百洁布滚切成型制造设备及其制造方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及一种百洁布滚切成型制造设备及其制造方法,属于一种自动化生产设备。
背景技术
目前市场上现有的百洁布研磨片成型机器,一般都是龙门冲压式,其成型时需成型模具,动作单一,产品与废料靠人工分离,百洁布研磨片的包装也是靠人工堆叠套袋包装,整体成本高,效率低。
发明内容
本发明提供一种百洁布滚切成型制造设备及其制造方法,实现百洁布的滚切成型制造及包装,提高了产品的生产效率。
为实现上述目的,本发明采用的技术方案是:
百洁布滚切成型制造设备,包括上料架部分、夹料转换衔接部分、滚切部分、贴胶带部分、除尘部分、物料分离部分、物料翻转堆叠部分和包装部分,上述部分通过输送机衔接输送滚切后的物料及废料;
上料架部分设有多个原料辊子,原料辊子设置在原料架上,成卷原料放在原料辊子上;
夹料转换衔接部分设有多个成对的夹料胶辊,成对的夹料胶辊设有驱动机构带动成对的夹料胶辊的转动,成对的夹料胶辊与后端的滚切部分衔接,上述原料辊子上的成卷原料头部拆开后放入成对的夹料胶辊内;
滚切部分包括前送料架、表面带有滚切模具的滚刀、刀枕和后送料架,原料从夹料转换衔接部分进入前送料架,滚刀和刀枕平行布置,原料经滚刀和刀枕之间滚切出要求形状,滚切部分下部连接除尘部分,成品输送机处于滚切部分的后送料架后部;
成品输送机的后部设有所述的物料翻转堆叠部分,物料翻转堆叠部分包括翻转凸轮、接料传送带和推料机构,成品输送机后部设置翻转凸轮,翻转凸轮边缘设有缺口状物料槽,翻转凸轮后部为接料传送带,接料传送带上设有移动挡板,移动挡板随接料传送带同步移动,移动挡板设置在直线驱动机构上,接料传送带的一侧面设有所述推料机构,接料传送带的另一侧设有包装部分。
作为优选,所述夹料转换衔接部分包括多组成对的夹料胶辊、夹料支撑架、夹料线轨、升降气缸和上料架,线轨固定在上料架侧面,夹料支撑架通过夹料滑块设置在夹料线轨上,并可在夹料线轨上滑动,升降气缸一端连接支撑架,另一端连接支撑座,支撑座固定在上料架侧面,多组成对的夹料胶辊设置在支撑架上,且呈上下布置。
进一步的优选,所述夹料胶辊的转轴两端通过轴承设置在夹料滑块上,夹料滑块在夹料侧板内滑动,夹料侧板位于拉料底板两侧,拉料底板固定于夹料支撑架上,夹料胶辊的转轴一侧还设有夹料齿轮机构与夹料电机相连,送料电机设置在夹料支撑架上,夹料支撑杆两端位于夹料滑块上一端连接手柄杆,压块固定在两夹料侧板上,模具弹簧位于夹料滑块上且上端与压块接触连接。
作为优选,所述滚刀和刀枕的两端设置在滚刀架上,滚刀架包括滚切底板、滚切侧板,滚切侧板位于滚切底板两侧,滚切侧板上设置滚刀轴承,滚刀和刀枕两端通过滚刀轴承支撑在两滚切侧板上;刀枕、滚刀的转轴一端分别设齿轮并互相啮合,滚切从动链轮固定在刀枕的转轴一端,滚切底板设置在滚切工作台上,滚切工作台下部通过支撑板连接滚切电机,滚切电机的输出轴上设滚切主动链轮并与滚切从动链轮通过链条相连。
进一步的优选,所述滚切滑块位于滚切侧板上,可在滚切侧板上滑动,滚切滑块上设置滚切轴承,滚刀两端通过滚切轴承支撑在滚切滑块上;两滚切侧板上面设置滚切上板,滚切丝杆连接在滚切上板,滚切丝杆下端设置有轴承、碟簧组件,滚切丝杆下端连接滚切滑块。
进一步的优选,所述前送料架处于滚刀的来料方向,后送料架处于滚刀的后方,前送料架内设有一对送料胶辊,送料胶辊的转轴两端设置在轴承结构上,轴承结构设置在滚切工作台上,送料胶辊的转轴的一端还设有送料从动链轮,滚切工作台的下方设有送料主动链轮,送料主动链轮通过同步传动机构与送料减速电机相连,所述同步传动机构包括锥齿轮结构、同步带机构,送料主动链轮设置在锥齿轮结构中横向布置的锥齿轮a的转轴上,锥齿轮结构中横向布置的锥齿轮b的转轴设置同步带机构的上部同步带轮,送料减速电机的输出轴上设置下部同步带轮,上部同步带轮和下部同步带轮之间由同步带相连。
作为优选,接料传送带的前端辊筒处于成品输送机的后端辊筒之下,所述翻转凸轮包括两平行的凸轮板,凸轮板通过连接杆相连,连接杆处于成品输送机的后端辊筒和接料传送带的前端辊筒之间,连接杆上的两凸轮分别处于接料传送带和成品输送机的两侧,两凸轮同样位置边缘设有物料槽,连接杆端部通过齿轮结构连接于翻转伺服电机上;直线驱动机构为丝杠驱动机构,移动挡板设置在丝杠驱动机构的移动螺母上,移动挡板的下部设置在挡板线性滑轨上,丝杠一端通过联轴器与丝杠伺服电机相连,接料传送带的一端滚筒转轴通过齿轮与步进电机相连,步进电机带动接料传送带的转动,接料传送带的两侧分别设置接料左侧板和接料右侧板,接料左侧板和接料右侧板分别固定在接料底板的两侧,接料底板固定在接料工作台上,接料传送带的两端辊筒转轴通过轴承设置在接料左侧板和接料右侧板上。
作为优选,推料机构包括推料板、推料气缸,推料板设置在推料气缸的前端,推料气缸的两侧还设有导向轴,导向轴后端连接在线性轴承上,推料气缸和线性轴承设置在推料支撑座上,推料支撑座固定在接料工作台上。
作为优选,夹料转换衔接部分后方的输送机上还设有贴胶带部分,成品输送机上设有废料检测机构,废料检测机构包括处于成品输送机上部的检测摄像头和剔料气缸,剔料气缸处于检测摄像头的后方,检测摄像头的下方设有两物料导向结构。
作为优选,物料分离部分包括分离辊和转向辊,分离辊处于成品输送机的上部并靠近后送料架后部,分离辊后部上方设有转向辊,转向辊后为多组废料输送辊,废料输送辊将分离后的废料输送至废料处理装置中。
利用百洁布滚切成型制造设备制造白洁布的方法,包括如下步骤:
1)成卷原料的原料端头放入夹料转换衔接部分的不同夹料胶辊内,选取其中一个成卷原料的头部经贴胶带部分送入滚切部分;
2)当第一成卷原料切完,驱动机构动作,第二卷成卷原料移动到指定位置开始送料,成卷原料的端部通过贴胶带部分时,第一卷料料尾到达贴胶带工作台指定位置时停止,第二卷料料端头送到贴胶带指定位置与前一卷料的料尾相衔接,胶带机开始动作贴胶带,实现两个料卷之间的衔接;
3)原料进入滚切部分,原料进入滚刀和刀枕结构,滚切出百洁布圆片成品,滚刀部分滚下来的细小的料渣通过滚刀结构下集尘部分吸走,滚切后的成品经分离辊进入成品输送机,边缘的废料向上,通过转向辊和多组废料输送辊进入粉碎机粉碎;
4)百洁布研磨片通过滚轮带动进入成品输送机,并通过分离装置分成两路,分别进入废料检测机构,百洁布圆片通过废料检测机构的检测摄像头下方时,将不合格的产品通过剔料气缸剔除,合格的成品进入物料翻转堆叠部分;
5)物料翻转堆叠部分中,百洁布研磨片经过成品输送机末端进入翻转凸轮中的物料槽,将百洁布研磨片翻转成90º堆叠,每堆叠一片移动挡板后退10mm,当堆叠到50片,推料气缸动作将堆叠好的物料推送到包装部分上;
6)包装部分将堆叠好的研磨片先通过封切机套膜,然后经过热缩机热缩包装成品。
本专利申请是将百洁布通过设计的专用的滚刀结构成型,通过物料分离结构,废料进入特制的粉碎机粉碎,物料分离后产品通过传送带进入检测机构,通过传送带进入堆叠结构,堆叠后经过套膜包装,然后通过热缩机热缩包装的流水线自动化设备。本产品提高了百洁布的制造效率,提高了产品质量。本装置结构简单、容易安装、操作方便、加工效率高、制造成的产品成本低。
附图说明
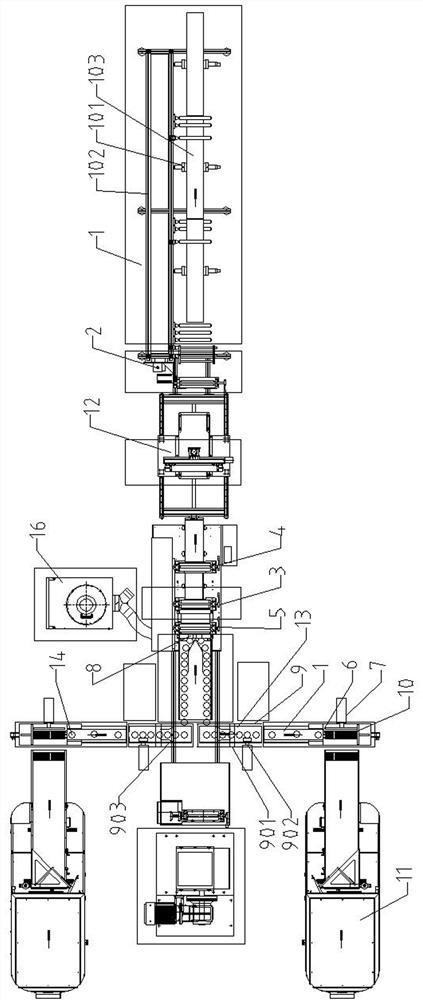
图1是本发明的俯视布局图,
图2是本发明的夹料转换衔接部分剖切图,
图3是本发明的夹料转换衔接部分侧面图,
图4是本发明的夹料转换衔接部分俯视图,
图5是本发明的滚切部分侧面图,
图6是本发明的图5的A-A位置截面图,
图7是本发明的滚切部分俯视图,
图8是本发明的滚刀和刀枕位置剖切图,
图9是本发明的滚刀和刀枕位置侧面图,
图10是本发明的滚刀和刀枕动力连接图,
图11是本发明的物料翻转堆叠部分侧面图,
图12是本发明的物料翻转堆叠部分俯视图,
图13是本发明的图11的D-D截面图,
图14是本发明的图12的A-A截面图,
图15是本发明的图12的B-B截面图,
图16是本发明的物料分离部分侧面结构图。
图17是本发明的物料分离部分俯视结构图。
附图标记:
1、上料架部分,2、夹料转换衔接部分,3、滚切部分,4、前送料架,5、后送料架,6、物料翻转堆叠部分,7、推料机构,8物料分离部分, 9、废料检测机构,10、接料传送带,11、包装部分,12贴胶带部分,13、成品输送机,14成品,15废料带,16除尘部分,101、原料辊子,102、原料架,103、成卷原料,201、夹料胶辊,202夹料支撑架,203、夹料线轨,204、升降气缸,205、上料架,206、支撑座,207、夹料滑块, 208、拉料底板,209、夹料电机,210、手柄杆,211、压块,212、夹料支撑杆,213、模具弹簧,214、夹料侧板,301、滚刀,302、刀枕,303、滚刀架,304、滚切底板,305、滚切侧板,306、滚刀轴承,307、滚切工作台,308、滚切电机,309、滚切从动链轮,310、滚切主动链轮,311、链条,312、滚切滑块,313、滚切上板,314、滚切丝杆,315、碟簧组件,401、送料胶辊,402、送料从动链轮,403、送料主动链轮,404、送料减速电机,405、锥齿轮a,406、锥齿轮b,407、同步带,408、下部同步带轮,409、上部同步带轮,601、翻转凸轮,602物料槽,603连接杆,604翻转伺服电机,605移动挡板,606丝杠驱动机构,607丝杠伺服电机,608接料左侧板,609接料右侧板,610挡板线性滑轨,611接料底板,612接料工作台,701推料板,702推料气缸,703导向轴,704线性轴承,705推料支撑座,801分离辊,802、转向辊,803、多组废料输送辊,804、V形分离板,805、分料架,901检测摄像头,902剔料气缸,903、物料导向结构。
具体实施方式
下面对本发明的具体内容进行进一步的说明
本申请结构包括上料架部分1、夹料转换衔接部分2、贴胶带部分12、滚切部分3、除尘部分、物料分离部分、物料翻转堆叠部分6和包装部分11,上述部分通过输送机衔接输送滚切后的物料及废料。物料分离部分后方为成品输送机,成品输送机上设有废料检测机构9。
上料架部分1设有三个原料辊子101,原料辊子101设置在原料架102上,成卷原料103放在原料辊子101上,成卷原料可在原料辊子101上被动旋转。
成对的夹料胶辊201设有驱动机构带动成对的夹料胶辊201的转动,成对的夹料胶辊201与后端的滚切部分3衔接,上述原料辊子上的成卷原料103头部拆开后放入成对的夹料胶辊201内.
夹料转换衔接部分如图2和图3所以,包括三组成对的夹料胶辊201、夹料支撑架202、夹料线轨203、升降气缸204和上料架205,夹料线轨固定在上料架205侧面,夹料支撑架202通过夹料滑块设置在夹料线轨203上,并可在夹料线轨203上滑动,升降气缸204一端连接支撑架,另一端连接支撑座,支撑座固定在上料架205侧面,三组成对的夹料胶辊设置在支撑架上,且呈上下布置。升降气缸带动夹料支撑架上下移位,将不同的组的夹料胶辊移动至工作位或等待位。
对夹料胶辊201更具体的说明,夹料胶辊201的转轴两端通过轴承设置在夹料滑块上,夹料滑块在夹料侧板214内滑动,夹料侧板214位于拉料底板208两侧,拉料底板208固定于夹料支撑架202上,夹料胶辊201的转轴一侧还设有夹料齿轮机构与夹料电机209相连,夹料电机设置在夹料支撑架202上,夹料支撑杆212两端位于夹料滑块上一端连接手柄杆210,压块固定在两夹料侧板214上,模具弹簧位于夹料滑块上且上端与压块接触连接。手柄杆210能够调节成对夹料胶辊的间距,调整夹紧程度。
滚切部分3如图5和图7所示,包括前送料架4、表面带有滚切模具的滚刀301、刀枕302和后送料架5,原料从夹料转换衔接部分2进入前送料架4,滚刀301和刀枕302平行布置,原料经滚刀301和刀枕302之间滚切出要求形状,滚切部分3下部连接除尘部分,成品输送机处于滚切部分3的后送料架后部。
滚刀301和刀枕302的两端设置在滚刀架303上,如图8和图9所示,滚刀架303包括滚切底板304、滚切侧板305,滚切侧板305位于滚切底板304两侧,滚切侧板305上设置滚刀轴承306,滚刀301和刀枕302两端通过滚刀轴承306支撑在两滚切侧板305上;刀枕302、滚刀301的转轴一端分别设齿轮并互相啮合,滚切从动链轮309固定在刀枕302的转轴一端,滚切底板304设置在滚切工作台307上,滚切工作台307下部通过支撑板连接滚切电机308,滚切电机308的输出轴上设滚切主动链轮310并与滚切从动链轮309通过链条311相连。滚切电机308通过链条结构带动滚刀301和刀枕302的相对旋转,将在滚刀301和刀枕302之间的物料分切出要求的形状,实现滚切的目的。
滚切滑块312位于滚切侧板305上,可在滚切侧板305上滑动,滚切滑块312上设置滚切轴承,滚刀301两端通过滚切轴承支撑在滚切滑块312上;两滚切侧板305上面设置滚切上板313,滚切丝杆314连接在滚切上板313,滚切丝杆314下端设置有轴承、碟簧组件315,滚切丝杆314下端连接滚切滑块312。滚切丝杆及滑块结构,旋转滚切丝杆、压紧碟簧,通过碟簧的变形来切断物料。
如图5所示,前送料架4处于滚刀301的来料方向,后送料架5处于滚刀301的后方,前送料架4内设有一对送料胶辊401,送料胶辊401的转轴两端设置在轴承结构上,轴承结构设置在滚切工作台307上,送料胶辊401的转轴的一端还设有送料从动链轮402,滚切工作台307的下方设有送料主动链轮403,送料主动链轮403通过同步传动机构与送料减速电机404相连,所述同步传动机构包括锥齿轮结构、同步带机构,送料主动链轮403设置在锥齿轮结构中横向布置的锥齿轮a405的转轴上,锥齿轮结构中横向布置的锥齿轮b406的转轴设置同步带机构的上部同步带轮409,送料减速电机404的输出轴上设置下部同步带轮408,上部同步带轮409和下部同步带轮408之间由同步带相连。后送料架和前送料架结构相同,同时通过同步传动结构连接于送料减速电机404。
送料减速电机404同时带动前送料架4和后送料架,同步工作带动物料在滚切部分之间拉紧,以保证滚切质量。
成品输送机的后部为分离的两组,后部分别设置物料翻转堆叠部分6,如图1和图12所示,物料翻转堆叠部分6包括翻转凸轮601、接料传送带10和推料机构7,成品输送机后部设置翻转凸轮601,翻转凸轮边缘设有缺口状物料槽602,翻转凸轮601后部为接料传送带10,接料传送带10上设有移动挡板604,移动挡板604随接料传送带10同步移动,移动挡板604设置在直线驱动机构上,接料传送带10的一侧面设有所述推料机构7,接料传送带10的另一侧设有包装部分11。
接料传送带10的前端辊筒处于成品输送机的后端辊筒之下,所述翻转凸轮601包括两平行的凸轮板,如图13所示。凸轮板通过连接杆603相连,连接杆603处于成品输送机的后端辊筒和接料传送带10的前端辊筒之间,连接杆603上的两凸轮分别处于接料传送带10和成品输送机的两侧,两凸轮同样位置边缘设有物料槽602,连接杆603端部通过齿轮结构连接于翻转伺服电机604上;直线驱动机构为丝杠驱动机构606,移动挡板604设置在丝杠驱动机构606的移动螺母上,移动挡板604的下部设置在挡板线性滑轨610上,丝杠一端通过联轴器与丝杠伺服电机607相连,接料传送带10的一端滚筒转轴通过齿轮与步进电机相连,步进电机带动接料传送带10的转动,接料传送带10的两侧分别设置接料左侧板608和接料右侧板609,接料左侧板608和接料右侧板609分别固定在接料工作台612的上侧,接料传送带10的两端辊筒转轴通过轴承设置在接料左侧板608和接料右侧板609上。百洁布研磨片经过成品输送机末端进入翻转凸轮中的物料槽,将研磨片翻转成90º堆叠,然后放置到接料传送带上,接料传送带上的成品百洁布每堆叠一片移动挡板后退10mm, 接料传送带同步向后移动,当堆叠到50片,推料气缸动作将堆叠好的物料推送到包装部分上。
推料机构7如图12所示,包括推料板701、推料气缸702,推料板701设置在推料气缸702的前端,推料气缸的两侧还设有导向轴703,推料气缸702和线性轴承704设置在推料支撑座705上,推料支撑座705固定在接料工作台612上。
废料检测机构9包括处于成品输送机上部的检测摄像头901和剔料气缸902,剔料气缸902处于检测摄像头901的后方,检测摄像头901的下方设有两物料导向结构903。
物料分离部分如图16所示,包括分离辊和转向辊,分离辊处于成品输送机的上部并靠近后送料架后部,分离辊后部上方设有转向辊,转向辊后为多组废料输送辊,废料输送辊将分离后的废料输送至废料处理装置中。
本装置的工作过程:
工作人员将所有成卷原料的原料端头放入夹料转换衔接部分的不同夹料胶辊内,选取其中一个成卷原料的头部经贴胶带部分送入滚切部分。当检测开关检测到第一成卷原料切完,升降气缸动作,第二卷成卷原料升降到指定位置开始送料,成卷原料的端部通过贴胶带部分时,第一卷料料尾到达贴胶带工作台指定位置时停止,第二卷料料端头送到贴胶带指定位置与前一卷料的料尾相衔接,胶带机开始动作贴胶带,实现两个料卷之间的衔接。
当原料进入滚切部分,原料进入滚刀和刀枕结构,滚切出百洁布圆片成品,滚刀部分滚下来的细小的料渣通过滚刀结构下集尘部分吸走。滚切后的成品经分离辊进入成品输送机,边缘的废料向上,通过转向辊和多组废料输送辊进入粉碎机粉碎。物料分离出的废料通过废料传输带进入撕碎机中,集中收集废料,保护环境。
百洁布研磨片通过滚轮带动进入成品输送机,并通过分离装置分成两路,分别进入废料检测机构,百洁布圆片通过废料检测机构的检测摄像头下方时,将不合格的产品(带有胶带粘结)通过剔料气缸剔除,合格的成品进入物料翻转堆叠部分。
物料翻转堆叠部分中,百洁布研磨片经过成品输送机末端进入翻转凸轮中的物料槽,将研磨片翻转成90º堆叠,每堆叠一片移动挡板后退10mm,当堆叠到50片,推料气缸动作将堆叠好的物料推送到包装部分上。包装部分将堆叠好的研磨片先通过封切机套膜,然后经过热缩机热缩包装成品。
- 百洁布滚切成型制造设备及其制造方法
- 磨削竹木滚切成型刀具的成型砂轮及其制造设备