利用飞秒激光光丝效应制备石英玻璃毫米级深微孔的方法
文献发布时间:2023-06-19 09:55:50
技术领域
本发明属于飞秒激光微加工技术领域,特别涉及一种利用飞秒激光光丝效应制备石英玻璃毫米级深微孔的方法。
背景技术
近年来,在微流体器件制造、电子封装等领域,对透明硬脆材料高精度深微孔加工的需求越来越多,在精密加工领域,尤其对微深孔的尺寸及质量提出了很高的要求。传统打孔方法包括机械钻孔、电火花打孔、电子束打孔等,都存在一定的局限性,特别在一些特殊材料上,如玻璃,使用传统方法加工高精度微孔显得尤为困难;传统的打孔工艺远远满足不了许多高精尖产品的关键零件对深微孔加工的要求,由于达不到其所要求的特定功能和精度,从而大大降低了产品的性能。而激光加工,尤其是飞秒激光加工,由于其极小的热影响区,加工精度高,尺寸小的特点,已经广泛应用到了透明材料微加工领域。
飞秒激光打孔虽然较长脉冲激光打孔有着明显的优势,但由于飞秒激光瑞利长度有限,飞秒激光打孔一般都局限于在一些薄层材料上加工微孔,而深微孔尤其是深度达到毫米级的深微孔的加工方法也就成了当前打孔技术亟待解决的问题。
发明内容
为了克服上述现有技术的缺点,本发明的目的在于提供一种利用飞秒激光光丝效应制备石英玻璃毫米级深微孔的方法,能够在石英玻璃材料表面制备出了深度达到毫米级,锥度小于5°的毫米级深微孔;操作简单,加工效率高。
为了实现上述目的,本发明采用的技术方案为:
一种利用飞秒激光光丝效应制备石英玻璃毫米级深微孔的方法,包括以下步骤:
1)对石英玻璃样品表面分别用丙酮、无水乙醇和去离子水进行超声波清洗,然后利用干燥的空气吹干得到干净的石英玻璃片样品;
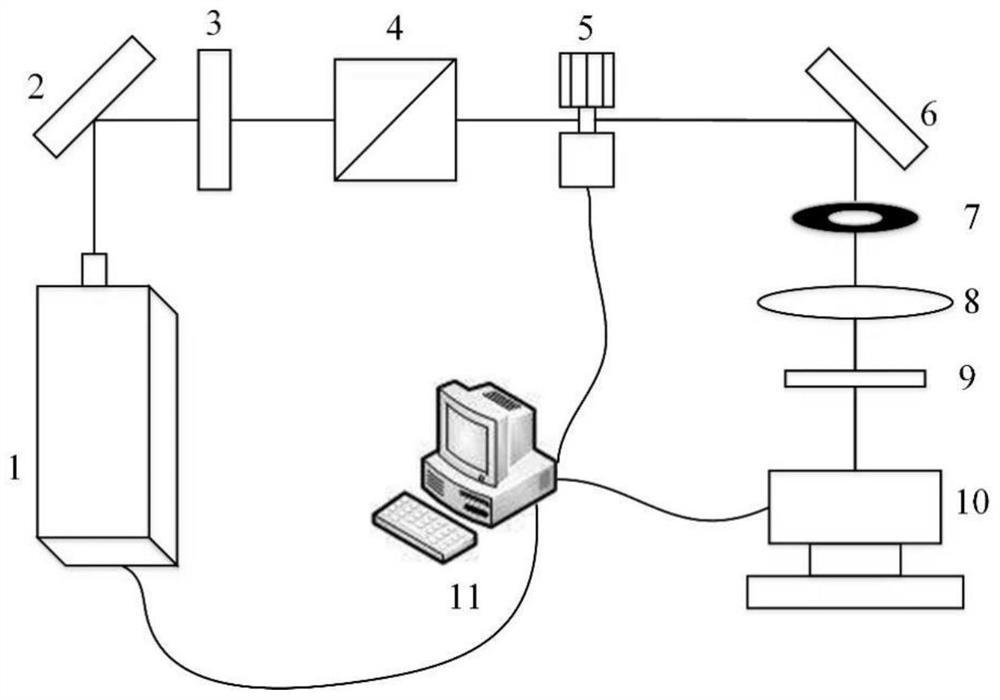
2)搭建光路,光路包括飞秒激光器1,飞秒激光器1输出光经过第一反射镜2使光路转90°,反射光依次经过半波片3、分光棱镜4、快门5、第二反射镜6、小孔光阑7、聚焦透镜8、λ/4波片9垂直照射在移动载物台10的加工工位上,飞秒激光器1、快门5、移动载物台10和电脑11连接,利用半波片3和分光棱镜4调节激光功率,同时电脑11通过快门5控制光路的通断,采用焦距为300mm的聚焦透镜8用于飞秒激光器1输出的圆形光斑激光束的聚焦,利用λ/4波片9实现线偏振光和圆偏振光的转换;
3)利用电脑11调节飞秒激光器1输出激光波长为800nm,重频为1KHz,脉宽为120fs;
4)将干净的石英玻璃样品固定在移动载物台10加工工位上;
5)经飞秒激光照射石英玻璃样品,通过光路调节激光功率、激光加工时间、离焦量调节飞秒激光光丝长度、与材料作用时间、在材料内所处位置,通过λ/4波片调整入射激光偏振状态,获得加工参数组合:激光功率为2W-2.4W,离焦量为-2mm-0mm,加工时间17s-23s,小孔光阑7直径为12mm,圆偏振光加工;
6)微孔加工完成后,将石英玻璃样品分别用丙酮和无水乙醇分别超声清洗15min,然后利用干燥的空气吹干。
本发明具有如下的有益效果:
本发明利用聚焦透镜8,能够使高单脉冲能量的激光在空气中形成长光丝,通过调节激光功率,激光作用在材料上的时间以及离焦量改变飞秒光丝长度,能量沉积时间以及光丝位置,同时通过λ/4波片9改变激光偏振态优化了微孔尺寸和微孔形貌。
本发明利用飞秒激光光丝效应相比于高斯光束长无衍射长度的特点,可以实现在透明玻璃材料深微孔的一次成型,无需在激光入射方向进给,提高了深微孔的加工效率和质量;同时,相比于贝塞尔光束,由于飞秒光丝没有旁瓣带来的能量损失,因此,其能量利用率更高,加工尺寸更大;由于激光偏振态对入射激光吸收率的影响以及多光子电离速率的影响,采用圆偏振光在相同加工条件下所得石英玻璃微通孔尺寸较大,孔口半径较小,深径比较大且孔底形貌较好,孔口没有熔融堆积物,此种方法操作简单,加工效率高。
附图说明
图1为飞秒激光光丝加工石英玻璃深微孔原理示意图,(a)为不同入射激光能量的光强分布图,(b)为不同入射激光能量的光丝长度示意图。
图2为本发明光路示意图。
图3为本发明实施例1加工石英玻璃深微孔效果图。
图4为本发明实施例2加工石英玻璃深微孔效果图。
图5为本发明实施例3加工石英玻璃深微孔效果图。
具体实施方式
下面结合附图和实施例对本发明进一步说明。
如图1所示,一种利用飞秒激光光丝效应制备石英玻璃毫米级深微孔的方法,其基本原理是通过改变激光参数来实现控制空气中光丝长度以及能量分布,进而实现石英玻璃毫米级深微孔制备的方法;图1中L
实施例1,一种利用飞秒激光光丝效应制备石英玻璃毫米级深微孔的方法,包括以下步骤:
1)选取面积为5×20mm
2)搭建光路,如图2所示,光路包括飞秒激光器1,飞秒激光器1输出光经过反射镜2使光路转90°,反射光依次经过半波片3、分光棱镜4、快门5、反射镜6、小孔光阑7、平凸透镜8、λ/4波片9垂直照射在移动载物台10的加工工位上,飞秒激光器1、快门5、移动载物台10和电脑连接,利用半波片3和分光棱镜4调节激光功率,同时电脑11通过快门5控制光路的通断,采用焦距为300mm的平凸透镜8用于飞秒激光器输出的圆形光斑激光束的聚焦,利用λ/4波片9实现线偏振光与圆偏振光的转换;
3)利用电脑11调节飞秒激光器1输出激光波长为800nm,重频为1KHz,脉宽为120fs;
4)将步骤1)制备的干净的石英玻璃样品固定在移动载物台10加工工位上;
5)经飞秒激光照射石英玻璃样品,通过光路调节激光功率、激光加工时间、离焦量调节飞秒激光光丝长度、与材料作用时间、在材料内所处位置,通过λ/4波片调整入射激光偏振状态,获得加工参数组合:激光功率为2W,离焦量为-2mm,加工时间17s,小孔光阑7直径为12mm,圆偏振光加工;
6)微孔加工完成后,将石英玻璃样品分别用丙酮和无水乙醇分别超声清洗15min,然后利用干燥的空气吹干,之后用光学显微镜、微米CT和扫描电子显微镜观察微孔形貌。
本实施例的有益效果为:参照图3,本实施例可得到入口孔径201μm、孔深1209μm、深径比大于6:1、锥度4.75°、孔口圆度88.2%的毫米级深微孔,微孔表面基本无损伤,这是在参数范围内所能达到的深径比最大的毫米级深微孔,适用于需要高深径比深微孔的应用场景;且由于其表面无熔融堆积物,所以其在微器件装配过程无需二次处理;采用此实例可以在既满足石英玻璃微孔深度的同时符合液体流速均匀性的需求,在流体控制领域有广泛应用。
实施例2,将实施例1步骤5)加工参数组合改为:激光功率为2.4W,离焦量为-2mm,加工时间23s,小孔光阑7直径为12mm,圆偏振光加工。其加工效果参照图4所示,得到入口孔径221μm,孔深1220μm,深径比5.5:1、锥度5.19°、孔口圆度88.2%的微孔的毫米级深微孔,微孔表面基本无损伤。
本实施例的有益效果为:参照图4,本实施例得到的石英玻璃深微孔深度较实施例1略有增加但几乎保持不变,微孔开口直径相应增加,且微孔直径增大速率大于孔深增大速率,因此其深微孔锥度略有增加;此种深微孔适合应用于于需要大开口直径的深微孔制造,例如需要大流量液体流入的石英玻璃微通道导流孔等,采用此种结构可以在既满足微孔深度的同时符合液体流量需求,此实施例在医药检测、化学分析领域有广泛应用。
实施例3将实施例1步骤5)加工参数组合改为:激光功率为2W,离焦量为0mm,加工时间17s,小孔光阑7直径为12mm,圆偏振光加工。其加工效果参照图5所示,得到入口孔径195μm,孔深1025μm,深径比5.3:1、锥度5.44°、孔口圆度88.5%的微孔的毫米级深微孔,微孔表面基本无损伤。
本实施例的有益效果为:参照图5,本实施例得到的石英玻璃深微孔深度相比实施例1减少,但仍然可以达到毫米级,微孔深度减少速率大于微孔开口直径减少速率,因此深微孔锥度增大,此种结构是参数范围内达到毫米级深微孔的最小实验参数也是操作最简单的参数组合,因为其不需要进行离焦加工,适合应用于于需要毫米级深微孔但对其深度、深径比等要求不高的场合。此种方法能量利用率高、加工效率高,在石英玻璃深微孔阵列加工方面具有广阔的应用前景。
- 利用飞秒激光光丝效应制备石英玻璃毫米级深微孔的方法
- 利用飞秒激光光丝效应制备石英玻璃毫米级深微孔的方法