一种加工管桩的方形套箍成型机
文献发布时间:2023-06-19 10:36:57
技术领域
本发明涉及到加工管桩领域,是一种加工管桩的方形套箍成型机。
背景技术
在管桩制作当中有一个管桩与管桩的接头中,都是外圆內方的形式,用板材制作內方时难度较大,如果采用先折叠再焊接方法,成型后变形较大,校正困难。
发明内容
本发明的目的是要提供一种加工管桩的方形套箍成型机。
本发明是这样来实现的:一种加工管桩的方形套箍成型机,其特征是在用槽钢焊接连接成框架,在框架底部焊接油缸连接座,用销钉连接油缸,所述油缸上端有出油口,所述油缸下端有进油口,所述进油口另一端管道连接液压泵;油缸中的活塞杆另一端连接杠杆铰链装置中的活塞杆铰链,杠杆铰链装置的右铰链与短杆连接,所述短杆另一端与杠杆座的杠杆座铰链连接,所述杠杆座是焊接在框架上;所述杠杆铰链装置的左铰链是与滑动套连接,所述滑动套是套在中心轴上,可以上下滑动;所述滑动套上安装一号铰链,所述一号铰链连接一号支撑杆,所述一号支撑杆另一端连接一号滑块铰链,所述一号滑块铰链上端连接在一号滑块上,所述一号滑块焊接在一号拉柱和一号支撑板上,所述框架上装有滑块轨道,一号滑块可以在滑块轨道上左右滑动。
所述框架上端焊接固定加强筋,有四根呈十字状,中间交叉处呈圆形,套在中心轴上。
所述滑动套的四个角安上四个铰链。
所述一号拉柱外套有方形套箍。
由于采用了上述技术方案,把板材按照正四边形的围边长度,剪裁、焊接两个端边放入方形套箍成型机上,一键启动直接成型。
附图说明
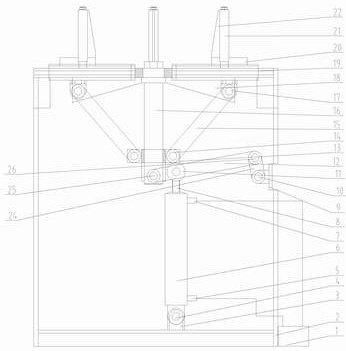
图1为本发明的主视结构示意图。
图2为本发明的俯视结构示意图。
在图中:1、液压泵;2、底架;3、油缸连接座;4、销钉;5、进油口;6、油缸;7、出油口;8、活塞杆;9、杠杆座;10、杠杆座铰链;11、活塞杆铰链;12、杠杆铰链装置;13、滑动套;14、一号铰链;15、一号支撑杆;16、中心轴;17、一号滑块铰链;18、滑块轨道;19、一号滑块;20、一号拉柱;21、一号支撑板;22、加强筋;23、方形套箍;24、短杆;25、左边铰链;26、右边铰链。
具体实施方式
下面结合附图和实施例对本发明作进一步说明。
在图1和图2中,用槽钢焊接连接成框架2,在框架2底部焊接油缸连接座3,用销钉4连接油缸6,所述油缸6上端有出油口7,所述油缸6下端有进油口5,所述进油口5另一端管道连接液压泵1;油缸6中的活塞杆8另一端连接杠杆铰链装置12中的活塞杆铰链11,杠杆铰链装置12的右铰链26与短杆24连接,所述短杆24另一端与杠杆座9的杠杆座铰链10连接,所述杠杆座9是焊接在框架2上;所述杠杆铰链装置12的左铰链25是与滑动套13连接,所述滑动套13是套在中心轴16上,可以上下滑动;在滑动套13的四个角安上四个铰链,这里只是讲述一个铰链的连接关系,所述滑动套13上安装一号铰链14,所述一号铰链14连接一号支撑杆15,所述一号支撑杆15另一端连接一号滑块铰链17,所述一号滑块铰链17上端连接在一号滑块19上,所述一号滑块19焊接在一号拉柱20和一号支撑板21上,所述框架2上装有滑块轨道18,一号滑块19可以在滑块轨道18上左右滑动。
所述框架2上端焊接固定加强筋22,有四根呈十字状,中间交叉处呈圆形,套在中心轴16上。
所述滑动套13的四个角安上四个铰链。
所述一号拉柱20外套有方形套箍23。
所述进油口5和出油口7是给油缸6提供动力的。
为了加强整个方形套箍成型机强度在上端焊接固定四条加强筋,这里只是反映一处加强筋,如图2中标注加强筋22。
动作过程:当需要制作方形套箍时,把板材按照正四边形的围边长度,剪裁、焊接两个端边放入方形套箍成型机上,这时的方形套箍成型机的上面一号拉柱20是在中间的位置,俯视图中只是标注一个拉柱,其他的三个拉柱在正四边形的另三个角上位置,它们与一号拉柱20都是一样的。把焊接的板材放在四个拉柱的外边,给出指令,所述油缸6的进油口5开始进油,出油口7回油,活塞杆8上升,上升活塞杆8顶着杠杆铰链装置12上升,由于右边铰链26与短杆24连接,短杆24又被杠杆座9固定着,这样就杠杆翘起左铰链25上升,左铰链25又连接在滑动套13上那么滑动套13的一号铰链14也要上升,滑动套13是与四个与一号铰链14一样的铰链共同上升,一号铰链14的上升带动一号支撑杆15的上升,由于一号支撑杆15两端都是用铰链连接的,上面的一号滑块铰链17就会推动一号滑块19向右在一号滑块铰链17向右滑动,这里只是反映一个角的拉动,实际上是四个角都是同一号拉柱20一样的向外拉动,这样就很快拉成方形套箍。
- 一种加工管桩的方形套箍成型机
- 一种加工管桩的方形套箍成型机