一种3D打印个性化义齿的装置
文献发布时间:2023-06-19 09:47:53
技术领域
本发明涉及义齿自动加工技术领域,具体为一种3D打印个性化义齿的装置。
背景技术
义齿就是人们常说的“假牙”,医学上是对上、下颌牙部分或全部牙齿缺失后制作的修复体的总称,近年来,数字化口腔修复技术逐渐进入人们的视野,氧化锆作为常见的应用于数字化口腔修复的义齿材料,具有对牙龈无刺激、无腐蚀性和色泽自然等优点,已经广泛应用于口腔修复。
目前氧化锆义齿的加工通常是将氧化锆粉末通过注浆或热压铸制成块状氧化锆,之后利用计算机辅助技术在块状氧化锆上设计排版个性化义齿并二次烧结氧化锆得到个性化氧化锆义齿的成品,但是此种加工流程具有工艺复杂、开发周期长和材料未得到充分利用等缺点。
为此,我们提出一种3D打印个性化义齿的装置。
发明内容
本发明的目的在于提供一种3D打印个性化义齿的装置,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种3D打印个性化义齿的装置,包括操作台,所述操作台的上表面分别设置有第一支撑杆和第二支撑杆,所述第一支撑杆和第二支撑杆的底端均固定连接有T型滑块,所述第一支撑杆远离操作台的一端固定连接有第一横板,所述第二支撑杆远离操作台的一端固定连接有第二横板,所述第一横板的下表面开设有放置槽,且放置槽的内壁通过安装座固定安装有振镜,所述第一横板的背面固定安装有小型马达,所述小型马达的输出端固定连接有螺纹杆,所述螺纹杆的表面螺纹连接有移动块,且移动块的下表面固定连接有电动伸缩杆,所述电动伸缩杆的伸缩端固定连接有压辊,所述第二横板的上表面开设有插接槽,且插接槽的内壁插接有用于注入氧化锆浆料的进料斗。
优选的,所述操作台的下表面固定连接有辅助支撑腿,且辅助支撑腿的数量为四个,四个所述辅助支撑腿呈矩形阵列设置在操作台下表面的四角处,且四个辅助支撑腿的底端均套设有防滑橡胶套。
优选的,所述操作台的上表面开设有与T型滑块相适配的T型滑槽,且T型滑槽的数量为两个,两个所述T型滑槽以操作台上表面的纵轴线为对称轴对称设置在操作台的上表面。
优选的,所述操作台的上表面固定连接有义齿成型底板,所述操作台的上表面开设有凹槽,且凹槽的内部设置有与义齿成型底板相适配的义齿成型环板,所述义齿成型环板的下表面固定连接有调节杆,且操作台的下表面开设有与调节杆相适配的通孔。
优选的,所述第一横板的下表面开设有与螺纹杆相适配的条形槽,所述条形槽的内前壁设置有与螺纹杆相适配的轴承,所述第一横板的背面开设有与小型马达输出端相适配的环形通孔,所述进料斗的表面设置有控制氧化锆浆料注入的控制阀门。
优选的,所述振镜通过光纤激光器与外界计算机控制系统电性连接,所述振镜的数量为两个,两个所述振镜以第一横板下表面的纵轴线为对称轴对称设置在第一横板的下表面,所述小型马达和电动伸缩杆均与外界电源电性连接。
优选的,所述义齿成型环板的下表面还连接有回收装置,所述回收装置包括:负压罐、止逆阀、第一气管、充气装置;所述负压罐通过所述第一气管与所述止逆阀连接,所述第一气管的两端分别设置在所述负压罐的顶部和所述止逆阀的顶部,所述止逆阀的底部设置有所述充气装置。
优选的,所述负压罐的下方设置有第二圆管,所述负压罐通过泄压装置与所述第二圆管连通,所述泄压装置设置在所述第二圆管内,并在所述第二圆管与所述负压罐底部的连通处设置有泄压阀门并通过第三弹簧与所述负压罐的底部连接,所述第二圆管的外侧壁设置有强磁铁。
优选的,所述止逆阀包括:管体、气门、锥形塞、密封圈、自封环、第一格挡件、第一弹簧、第二格挡件、第二弹簧;所述止逆阀的管体由上管、中管、下管三部分组成,所述上管的内径小于所述下管的内径,所述上管和所述下管通过所述中管连接,所述中管为锥形且所述中管顶端的开口直径等于所述上管底端的开口直径,所述中管底端的开口直径等于所述下管顶端的开口直径,所述上管的顶端与所述第一气管连接,所述自封环设置在所述上管中,所述气门设置在所述自封环的中心开口处,所述气门的顶部设有第一通槽,所述气门的底部设有第二通槽,所述第一通槽的底部与所述第二通槽的顶部之间的距离大于所述自封环的厚度,所述第一格挡件设置在所述上管中并位于所述自封环的下方且所述第一格挡件设有上下贯通的第一气孔,所述气门通过第一弹簧与所述第一格挡件连接,所述锥形塞设置在所述中管中,所述密封圈设置在所述下管中并且底面设有环形凹槽,所述第二格挡件设置在所述下管中并位于所述锥形塞和所述密封圈之间且所述第二格挡件设有上下贯通的第二气孔,所述锥形塞通过所述第二弹簧与第二格挡件连接,所述气门和所述锥形塞均可上下滑动,所述下管的下端和所述密封圈的底面的环形凹槽连接有充气装置。
优选的,所述充气装置包括:表皮、内胆、气嘴;所述表皮的顶端与所述下管的底端连接,所述内胆设置在所述表皮的内部,所述内胆上端设有第一圆管,所述第一圆管的顶端与所述密封圈底面的环形凹槽插接,所述气嘴设置在所述充气装置的底部,并与所述内胆连通,所述表皮的内侧壁、所述内胆的外侧壁和所述密封圈的下底面之间形成密封空间。
有益效果
本发明提供了一种3D打印个性化义齿的装置,具备以下有益效果:
1.该3D打印个性化义齿的装置,通过设置义齿成型底板、义齿成型环板和调节杆,调节杆能够调节义齿成型环板的伸出高度,便于将氧化锆浆料层层铺在义齿成型底板上并进行光固化处理,避免了需要在块状氧化锆上二次处理的麻烦,提高了工作效率,通过设置第二横板、进料斗、控制阀门和T型滑槽,便于将氧化锆浆料通过进料斗注入义齿成型底板上,通过设置第一横板、电动伸缩杆、压辊和振镜,便于对注入在义齿成型底板上的氧化锆浆料进行压实和光固化处理,保证了氧化锆浆料的平整性,便于下一层氧化锆浆料的铺设和光固化处理。
2.该3D打印个性化义齿的装置,通过设置小型马达、螺纹杆和移动块,小型马达能够带动螺纹杆转动,从而使移动块带动压辊移动,便于对义齿成型底板上的每一处氧化锆浆料进行压实处理,提高了氧化锆浆料整体的平整性。
附图说明
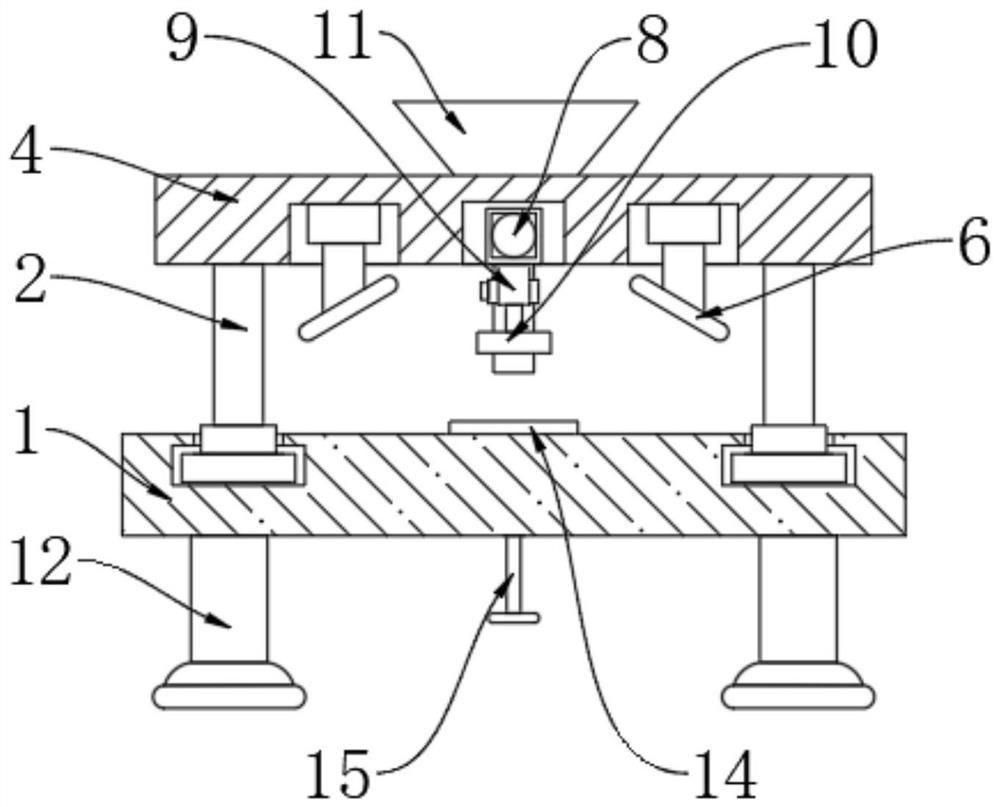
图1为本发明正剖结构示意图;
图2为本发明后剖结构示意图;
图3为本发明俯剖结构示意图;
图4为本发明义齿成型环板正剖结构示意图;
图5为本发明回收装置的结构示意图。
图中:1操作台、2第一支撑杆、3第二支撑杆、4第一横板、5第二横板、6振镜、7小型马达、8螺纹杆、9电动伸缩杆、10压辊、11进料斗、12辅助支撑腿、13义齿成型底板、14义齿成型环板、负压罐141、止逆阀142、第一气管143、气门144、锥形塞145、密封圈146、表皮147、内胆148、气嘴149、自封环1410、第三弹簧1411、第一通槽1412、第二通槽1413、第一格挡件1414、第一弹簧1415、第二格挡件1416、第二弹簧1417、第一圆管1418、强磁铁1419、第二圆管1420、泄压阀门1421、15调节杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-5,本发明提供一种技术方案:一种3D打印个性化义齿的装置,包括操作台1,操作台1的下表面固定连接有辅助支撑腿12,且辅助支撑腿12的数量为四个,四个辅助支撑腿12呈矩形阵列设置在操作台1下表面的四角处,且四个辅助支撑腿12的底端均套设有防滑橡胶套。
操作台1的上表面分别设置有第一支撑杆2和第二支撑杆3,第一支撑杆2和第二支撑杆3的底端均固定连接有T型滑块,操作台1的上表面开设有与T型滑块相适配的T型滑槽,且T型滑槽的数量为两个,两个T型滑槽以操作台1上表面的纵轴线为对称轴对称设置在操作台1的上表面,操作台1的上表面固定连接有义齿成型底板13,操作台1的上表面开设有凹槽,且凹槽的内部设置有与义齿成型底板13相适配的义齿成型环板14,凹槽的内侧壁固定连接有支撑板,且支撑板的上表面开设有与义齿成型环板14相适配的移动孔,义齿成型环板14的下表面固定连接有调节杆15,且操作台1的下表面开设有与调节杆15相适配的通孔,通过设置义齿成型底板13、义齿成型环板14和调节杆15,调节杆15能够调节义齿成型环板14的伸出高度,便于将氧化锆浆料层层铺在义齿成型底板上13并进行光固化处理,避免了需要在块状氧化锆上二次处理的麻烦,提高了工作效率。
第一支撑杆2远离操作台1的一端固定连接有第一横板4,第二支撑杆3远离操作台1的一端固定连接有第二横板5,第一横板4的下表面开设有放置槽,且放置槽的内壁通过安装座固定安装有振镜6,振镜6通过光纤激光器与外界计算机控制系统电性连接,振镜6的数量为两个,两个振镜6以第一横板4下表面的纵轴线为对称轴对称设置在第一横板4的下表面,第一横板4的背面固定安装有小型马达7,第一横板4的背面开设有与小型马达7输出端相适配的环形通孔,小型马达7的输出端固定连接有螺纹杆8,螺纹杆8的表面螺纹连接有移动块,且移动块的下表面固定连接有电动伸缩杆9,小型马达7和电动伸缩杆9均与外界电源电性连接,电动伸缩杆9的伸缩端固定连接有压辊10,通过设置小型马达7、螺纹杆8和移动块,小型马达7能够带动螺纹杆8转动,从而使移动块带动压辊10移动,便于对义齿成型底板13上的每一处氧化锆浆料进行压实处理,提高了氧化锆浆料整体的平整性。
第一横板4的下表面开设有与螺纹杆8相适配的条形槽,条形槽的内前壁设置有与螺纹杆8相适配的轴承,通过设置第一横板4、电动伸缩杆9、压辊10和振镜6,便于对注入在义齿成型底板13上的氧化锆浆料进行压实和光固化处理,保证了氧化锆浆料的平整性,便于下一层氧化锆浆料的铺设和光固化处理,第二横板5的上表面开设有插接槽,且插接槽的内壁插接有用于注入氧化锆浆料的进料斗11,进料斗11的表面设置有控制氧化锆浆料注入的控制阀门,通过设置第二横板5、进料斗11、控制阀门和T型滑槽,便于将氧化锆浆料通过进料斗11注入义齿成型底板13上。
工作原理:当使用该3D打印个性化义齿的装置时,首先工作人员将患者的个性化义齿的三维模型倒入计算机控制系统并生成每层需激光扫描的路径,然后将第二横板5移动至义齿成型底板13的正上方,之后将氧化锆浆料注入进料斗11中,打开控制阀门,氧化锆浆料将流入义齿成型底板13上,然后移开第二横板5并将第一横板4移至义齿成型底板13的正上方,开启电动伸缩杆9的电源使压辊10接触氧化锆浆料,同时开启小型马达7,在螺纹杆8的转动下,压辊10在氧化锆浆料上移动并对其进行压实处理,提高了氧化锆浆料整体的平整性,之后利用振镜6对氧化锆浆料进行光固化处理,一层处理完毕之后,利用调节杆15将义齿成型环板14向上移动合适的距离,并重复以上氧化锆浆料注入和光固化的操作步骤,最终形成义齿毛培,然后对其进行后处理得到成品氧化锆义齿。
在一个实施例中,所述义齿成型环板14的下表面还连接有回收装置,所述回收装置包括:负压罐141、止逆阀142、第一气管143、充气装置;所述负压罐141通过所述第一气管143与所述止逆阀142连接,所述第一气管143的两端分别设置在所述负压罐141的顶部和所述止逆阀142的顶部,所述止逆阀142的底部设置有所述充气装置。
上述技术方案的工作原理:当义齿打印完成之后,义齿成型环板14内留有氧化锆浆液,不方便打印成品的拿取,此时可以通过义齿成型环板14下面的回收装置对氧化锆浆液先进行回收处理,然后在拿取成品,首先需要反复握捏充气装置,使负压罐141内的气体通过第一气管143流经止逆阀142之后,从充气装置中排出,从而使负压罐141内转变为负压状态,通过大气压力将义齿成型环板14中的氧化锆浆液推入负压罐141内排出,排出之后就可以方便对成品的拿取了。
上述技术方案的有益效果:通过上述结构的设计,可以实现对氧化锆浆液的回收以及二次利用,回收完氧化锆浆液和成品之后可以直接在义齿成型环板14内加入水进行清洗排污,充气装置采用手动的方式可以方便操作及安装拆卸,并且可以防止直接从氧化锆浆液中拿取成品而造成氧化锆浆液的遗撒污染台面。
在一个实施例中,所述负压罐141的下方设置有第二圆管1420,所述负压罐141通过泄压装置与所述第二圆管1420连通,所述泄压装置设置在所述第二圆管1420内,并在所述第二圆管1420与所述负压罐141底部的连通处设置有泄压阀门1421并通过第三弹簧1411与所述负压罐141的底部连接,所述第二圆管1420的外侧壁设置有强磁铁1419。
上述技术方案的工作原理:当需要义齿成型环板14进行回收时可以根据现场情况选择直接将氧化锆浆液留存在负压罐141内或者直接通过泄压装置排放到其他容器中,当泄压装置关闭时泄压阀门1421会在第三弹簧1411的作用下扣在所述负压罐141的底部,封堵所述负压罐141使其处于密封状态,当负压罐141内的氧化锆浆液达到一定量的时候则会自动开启泄压装置,当泄压阀门1421靠近强磁铁1419时,强磁铁1419可吸引泄压阀门1421使其紧贴在第二圆管1420的内侧壁上达到泄压泄流的作用。
上述技术方案的有益效果:通过上述结构的设计,通过泄压装置可以将负压罐141密封,负压罐141在负压状态时,大气压力会顶着泄压阀门1421使其不会掉落,同时第三弹簧1411为扭簧也会对其提供支撑,所以负压罐141内可以收容大量氧化锆浆液,使负压罐141变成临时容器进行存储,当负压罐141内氧化锆浆液过多时,第二圆管1420内的泄压装置会自动开启进行泄压泄流,此时被动开启的泄压装置会在排放部分氧化锆浆液后在第三弹簧1411的作用下将泄压阀门1421关闭使泄压装置恢复原状,当需要直接排放氧化锆浆液而主动开启泄压装置的时候泄压阀门1421会被强磁铁1419吸附在第二圆管1420的内侧壁上,使泄压装置保持持续开启的状态,负压罐141内容纳氧化锆浆液的储存量可以通过调节第三弹簧1411的扭转弹力来调节泄压阀门1421对氧化锆浆液的支撑力。
在一个实施例中,所述止逆阀142包括:管体、气门144、锥形塞145、密封圈146、自封环1410、第一格挡件1414、第一弹簧1415、第二格挡件1416、第二弹簧1417;所述止逆阀142的管体由上管、中管、下管三部分组成,所述上管的内径小于所述下管的内径,所述上管和所述下管通过所述中管连接,所述中管为锥形且所述中管顶端的开口直径等于所述上管底端的开口直径,所述中管底端的开口直径等于所述下管顶端的开口直径,所述上管的顶端与所述第一气管143连接,所述自封环1410设置在所述上管中,所述气门144设置在所述自封环1410的中心开口处,所述气门144的顶部设有第一通槽1412,所述气门144的底部设有第二通槽1413,所述第一通槽1412的底部与所述第二通槽1413的顶部之间的距离大于所述自封环1410的厚度,所述第一格挡件1414设置在所述上管中并位于所述自封环1410的下方且所述第一格挡件1414设有上下贯通的第一气孔,所述气门144通过第一弹簧1415与所述第一格挡件1414连接,所述锥形塞145设置在所述中管中,所述密封圈146设置在所述下管中并且底面设有环形凹槽,所述第二格挡件1416设置在所述下管中并位于所述锥形塞145和所述密封圈146之间且所述第二格挡件1416设有上下贯通的第二气孔,所述锥形塞145通过所述第二弹簧1417与第二格挡件1416连接,所述气门144和所述锥形塞145均可上下滑动,所述下管的下端和所述密封圈146的底面的环形凹槽连接有充气装置。
上述技术方案的工作原理:当未启用充气装置时,在气门144自身重力及第一弹簧1415作用下,自封环1410的内侧面与气门144的中部贴合密封,锥形塞145处于落下状态,不封堵气体通道,负压罐141与充气装置不连通,挤压充气装置,充气装置因为被挤压变形而推动密封圈146向上滑动,进而推动锥形塞145向上滑动封堵气体通道,并使第二弹簧1417和第二格挡件1416之间处于拉伸状态,同时气门144在气体作用下会向上滑动,使负压罐141通过第二通槽1413与充气装置连通,此时第一弹簧1415与第一格挡件1414之间也处于拉伸状态,继续对充气装置挤压使充气装置内的气体排出,气体排出后停止挤压充气装置,充气装置会从负压罐141吸收气体并逐渐恢复到变形前的状态,锥形塞145在弹力作用下回归原位并开放气体通道,此时充气装置内的压强小于负压罐141内的压强,气门144在压差作用下向下滑动,负压罐141通过第一通槽1412与充气装置连通,从而使负压罐141内的气体可以被吸进充气装置从而变为负压状态。
上述技术方案的有益效果:通过上述结构的设计,可以通过锥形塞145的闭合实现气体的单向流动防止气体逆流回负压罐141,配合气门144双向进气的结构设计可以实现止逆阀142通过压差控制进气方向,同时利用压差将负压罐141内的气体吸入到充气装置中,使负压罐141变为负压,同时负压状态的负压罐141则可以利用压差将义齿成型环板14内的氧化锆浆液吸收到负压罐141中。
在一个实施例中,所述充气装置包括:表皮147、内胆148、气嘴149;所述表皮147的顶端与所述下管的底端连接,所述内胆148设置在所述表皮147的内部,所述内胆148上端设有第一圆管1418,所述第一圆管1418的顶端与所述密封圈146底面的环形凹槽插接,所述气嘴149设置在所述充气装置的底部,并与所述内胆148连通,所述表皮147的内侧壁、所述内胆148的外侧壁和所述密封圈146的下底面之间形成密封空间。
上述技术方案的工作原理:内胆148与止逆阀142之间连通形成气体通道;当挤压充气装置时,表皮147首先被挤压变形,而后内胆148也被挤压变形,由于表皮147的内侧壁、内胆148的外侧壁和密封圈146的下底面之间形成了密封空间,所以在挤压充气装置时密封空间内的气体会推动密封圈146向上滑动,从而推动锥形塞145上移密封气体通道,密封圈146上下滑动不会使环形凹槽与第一圆管1418脱离,由于锥形塞145已经封堵了气体通道,所以继续挤压充气装置,内胆148中的气体只能从气嘴149排出,因为气嘴149为单向气嘴不能吸气,所以此时负压罐141内的压强要大于内胆148内部的压强,于是负压罐141内气体的会向内胆148的方向流动,从而使负压罐141形成负压。
上述技术方案的有益效果:通过上述结构的设计,只需要手动对充气装置进行挤压排空其中的气体,就可以使充气装置变成小型的负压机,来抽取负压罐141中的气体,反复操作此过程便可以使负压罐141中的负压越来越大,直到将氧化锆浆液吸进负压罐141中就可以不用在挤压充气装置了。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种3D打印个性化义齿的装置
- 一种3D打印个性化义齿的方法