元件的移载方法和用于该方法的移载板
文献发布时间:2023-06-19 10:22:47
技术领域
本发明涉及从具有多个元件〔例如LED(发光二极管)〕的基板(例如晶圆)等将上述元件移载至其他物体的元件的移载方法和用于该方法的移载板。
背景技术
近年来,使用微LED的显示器受到注目。该显示器是以单个长方形小型单元(例如250mm×260mm)形成的或是将该小型单元沿纵横方向连接而形成的。上述小型单元是在电路基板沿纵横方向规则地配置有多个像素的结构,各像素由红色(R)、绿色(G)、蓝色(B)这3种颜色的微LED构成。并且,上述显示器根据电信号使各像素的LED发光而显示图像等。
上述小型单元通常如下那样制造。即,首先,对于制造有多个1种颜色的微LED的晶圆,准备3种颜色(即3种晶圆),以1个微LED为单位来分别切断该3种晶圆。接着,对于1种晶圆,利用芯片安装机来逐个拾取微LED,并将微LED安装(移载)至上述电路基板的各像素的位置(例如参照专利文献1)。由此,1种颜色的微LED的安装结束。对于余下的两种颜色(两种晶圆)进行该安装。如此制得上述小型单元。
接着,将该小型单元以需要的数量沿纵横方向连接起来,而形成上述显示器。
专利文献1:日本特开2010-287657号公报
发明内容
然而,在利用上述芯片安装机进行的安装中,在显示器上形成需要数量的像素要花费时间。例如,在利用1台芯片安装机来形成2000万像素的情况下,所安装的微LED是6000万个(=2000万像素×3种颜色)。若将从拾取晶圆的微LED起到将其安装于电路基板为止的时间设为对于每1个微LED要花费0.1秒钟,则形成2000万像素需要600万秒钟(大约69天)。
不仅是上述微LED,其他元件也同样地存在进行上述那样的移载需要时间这样的问题。
本发明是鉴于这样的情况而做出的,其提供能够缩短从具有多个元件的基板等移载上述元件所需的时间的元件的移载方法和用于该方法的移载板。
本发明以以下的〔1〕~〔5〕为技术方案。
〔1〕一种元件的移载方法,其中,该元件的移载方法包括以下工序:准备第1粘合性薄膜,多个元件以各自独立的状态能够剥离地粘合于第1粘合性薄膜;使粘合力比所述第1粘合性薄膜的粘合力大的移载板紧贴于所述多个元件中的至少一部分元件,利用所述第1粘合性薄膜的粘合力与所述移载板的粘合力的差,将粘合于所述第1粘合性薄膜的多个元件中的至少一部分元件从该第1粘合性薄膜剥离且能够剥离地粘合于所述移载板;以及准备粘合力比所述移载板的粘合力大的第2粘合性薄膜,使粘合于所述移载板的多个元件中的至少一部分元件紧贴于所述第2粘合性薄膜,利用所述移载板的粘合力与所述第2粘合性薄膜的粘合力的差,将粘合于所述移载板的多个元件中的至少一部分元件从该移载板剥离且能够剥离地粘合于所述第2粘合性薄膜。
〔2〕根据所述〔1〕所述的元件的移载方法,其中,在将所述移载板安装于圆筒状或圆柱状的滚筒的外周面的状态下,一边使该滚筒旋转,一边使所述移载板紧贴于所述第1粘合性薄膜上的元件和所述第2粘合性薄膜中的至少一者。
〔3〕根据所述〔1〕或〔2〕所述的元件的移载方法,其中,在所述移载板的与所述元件紧贴的紧贴面上,以规定间距并排设置有多个凸条,所述凸条的顶面形成为与所述元件紧贴的紧贴面。
〔4〕根据所述〔1〕至〔3〕中任一项所述的元件的移载方法,其中,所述元件是发出红色、绿色、蓝色中的任意1种颜色的光的发光元件,按照各颜色准备粘合有所述发光元件的第1粘合性薄膜,多个单色的所述发光元件以各自独立的状态能够剥离地粘合于第1粘合性薄膜,将各颜色的发光元件依次经历向所述移载板的粘合,并粘合于1张所述第2粘合性薄膜,使红色的发光元件、绿色的发光元件和蓝色的发光元件在该第2粘合性薄膜上相邻。
〔5〕一种移载板,其是在所述〔1〕至〔4〕中任一项所述的元件的移载方法中使用的移载板,其中,该移载板的与所述元件紧贴的紧贴面的粘合力在150mN/mm
本发明的元件的移载方法是将能够剥离地粘合于第1粘合性薄膜的表面的多个元件的至少一部分元件一并经历向移载板的可剥离的粘合,且能够剥离地粘合于第2粘合性薄膜的方法。因此,比起以往的逐个移载元件的方法,能够缩短移载所需的时间。
附图说明
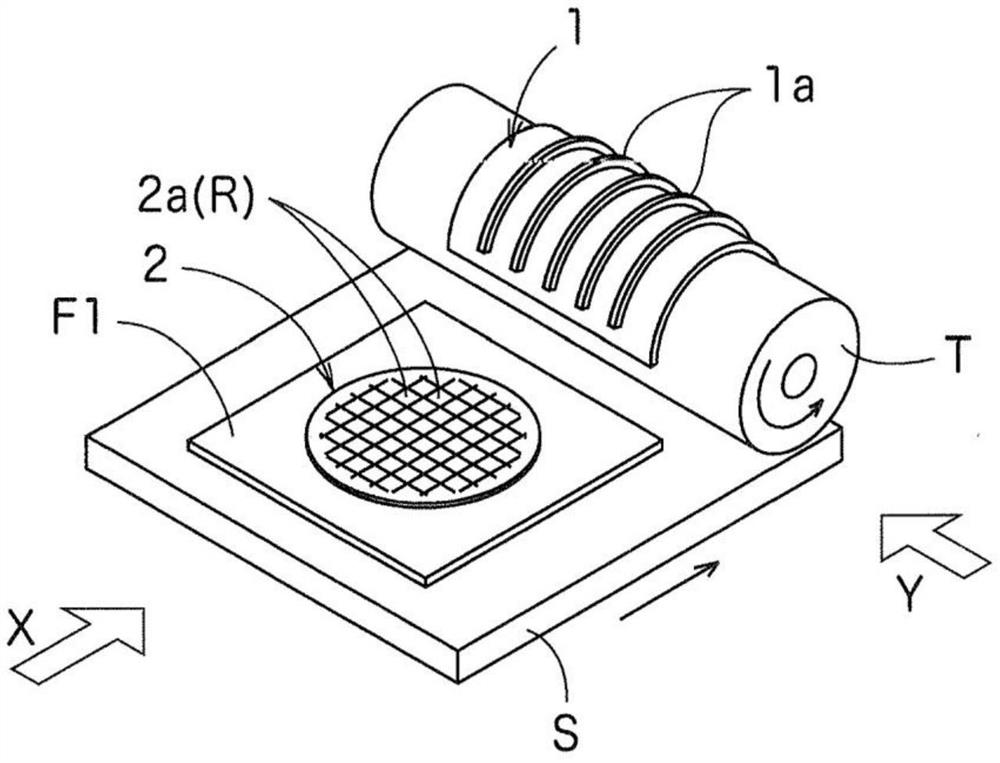
图1是示意性表示本发明的移载板的一个实施方式的立体图。
图2是示意性表示本发明的元件的移载方法的一个实施方式中的工序的说明图。
图3是示意性表示上述元件的移载方法中的工序的说明图。
图4是示意性表示上述元件的移载方法中的工序的说明图。
图5是示意性表示上述元件的移载方法中的工序的说明图。
图6是示意性表示上述元件的移载方法中的工序的说明图。
图7是示意性表示上述元件的移载方法中的工序的说明图。
图8是示意性表示上述元件的移载方法中的工序的说明图。
图9是示意性表示上述元件的移载方法中的工序的说明图。
具体实施方式
下面,根据附图来详细说明本发明的实施方式。但是,本发明并不限定于该实施方式。
本发明的元件的移载方法的一个实施方式是如下那样的方法:所移载的元件为制造于晶圆的微LED,通过红色(R)、绿色(G)、蓝色(B)这3种颜色的微LED的移载,从而形成显示器上的像素。
图1是示意性表示在上述元件的移载方法中使用的本发明的移载板的一个实施方式的立体图。该实施方式的移载板1形成为具有粘合性和挠性的四边形板状,在单面上,以与上述像素相同的间距平行地形成多个凸条1a。
此外,在图1中,为了易于理解上述移载板1的结构,示意性表示各结构,并且改变各结构的大小的比例尺而图示。
更详细地进行说明一下,上述移载板1的有效吸附部位(形成有上述凸条1a的范围)为与上述晶圆相同的程度或在此程度以上,例如,设定在50.8mm×50.8mm~300mm×300mm的范围内。上述移载板1通常具有用于安装于滚筒T(参照图5)的安装空间,为比上述有效吸附部位大的面积。上述移载板1的面积能够根据晶圆等的尺寸而适当设定,例如,能够使用纵向长度276mm×横向长度250mm的移载板。上述移载板1的厚度(包含上述凸条1a)例如设定在0.95mm~3.0mm的范围内。对于上述凸条1a的大小,上述凸条1a的顶面的宽度为能粘合1个微LED的程度的宽度,通常设定在25μm~2000μm的范围内,上述凸条1a的高度设定在100μm~1000μm的范围内,上述凸条1a的长度设定在50.8mm~152.4mm的范围内。对于上述凸条1a的形成间距,如之前叙述那样,其与上述像素的间距相同,例如,设定在75μm~6000μm的范围内。
对于上述移载板1的粘合力,从使其适合于在后面说明的微LED的移载方法的观点出发,上述移载板1的粘合力处于150mN/mm
对于上述移载板1的形成材料,从使其具有上述粘合力的观点出发,例如,能够使用聚丁二烯系的感光性树脂。并且,能够通过使用有光掩模的光刻法来制作形成有上述凸条1a的移载板1。如此制作的上述移载板1具有能够安装于在后面说明的圆筒状或圆柱状的滚筒的外周面的程度的挠性。并且,上述移载板1的计示硬度通常设定在50~60的范围内。
接着,说明在上述微LED的移载方法中使用的移载机。如图2所示,该移载机包括供上述移载板1安装的圆筒状或圆柱状的滚筒T、和供作为移载源的晶圆2和作为移载目的地的第2粘合性薄膜F2(参照图5)载置并固定的载物台S。上述滚筒T以其轴为中心旋转自如,上述载物台S以与上述滚筒T的旋转对应的方式滑动自如。另外,上述滚筒T相对于上述载物台S进退自如,能够调整对于上述载物台S上的按压对象物的按压载荷(压入量)。
此外,在图2中,为了易于理解地说明上述微LED的移载方法,示意性表示与该移载方法有关的各结构,并且改变各结构的大小的比例尺而图示。之后的图3~图9也是同样的。
并且,使用有上述移载机的微LED的移载方法例如如下那样进行。即,首先,对于沿纵横方向制造有多个以1种颜色发光的微LED2a的晶圆2,准备3种颜色(即3种晶圆2),将该3种颜色的晶圆2分别粘合于粘合力比上述移载板1的粘合力小的第1粘合性薄膜F1。此时,在该实施方式中,使微LED2a的电极(未图示)在表面露出,将微LED2a的与该电极相反的那一侧的面粘合。接着,以上述第1粘合性薄膜F1不被切断的方式,以1个微LED2a为单位将上述晶圆2沿纵横方向切断(切割),使多个上述微LED2a为各自独立的状态。
作为上述第1粘合性薄膜F1,例如,举出切割薄膜。对于切割薄膜,市售有各种粘合力大小的切割薄膜,在使用切割薄膜的情况下,如之前叙述那样,选择并使用粘合力比上述移载板1的粘合力小的切割薄膜。也可以使用通过紫外线照射来使树脂固化而减弱了粘合力的切割薄膜。作为其粘合力,优选的是,例如,其比上述移载板1的粘合力小20mN/mm
接着,如图2所示,在上述滚筒T的外周面安装上述移载板1。此时,使该移载板1的凸条1a朝向外侧,并且使该凸条1a的长度方向成为上述滚筒T的旋转方向。另外,将制造有1种颜色〔例如红色(R)〕的微LED2a的1张晶圆2固定于上述移载机的载物台S的规定位置。此时,将粘合有上述晶圆2的第1粘合性薄膜F1固定于上述载物台S上。
然后,一边使上述滚筒T旋转,一边使上述载物台S与该旋转同步地向上述滚筒T所在方向滑动移动,在上述晶圆2位于上述滚筒T的下方时,使安装于上述滚筒T的外周面的移载板1紧贴于上述载物台S上的晶圆2。该紧贴力设定为能将上述晶圆2向上述移载板1(计示硬度为50~60)以100μm~1000μm的范围内的深度压入的程度。
对于该紧贴,在该实施方式中,如图3(从图2的箭头X的方向观察到的向视图)所示,每隔由上述晶圆2的微LED2a构成的多列中的两列,上述移载板1的凸条1a的顶面(图3中为下端面)就进行紧贴。
另外,如图4(从图2的箭头Y的方向观察到的向视图)所示,上述移载板1的各凸条1a的顶面从该凸条1a的一端侧(图4中为右端侧)朝向另一端侧(图4中为左端侧)去逐渐地从由上述微LED2a构成的1列的一端侧(图4中为右端侧)向另一端侧(图4中为左端侧)进行上述紧贴。在该紧贴后,在解除了上述紧贴的部分,与上述凸条1a的顶面紧贴的列的微LED2a从上述第1粘合性薄膜F1剥离,并能够剥离地粘合于上述凸条1a的顶面。此外,在图4中,为了易于理解,仅示出1列微LED2a。
接着,扩大上述滚筒T与上述载物台S之间的间隙,使上述移载板1和上述晶圆2不接触,之后,使上述滚筒T向与上述相反的方向旋转,并且使上述载物台S滑动移动,而使上述载物台S返回至原来的位置(参照图2)。然后,将上述晶圆2连同上述第1粘合性薄膜F1一起从该载物台S上移除。
之后,如图5所示,将粘合力比上述移载板1的粘合力大的第2粘合性薄膜F2固定于上述载物台S的规定位置。
作为该第2粘合性薄膜F2,与上述第1粘合性薄膜F1同样地,例如,举出切割薄膜。对于切割薄膜,如之前叙述那样,市售有各种粘合力大小的切割薄膜,在使用切割薄膜的情况下,选择并使用粘合力比上述移载板1的粘合力大的切割薄膜。作为该粘合力,优选的是,例如,其比上述移载板1的粘合力大20mN/mm
然后,一边使上述滚筒T旋转,一边使上述载物台S与该旋转同步地向上述滚筒T所在方向滑动移动,在上述晶圆2位于上述滚筒T的下方时,使与安装于上述滚筒T的外周面的移载板1紧贴的微LED2a紧贴于上述载物台S上的第2粘合性薄膜F2。该紧贴力设定为能将上述微LED2a向上述移载板1(计示硬度为50~60)以100μm~1000μm的范围内的深度压入的程度。
对于该紧贴,如图6(从图5的箭头X的方向观察到的向视图)所示,与上述移载板1的各凸条1a的顶面(图6中为下端面)粘合的1列微LED2a紧贴于上述第2粘合性薄膜F2。
另外,如图7(从图5的箭头Y的方向观察到的向视图)所示,上述1列微LED2a从该1列微LED2a的一端侧(图7中为右端侧)朝向另一端侧(图7中为左端侧)去逐渐地从上述第2粘合性薄膜F2的一端侧(图7中为右端侧)向另一端侧(图7中为左端侧)进行上述紧贴。在该紧贴后,在解除了上述紧贴的部分,与各凸条1a的顶面粘合的1列微LED2a从上述凸条1a的一端部的顶面起按顺序剥离,并能够剥离地粘合于上述第2粘合性薄膜F2。在该粘合状态下,微LED2a的电极在表面露出,微LED2a的与该电极相反的那一侧的面被粘合。此外,在图7中,为了易于理解,仅示出1列微LED2a。
接着,扩大上述滚筒T与上述载物台S之间的间隙,使上述移载板1和上述第2粘合性薄膜F2不接触,之后,使上述滚筒T向与上述相反的方向旋转,并且使上述载物台S滑动移动,而使上述载物台S返回至原来的位置(参照图5)。然后,将能够剥离地粘合有上述1种颜色的微LED2a的第2粘合性薄膜F2从上述载物台S上移除。
如此,1种颜色〔例如红色(R)〕的微LED2a的移载结束。
接着,对于余下的两种颜色的微LED2a,也进行上述那样的微LED2a的移载。即,首先,与上述同样地将制造有余下的两种颜色中的1种颜色〔例如绿色(G)〕的微LED2a的1张晶圆2固定于上述移载机的载物台S的规定位置。上述移载板1维持安装于上述滚筒T的外周面。接着,与上述同样地,将上述微LED2a从上述第1粘合性薄膜F1剥离且能够剥离地粘合于上述移载板1的凸条1a的顶面。接着,将上述晶圆2连同上述第1粘合性薄膜F1一起从上述载物台S上移除。
然后,将粘合有上述第1种颜色的微LED2a的第2粘合性薄膜F2固定于上述载物台S的规定位置,与上述同样地,将与上述移载板1的各凸条1a的顶面粘合的1列微LED2a从上述凸条1a的顶面剥离且能够剥离地粘合于上述第2粘合性薄膜F2。此时,如图8(从图5的箭头X的方向观察到的向视图)所示,为了使第2种颜色〔例如绿色(G)〕的微LED2a粘合于第1种颜色〔例如红色(R)〕的微LED2a的旁边,使上述滚筒T或上述载物台S在与该载物台S的滑动方向成直角的方向上挪动1个微LED2a的量。
如此,两种颜色〔例如红色(R)和绿色(G)〕的微LED2a的移载结束。
接着,与上述第2种颜色的微LED2a的移载同样地,进行余下的1种颜色〔例如蓝色(B)〕的微LED2a的移载,在上述第2粘合性薄膜F2中,如图9(从图5的箭头X的方向观察到的向视图)所示,使第3种颜色〔例如蓝色(B)〕的微LED2a粘合于第2种颜色〔例如绿色(G)〕的微LED2a的旁边。
如此,3种颜色的微LED2a的移载结束,以上述3种颜色的微LED2a为1个像素P,得到在上述第2粘合性薄膜F2上沿纵横方向规则地配置有多个像素P的移载薄膜。
在该实施方式中,如上述那样,能够将制造于晶圆2的多个微LED2a一并移载至第2粘合性薄膜F2。因此,比起以往的逐个移载元件的方法,能够大幅地缩短移载所需的时间。
另外,由于用于上述移载的移载板1安装于圆筒状或圆柱状的滚筒T的外周面,一边使上述滚筒T旋转一边进行使微LED2a从上述第1粘合性薄膜F1向上述移载板1的粘合和使微LED2a从上述移载板1向上述第2粘合性薄膜F2的粘合,因此,能够易于均匀且高精度地管理上述移载板1相对于上述晶圆2的按压载荷和上述移载板1相对于上述第2粘合性薄膜F2的按压载荷,能够稳定地进行上述移载。其结果,能够提高得到的上述移载薄膜的品质。
并且,对于上述移载板1,由于多个凸条1a以规定间距平行地形成,该凸条1a的顶面形成为上述微LED2a的粘合面,因此,上述移载板1适合于上述微LED2a向规则位置的移载。例如,如上述那样,上述移载板1在用于形成显示器的像素P的移载上是优异的。另外,通过形成上述凸条1a,从而上述移载板1的刚性提高,移载板1的形变变少,能够使形状稳定。因此,使上述凸条1a紧贴于上述微LED2a之际的、上述移载板1的变形较少,能够稳定地发挥粘合力,能够稳定地进行上述移载,能够提高得到的上述移载薄膜的品质。
另外,上述移载板1的粘合力处于150mN/mm
并且,在该实施方式中,能够将3种(3种颜色的)晶圆2的微LED2a移载至1张上述移载薄膜。微LED2a的电极在如此得到的上述移载薄膜的表面露出,因此,上述移载薄膜能够使用于例如如下情形:使该微LED2a的靠电极侧的面以与构成显示器的小型单元的电路基板的电路形成面相对的状态抵接于该电路形成面,在该状态下,将上述移载薄膜的全部的微LED2a一并安装于上述电路基板。因此,能够谋求上述小型单元的制作的效率化。
另外,若作为上述第1粘合性薄膜F1而使用伸缩自如的粘合性薄膜,则通过在切断(切割)晶圆2之后将上述第1粘合性薄膜F1拉伸,能够改变上述第1粘合性薄膜F1上的微LED2a的间距。在该情况下,由于能够在移载前将微LED2a的间距设定为规定间距,因此,作为移载板1,能够使用未形成有上述凸条1a的平板状的移载板。
并且,若作为上述第2粘合性薄膜F2而使用伸缩自如的粘合性薄膜,则即使在变更安装于上述电路基板的微LED2a的间距的情况下,通过使上述第2粘合性薄膜F2伸缩,也能够应对上述间距的变更。
此外,在上述实施方式中,对于微LED2a向第1粘合性薄膜F1的粘合,其是在使微LED2a的电极在表面露出并将微LED2a的与该电极相反的那一侧的面作为粘合侧来进行的,但也可以反过来。即,也可以将微LED2a的电极作为向第1粘合性薄膜F1粘合的粘合侧。
另外,在上述实施方式中,移载了3种颜色的晶圆2的微LED2a,但颜色的数量可以为两种颜色以下,也可以为4种颜色以上。另外,将所移载的元件设为了微LED2a,但该元件也可以是其他类型的元件,例如,可以是Mini LED、不发光的元件等。
并且,在上述实施方式中,将移载板1安装于圆筒状或圆柱状的滚筒T的外周面,一边使该滚筒T旋转一边进行了移载,但也可以是,移载板1不安装于上述滚筒T,在使移载板1为平坦的状态下进行移载。但是,在该情况下,有可能难以将相对于晶圆2的按压载荷和相对于第2粘合性薄膜F2的按压载荷管理为一定。
接着,与以往例一并说明实施例。但是,本发明并不限定于实施例。
实施例
〔实施例〕
〈移载板〉
使用聚丁二烯系液状光固化性树脂作为移载板的形成材料,并利用光刻法来制作了图1所示的形成有多个凸条1a的移载板1。该移载板1为长方形板状(纵向长度276mm×横向长度185mm×厚度2.84mm),在上述移载板1的有效吸附部位配置的上述凸条1a以4.035mm的间距形成有15个,各凸条1a的大小为高度0.791mm×宽度1.1mm×长度80mm。然后,在使用RHESCA公司制造的粘性试验机(TAC-1000、测量探针的面积为78.54mm
〈微LED的移载〉
使用上述移载板1,与上述实施方式同样地,移载了6000万个微LED2a。上述移载板1能够一并粘合1000个微LED2a。因此,为了移载上述6000万个微LED2a,需要6万次的移载。由于1次移载需要5秒钟,因此上述6000万个微LED2a的移载在30万秒钟(大约83小时)完成。此外,在该实施例中,作为第1粘合薄膜,将粘合力为75mN/mm
〔以往例〕
如开头所述,使用芯片安装机将6000万个微LED2a逐个移载。由于1次移载需要0.1秒,因此上述6000万个微LED2a的移载需要600万秒钟(大约69天)。
由上述结果可知,在上述实施例的移载方法中,与以往例的移载方法相比,能够大幅地缩短移载所需的时间。
对于上述实施例而言,虽然示出了本发明的具体形态,但是上述实施例只是例示,并不是限定性的解释。意图在于对于本领域技术人员而言明显的各种变形均在本发明的范围内。
本发明的元件的移载方法和用于该方法的移载板能够使用于一并移载多个微LED等元件的情况。
1、移载板;2a、微LED;F1、第1粘合性薄膜。
- 元件的移载方法和用于该方法的移载板
- 带有衬纸的板状构件移载系统及该移载系统的移载方法