一种高强高韧性透光水泥基材料及其制作方法
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及一种高强高韧性透光水泥基材料及其制作方法,属于建筑材料领域。
背景技术
水泥基材料具有价格低廉和耐久性好等诸多优势,是当今工程建设中应用量最大、应用最广的建筑材料。透光水泥基材料制品是以水泥浆作为基体材料,通过植入光导纤维使其具有一定的透光能力,提高水泥基材料使用功能,可用于制作装饰和采光节能墙面,用于公园和街道指示牌以及其他水泥基材料艺术和创意制品,具有广阔的应用前景和良好的经济价值。
目前,普通水泥基材料透光性能差,而为了使透光水泥基材料制品具有较好的透光性能,需要在水泥基材料中植入大量的光导纤维,降低了水泥基材料浆体的密实性,因而大大削弱了水泥基材料的抗压强度和抗折强度,使透光水泥基材料制品变脆,降低了耐久性,即不利于薄壁透光水泥基材料制品的生产,也不利于透光水泥基材料制品的使用。就现有技术而言,透光水泥基材料制品和混凝土制品在制作过程中,光导纤维难以固定,容易发生错位,位置精度无法控制,降低透光水泥基材料制品质量,使产品表面的设计图案无法得到精细化的显示,另一方面,植入大量的光导纤维工作量大,效率低,提高了透光水泥基材料制品的制造成本,影响了透光水泥基材料制品的推广和应用。
发明内容
为了克服上述现有技术的缺陷,本发明所要解决的技术问题是提高透光水泥基材料的强度、提高产品质量和提高生产效率。
为实现上述技术目的,本发明的技术方案如下:
一种高强高韧性透光水泥基材料,包括如下原料制备而成:光导纤维、胶凝材料、钢纤维、水、石英石和减水剂。
优选的,所述胶凝材料包括如下原料制备而成:水泥、硅粉和粉煤灰;
所述高强高韧性透光水泥基材料包括如下重量份比例的原料制备而成:
7.5-12份水泥、1.5-2.4份硅粉、1-1.6份粉煤灰、2-3.2份水、8.25-13.2份石英石、0.25-0.4份减水剂、0.1025-0.5428份钢纤维。
优选的,所述水泥为按JC/T408-2005标准制作的52.5R白水泥,硅粉为II级硅粉,粉煤灰为F类I级灰;钢纤维抗拉强度大于2000MPa、直径0.15mm、长度8mm~13mm;石英石的粒径为0.15mm到0.6mm;减水剂为PCA-I聚羧酸减水剂,减水率≥25%。
优选的,所述光导纤维为塑料光纤或有机光纤,密度为0.8~1.5g/cm
本发明还公开了一种高强高韧性透光水泥基材料的制作方法,包括以下步骤:
一、模具准备:制备预设形状和尺寸的模具,在模具上采用激光雕刻机按照透光设计要求布设孔位;
二、光导纤维定位和固定:将光导纤维从孔位穿过使得由模具的一侧穿过至另一侧,然后将光导纤维两端固定;
三、高强高韧性透光水泥基材料制作:将光导纤维、胶凝材料、钢纤维、水、石英石和减水剂混合,得到高强高韧性透光水泥基材料浆体,将高强高韧性透光水泥基材料浆体浇筑到模具中后将模具放到振动台进行振动密实操作;
四、脱模抛光:待高强高韧性透光水泥基材料达到预设强度后脱模,沿着垂直于光导纤维排列方向打磨直至高强高韧性透光水泥基材料的表面光滑为止。
优选的,所述模具包括内模和外模,所述孔设于内模,所述外模包覆于内模外部将内模密封。
优选的,高强高韧性透光水泥基材料制作过程中用薄膜进行包裹密封模具,24小时后去除薄膜并拆除外模,放入养护箱按照标准养护条件养护或者放在45℃~85℃温度蒸汽室养护条件中养护1天。
优选的,所述光导纤维两端用采用电热板对外露于模具两侧面的光导纤维端部进行加热烧结形成铆固端。
优选的,所述模具采用KT板。
优选的,还包括以下步骤:
先将胶凝材料按照第一搅拌速度进行均匀搅拌,然后将水和减水剂混合搅拌均匀倒入搅拌后的胶凝材料中并撒入钢纤维,加完钢纤维后按照第二搅拌速度进行搅拌同时倒入石英石,所述第二搅拌速度大于第一搅拌速度。
本发明的有益效果在于:
1、在水泥基中掺入一定体积含量的钢纤维能够提高透光水泥基材料制品的抗压和抗折强度,提高韧性,降低脆性断裂,组成材料由不同粒径颗粒以优越的比例形成最紧密堆积,即毫米级颗粒(石英石)堆积的间隙由微米级颗粒(水泥、粉煤灰)填充,微米级颗粒堆积的间隙由亚微米级颗粒(硅灰)填充,因此提高水泥基体材料的致密性和耐久性,提高力学性能。
2、本发明在模具上布设光导纤维的点位并打孔时采用激光雕机械进行,提高了打孔效率和精度,降低了植入光导纤维的难度,提高光导纤维布设的精度和效率。
附图说明
图1内模中光导纤维的定位和固定示意图;
图2为高强高韧性透光水泥基材料浇筑入模具内的平面图;
图3为高强高韧性透光水泥基材料浇筑入模具内的立剖面图;
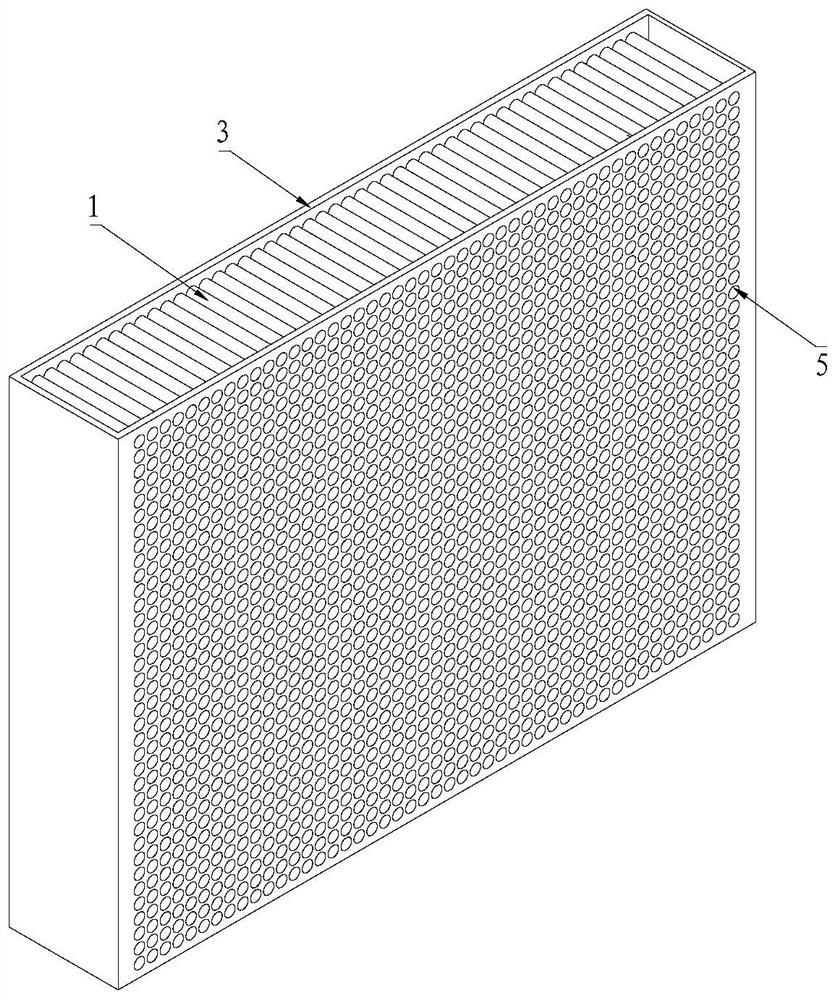
图4为高强高韧性透光水泥基材料制品透视立体图;
标号说明:
1、光导纤维;2、高强高韧性透光水泥基材料;3、内模;4、外模;5、铆固端。
具体实施方式
为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
参照图1至图4,一种高强高韧性透光水泥基材料,包括如下原料制备而成:光导纤维1、胶凝材料、钢纤维、水、石英石和减水剂。
作为上述技术方案的优选,所述胶凝材料包括如下原料制备而成:水泥、硅粉和粉煤灰;
所述高强高韧性透光水泥基材料2包括如下重量份比例的原料制备而成:7.5-12份水泥、1.5-2.4份硅粉、1-1.6份粉煤灰、2-3.2份水、8.25-13.2份石英石、0.25-0.4份减水剂、0.1025-0.5428份钢纤维(模具的大小不是固定的,是根据透光水泥基材料制品尺寸定的,钢纤维掺入量占复合材料总体积的0.5%~1.6%)、光导纤维(光导纤维用量根据高强高韧性透光水泥基材料的透光率和需要显示的图案确定)。采用本发明的胶凝材,硅粉可以提高高强高韧性透光水泥基材料的密实度、耐久性和强度,粉煤灰可减少水泥用量,改善拌和料的流动性、粘聚性和保水性,提高密实度。
作为上述技术方案的优选,所述水泥为按JC/T408-2005标准制作的52.5R白水泥,硅粉为II级硅粉,粉煤灰为F类I级灰;钢纤维抗拉强度大于2000MPa、直径0.15mm、长度8mm~13mm;石英石的粒径为0.15mm到0.6mm;减水剂为PCA-I聚羧酸减水剂,减水率≥25%。52.5R白水泥能提高水泥基材料制品的早期强度和力学性能的作用;石英石采用较好级配的小粒径可以提高水泥基材料的均质性和力学性能的稳定性;II级硅粉可以提高水泥基材料的密实度、耐久性和强度;I级粉煤灰可减少水泥用量,改善拌和料的流动性、粘聚性和保水性,提高密实度;PCA-I聚羧酸减水剂与II级硅粉联合使用,提高水泥基浆体的流动性,减少用水量,提高高强高韧性透光水泥基材料的密实度和强度。
作为上述技术方案的优选,所述光导纤维1为塑料光纤或有机光纤,密度为0.8~1.5g/cm
实施例1:
参照图1至图4,上述一种高强高韧性透光水泥基材料制品制作方法包括以下步骤:
1.按上述原料配比选52.5R白水泥7.5份、II级硅粉1.5份、F类I级粉煤灰1份,水2份,粒径为0.15mm的石英石8.25份,减水率为25%的PCA-I聚羧酸减水剂0.25份,强度为2000MPa、直径为0.15mm、长度为8mm的钢纤维0.1025份(钢纤维掺入量占复合材料总体积的0.5%~1.6%);密度为0.8g/cm
2、模具准备:根据待制备的高强高韧性透光水泥基材料制品的形状和尺寸采用KT板或用具有一定硬度和韧性的塑料板制作模具,模具包括内模3和外模4,内模3预先按照透光设计要求布设好孔位,采用激光雕刻机进行打孔,孔位用于塑料光纤定位和和固定:根据预先在模具上布设好的孔位,将塑料光纤1从孔位穿过使得由模固定,外模4包覆于内模3外部,用于定型水泥基材料浆体和确保内模3密闭不漏浆;
3、塑料光纤定位具的一侧穿过至另一侧,塑料光纤1两端用采用电热板对外露于模具两侧面的塑料光纤1端部进行批量化加热烧结形成铆固端5;
4、原料搅拌:先将胶凝材料按照第一搅拌速度进行均匀搅拌,然后将水和减水剂混合搅拌均匀倒入搅拌后的胶凝材料中并撒入钢纤维,加完钢纤维后按照第二搅拌速度进行搅拌同时倒入石英石,所述第二搅拌速度大于第一搅拌速度。第一搅拌速度(即慢速搅拌)进行混合料搅拌防止凝胶材料中的粉体材料因搅拌速度过快飞溅出搅拌锅,而等到水和减水剂以及钢纤维加入后,粉体材料变成了浆体,然后再按第二搅拌速度搅拌(即快速搅拌)。
5、原料成型、将搅拌后的高强高韧性透光水泥基材料浆体浇筑到模具中,并将模具放到振动台进行振动密实,为防止高强高韧性透光水泥基材料2在硬化过程中水分蒸发而干裂,用塑料薄膜进行包裹密封,24小时后去除薄膜,并拆除外模,放入养护箱,按照标准养护条件(标准养护条件为温度20°c±3°,相对湿度90%以上)养护或者放在45℃~85℃温度蒸汽室养护条件中养护1天。
6、脱模抛光:待透高强高韧性透光水泥基材料2达到预设强度后脱模,沿着垂直于塑料光纤1排列方向将高强高韧性透光水泥基材料2的表面打磨光滑。
实施例2:
参照图1至图4,上述一种高强高韧性透光水泥基材料制作方法包括以下步骤:
1.按上述原料配比选52.5R白水泥12份、II级硅粉2.4份、F类I级粉煤灰1.6份,水3.2份,粒径为0.6mm的石英石13.2份,减水率为30%的PCA-I聚羧酸减水剂0.4份,强度为2400MPa、直径为0.15mm、长度为13mm的钢纤维0.5428份(钢纤维掺入量占复合材料总体积的0.5%~1.6%);密度为1.5g/cm
2、模具准备:根据待制备的高强高韧性透光水泥基材料2的形状和尺寸采用KT板或用具有一定硬度和韧性的塑料板制作模具,模具包括内模3和外模4,内模3预先按照透光设计要求布设好孔位,采用激光雕刻机进行打孔,孔位用于有机光纤1定位和固定,外模4包覆于内模3外部,用于定型水泥基材料浆体和确保内模3密闭不漏浆;
3、有机光纤1定位和固定:根据预先在模具上布设好的孔位,将有机光纤1从孔位穿过使得由模具的一侧穿过至另一侧,有机光纤1两端用采用电热板对外露于模具两侧面的有机光纤1端部进行批量化加热烧结形成铆固端5;
4、原料搅拌:先将胶凝材料按照第一搅拌速度进行均匀搅拌,然后将水和减水剂混合搅拌均匀倒入搅拌后的胶凝材料中并撒入钢纤维,加完钢纤维后按照第二搅拌速度进行搅拌同时倒入石英石,所述第二搅拌速度大于第一搅拌速度。第一搅拌速度(即慢速搅拌)进行混合料搅拌防止凝胶材料中的粉体材料因搅拌速度过快飞溅出搅拌锅,而等到水和减水剂以及钢纤维加入后,粉体材料变成了浆体,然后再按第二搅拌速度搅拌(即快速搅拌)。
5、原料成型、将搅拌后的高强高韧性透光水泥基材料2浇筑到模具中,并将模具放到振动台进行振动密实,为防止高强高韧性透光水泥基材料2在硬化过程中水分蒸发而干裂,用塑料薄膜进行包裹密封,24小时后去除薄膜,并拆除外模,放入养护箱,按照标准养护条件(标准养护条件为温度20°c±3°,相对湿度90%以上)养护或者放在45℃~85℃温度蒸汽室养护条件中养护1天。
6、脱模抛光:待透高强高韧性透光水泥基材料2达到预设强度后脱模,沿着垂直于有机光纤1排列方向将高强高韧性透光水泥基材料2的表面打磨光滑。
实施例3
参照图1至图4,上述一种高强高韧性透光水泥基材料制品制作方法包括以下步骤:
1.按上述原料配比选52.5R白水泥9.75份、II级硅粉1.95份、F类I级粉煤灰1.3份,水2.6份,粒径为0.375mm的石英石10.725份,减水率为27.5%的PCA-I聚羧酸减水剂0.325份,强度为2200MPa、直径为0.15mm、长度为10.5mm的钢纤维0.32265份(钢纤维掺入量占复合材料总体积的0.5%~1.6%);密度为1.15g/cm
2、模具准备:根据待制备的高强高韧性透光水泥基材料制品的形状和尺寸采用KT板或用具有一定硬度和韧性的塑料板制作模具,模具包括内模3和外模4,内模3预先按照透光设计要求布设好孔位,采用激光雕刻机进行打孔,孔位用于有机光纤1定位和固定,外模4包覆于内模3外部,用于定型水泥基材料浆体和确保内模3密闭不漏浆;
3、有机光纤定位和固定:根据预先在模具上布设好的孔位,将有机光纤1从孔位穿过使得由模具的一侧穿过至另一侧,有机光纤1两端用采用电热板对外露于模具两侧面的有机光纤1端部进行批量化加热烧结形成铆固端5;
4、原料搅拌:先将胶凝材料按照第一搅拌速度进行均匀搅拌,然后将水和减水剂混合搅拌均匀倒入搅拌后的胶凝材料中并撒入钢纤维,加完钢纤维后按照第二搅拌速度进行搅拌同时倒入石英石,所述第二搅拌速度大于第一搅拌速度。第一搅拌速度(即慢速搅拌)进行混合料搅拌防止凝胶材料中的粉体材料因搅拌速度过快飞溅出搅拌锅,而等到水和减水剂以及钢纤维加入后,粉体材料变成了浆体,然后再按第二搅拌速度搅拌(即快速搅拌)。
5、原料成型、将搅拌后的高强高韧性透光水泥基材料浆体浇筑到模具中,并将模具放到振动台进行振动密实,为防止高强高韧性透光水泥基材料2在硬化过程中水分蒸发而干裂,用塑料薄膜进行包裹密封,24小时后去除薄膜,并拆除外模,放入养护箱,按照标准养护条件(标准养护条件为温度20°c±3°,相对湿度90%以上)养护或者放在45℃~85℃温度蒸汽室养护条件中养护1天。
采用本发明的高强高韧性透光水泥基材料,一方面,由于钢纤维抗拉强度很高,可达2000MPa及以上,在水泥基中掺入一定体积含量的钢纤维能够提高透光水泥基材料制品的抗压和抗折强度,提高韧性,降低脆性断裂,另一方面,组成材料由不同粒径颗粒以优越的比例形成最紧密堆积,即毫米级颗粒(石英石)堆积的间隙由微米级颗粒(水泥、粉煤灰)填充,微米级颗粒堆积的间隙由亚微米级颗粒(硅灰)填充,因此提高水泥基体材料的致密性和耐久性,提高力学性能。合理的材料组成和良好的配比,可以制作高强高韧性透光水泥基材料,不仅克服了植入大量光导纤维造成透光水泥基材料的力学性能、韧性差和透光水泥基材料变脆等诸多问题,而且能够用于制作薄壁透光水泥基材料。通过本发明制作的高强高韧水泥基材料的抗压强度能够达到90~120MPa,抗折强度达到25~35MPa,高强高韧透光水泥基材料的抗压强度和抗折强度分别是普通透光水泥基材料制品的2~3倍和3~4倍。
采用本发明的制作方法,一方面,在内模上预先布设光导纤维的点位并打孔时采用激光雕机械进行,提高了打孔效率和精度,降低了植入光导纤维的难度,进而提高光导纤维布设的精度和效率;采用KT板质量轻,有一定的强度和韧性,便于在板中打孔,且成本低,适合用于制作内模,便于对光导纤维进行定位和固定,预先按照透光设计要求在内模上布设好光导纤维的孔位并打好孔洞,能够使光导纤维准确定位,并且通过将光导纤维两端铆固内模外侧,同时将内模紧贴放置在外模内侧,从而达到固定和定型的效果;另一方面,采用电热板对外露于内模两侧面的光导纤维端部进行批量化加热烧结,形成铆固端,相比于对光导纤维端部进行一根根烧结的方法,大大提高了效率。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种高强高韧性透光水泥基材料及其制作方法
- 一种高强度高韧性防水涂料用水性复合树脂液制作方法