。其中一组第二传送带22还包括固定在安装架21上的电机223,电机223的输出轴沿第一转动辊221的轴向延伸并固定连接于其中一个第一转动辊221。当电机223带动第一转动辊221旋转时,第一转动辊221将带动两条第一皮带222运动,两条第一皮带222将共同对钢板进行输送。
上料装置1包括支架11,支架11上设有从上至下依次设置的第一传送带12、备料台13和第一升降机构14,钢板沿竖直方向堆叠放置在备料台13上;备料台13呈“U”形设置,使得钢板保持稳定。
第一升降机构14包括三根固定在支架11上的穿设杆141、转动连接于支架11的丝杆142和转轴143,穿设杆141沿竖直方向延伸并滑动穿设于备料台13;丝杆142沿竖直方向并螺纹配合于备料台13;转轴143沿第一转动辊221的轴向延伸,且转轴143和其中一个第一转动辊221上套设有同一第二皮带144;转轴143和丝杆142上均套设有锥齿轮145,两个锥齿轮145相互啮合。
在电机223带动第一转动辊221旋转时,第一转动辊221将通过第一皮带222将钢板进行输送,且第一转动辊221还将通过第二皮带144带动转轴143旋转,转轴143将通过两个锥齿轮145带动丝杆142旋转,丝杆142将带动备料台13竖直上升。
第一传送带12包括两个转动连接于支架11的第二转动辊121,两个第二转动辊121的排布方向与两个第一转动辊221的排布方向相同,且第二转动辊121和第一转动辊221的轴向相同;两个第二转动辊121上套设有同一第三皮带122;其中一个第一转动辊221和其中一个第二转动辊121上均套设有转动齿轮123,两个转动齿轮123相互啮合;第三皮带122上固定有若干由橡胶制成的弹性板124。
在备料台13上升的过程中,第一转动辊221将通过两个转动齿轮123带动第二转动辊121旋转,第二转动辊121将带动第三皮带122和弹性板124做环形运动,弹性板124将抵紧于备料台13最上侧的钢板,使得备料台13最上侧的钢板被输送至两组第二传送带22上。因弹性板124具有弹性,故持续上升的备料台13将使得弹性板124的形变量越来越大;弹性板124的设置,保证了第一传送带12对钢板的正常上料,且使得备料台13上的钢板不易与第一传送带12发生碰撞。
如图2和图3所示,安装架21上固定有两块沿第一转动辊221的轴向依次排布的夹板211,两块夹板211共同夹持于两组传送带上的钢板,使得钢板在运动过程中不易发生晃动;两块夹板211相对的一侧均一体成型有限位板212,限位板212用于将钢板压在对应的第二传送带22上,使得钢板在运动过程中不易跳动。
如图3和图4所示,压料装置3包括从上至下依次设置的固定架31和工作台32,固定架31固定在安装架21上,固定架31上固定有液压缸33,液压缸33的活塞杆沿竖直方向延伸并固定连接有压板34;工作台32位于两组第二传送带22之间,工作台32的上表面设有位于压板34正下方的压槽321。
工作台32处设有控制装置5,控制装置5包括控制面板51、耦接于控制面板51的第一红外发射器52和第一红外接收器53,第一红外发射器52固定在安装架21上,第一红外接收器53固定在固定架31上。当第二传送带22未将钢板输送至压板34的正下方时,第一红外发射器52所发射的红外线将被第一红外接收器53接收。
当两组第二传送带22将钢板输送至压板34的正下方时,两块限位板212将分别抵触钢板上侧的两边,钢板将处于第一红外发射器52和第一红外接收器53之间,第一红外发射器52发射的红外线将被钢板阻挡;此时第一红外接收器53将无法接收到红外线,第一红外接收器53将向控制面板51发送加工信号;控制面板51将控制电机223关闭,第一传送带12、第二传送带22、备料台13和钢板均将停止运动;且控制面板51将控制液压缸33的活塞杆进行一次伸缩运动,液压缸33将带动压板34先下降后上升,压板34将把钢板压入到压槽321内,使得钢板被压至特定的形状。
如图5和图6所示,压槽321的底部槽壁上开设有沿竖直方向延伸的滑槽322,滑槽322内滑动嵌设有呈竖直设置的滑柱325,滑柱325的侧壁固定有第二红外发射器54,滑槽322的槽壁上开设有供第二红外发射器54滑动嵌设的容纳槽323;滑槽322内还设有弹簧326,弹簧326的两端分别固定连接于滑柱325和滑槽322槽壁;工作台32的侧壁上开设有连通于滑槽322和容纳槽323的连接槽324,工作台32的侧壁上固定有位于连接槽324处的第二红外接收器55,第二红外发射器54和第二红外接收器55均耦接于控制面板51。在压板34压型钢板之前,弹簧326将处于自然状态,弹簧326将促使滑柱325的上端突出于滑槽322,第二红外发射器54将处于容纳槽323内并位于连接槽324的上方。
当液压缸33带动压板34下降,使得压板34将钢板压入到压槽321内后,若压板34将钢板压型到位,则钢板的下表面将与压槽321的底部内壁齐平,此时滑柱325将沉入到滑槽322内,第二红外发射器54将对应于连接槽324,第二红外发射器54所发射的红外线将穿设于连接槽324并被第二红外接收器55接收,第二红外接收器55将向控制面板51发送启动信号,控制面板51将控制电机223开启,备料台13将自动上升,第一传送带12将把备料台13最上侧的钢板输送至两组第二传送带22上,两组第二传送带22将把压型完成的钢板输送下料。
若压板34未将钢板压型到位,则钢板的下表面将不能与压槽321的底部槽壁齐平,此时钢板将不能完全把滑柱325压入到滑槽322内,第二红外发射器54将无法对应于连接槽324,第二红外接收器55将无法接收到第二红外发射器54发射的红外线,第二红外接收器55将不向控制面板51发送信号,第二传送带22将无法启动。工人根据备料台13、第一传送带12和第二传送带22是否自动启动,即可分辨出钢板是否压型到位。
如图1所示,下料装置4包括从上至下依次设置的收料台41和第二升降机构42,收料台41设于两组第二传送带22输出端处,第二升降机构42的结构与第一升降机构14的结构相同,第二升降机构42与收料台41的连接关系和第一升降机构14与备料台13的连接关系相同,第二升降机构42与第二传送带22的连接关系和第一升降机构14与第一传送带12的连接关系相同。
当两组第二传送带22将压型完成的钢板输送至收料台41上后,第一转动辊221将通过第二皮带144、转轴143、锥齿轮145和丝杆142促使收料台41自动下降,以便压型完成的钢板沿竖直方向堆叠放置在收料台41上。
本申请实施例一种板材加工用压型机的实施原理为:在钢板的加工过程中,电机223将带动第一转动辊221旋转,第一转动辊221将通过第二皮带144带动转轴143旋转,转轴143将通过两个锥齿轮145带动丝杆142旋转,丝杆142将带动备料台13竖直上升。第一转动辊221还将通过两个转动齿轮123带动第二转动辊121旋转,第二转动辊121将通过第三皮带122和弹性板124使得备料台13最上侧的钢板被输送至两组第二传送带22上。
第一转动辊221又将通过第一皮带222将钢板输送至压板34的正下方,此时两块限位板212将分别抵触钢板上侧的两边,第一红外发射器52发射的红外线将被钢板阻挡,第一红外接收器53将向控制面板51发送加工信号;控制面板51将控制电机223关闭,第一传送带12、第二传送带22、备料台13和钢板均将停止运动;且控制面板51将控制液压缸33的活塞杆进行一次伸缩运动,压板34将把钢板压入到压槽321内,使得钢板被压至特定的形状。
当压板34将钢板压入到压槽321内时,若压板34将钢板压型到位,则滑柱325将沉入到滑槽322内,第二红外发射器54所发射的红外线将穿设于连接槽324并被第二红外接收器55接收,第二红外接收器55将向控制面板51发送启动信号,控制面板51将控制电机223开启,备料台13将自动上升,第一传送带12将把备料台13最上侧的钢板输送至两组第二传送带22上,两组第二传送带22将把压型完成的钢板输送下料至收料台41上。
若压板34未将钢板压型到位,则钢板将不能完全把滑柱325压入到滑槽322内,第二红外发射器54将无法对应于连接槽324,第二红外接收器55将无法接收到第二红外发射器54发射的红外线,第二红外接收器55将不向控制面板51发送信号,第二传送带22将无法启动。
综上所述,本申请实现了钢板的自动上料、自动输送、自动压型和自动下料,从而提高了钢板的加工效率;且本申请能够自动对钢板是否压型到位进行判断,功能性强。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种板材加工用压型机
- 一种耐磨耐腐蚀合金钢板材加工用板材压花机