一种绕嵌扩一体机
文献发布时间:2023-06-19 10:48:02
技术领域
本发明属于电机装配技术领域,具体涉及一种绕嵌扩一体机。
背景技术
电机是指依据电磁感应定律实现电能转换或传递的一种电磁装置,其至少包括定子和转子;定子在生产装配中需要将槽盖纸和线圈等部件装配到定子内圈内,在加工过程中还要实现多次扩张和嵌线加工,目前采用的大多加工模式都是进行单独的机器加工,然后再人工进行搬运逐个加工生产,长时间的生产加工后发现,这样的生产模式费时费力,工作效率低下,自动化程度较低,无法满足企业的生产加工需求。
发明内容
本发明目的是为了克服现有技术的不足而提供一种能够自动完成线圈和定子的上料,并经过三嵌两扩后,将线圈装配到定子上的绕嵌扩一体机。
为达到上述目的,本发明采用的技术方案是:一种绕嵌扩一体机,包括:
可上下升降的三工位转盘,所述三工位转盘上具有三个工位,每个所述工位处设有模具,且三个所述模具处分别对应设有立式绕线机、线圈整理机构和换位组件;
预推纸机构,所述预推纸机构设于所述换位组件的下方,用于将槽盖纸推入载有线圈的模具处;
嵌线机构,所述嵌线机构设于所述预推纸机构一侧,且,所述嵌线机构位于换位组件的下方,所述嵌线机构用于将线圈嵌入定子内;
扩张机构,所述扩张机构设于所述嵌线机构一侧,用于对定子的内圈进行扩张;
定子移动组件,所述定子移动组件设于所述扩张机构的上方,用于抓取上料机构处的定子后,将定子在所述扩张机构和所述嵌线机构之间移动;
上料机构,所述上料机构位于扩张机构一侧,用于进行上料,并将定子传送至定子移动组件下方。
进一步的,所述三工位转盘包括可转动的转盘,在所述转盘的周向上延伸有三个承载板,所述承载板的前端设有容纳槽;模具的周向上设有凸台,所述模具经由凸台卡设在容纳槽内,在所述模具底部的周向处还设有卡槽。
进一步的,所述线圈整理机构包括通过丝杆电机驱动可在滑轨上滑动的滑板,在所述滑板上设有通过升降气缸可上下移动的定位板,在所述定位板上设有定位腔;所述定位板上设有定位块,所述定位块经由定位气缸驱动卡设在卡槽内。
进一步的,所述换位组件包括换位滑轨,所述换位滑轨上设有可滑动的换位板,在所述换位板上设有适配模具的适配腔。
进一步的,所述定子移动组件包括通过丝杆电机驱动可横向移动的升降丝杆电机组件,在所述升降丝杆电机组件上设有可上下移动的定子锁紧组件。
进一步的,所述上料机构包括通过电机可转动的旋转轴,在所述旋转轴上设有可转动的旋转架,所述旋转架上设有若干个定位柱,所述定位柱用于定位定子。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
本发明方案的绕嵌扩一体机,可以预先将线圈和槽盖纸绕、推在对应的模具上,然后将定子传输过来,经由嵌线机构和扩张机构相互配合后进行三嵌两扩后将定子的线圈绕制完成,整体加工过程全自动化完成,提升了加工效率的同时,降低了用工成本,提高了企业的经济效益,具有较好的实用性和推广价值。
附图说明
下面结合附图对本发明技术方案作进一步说明:
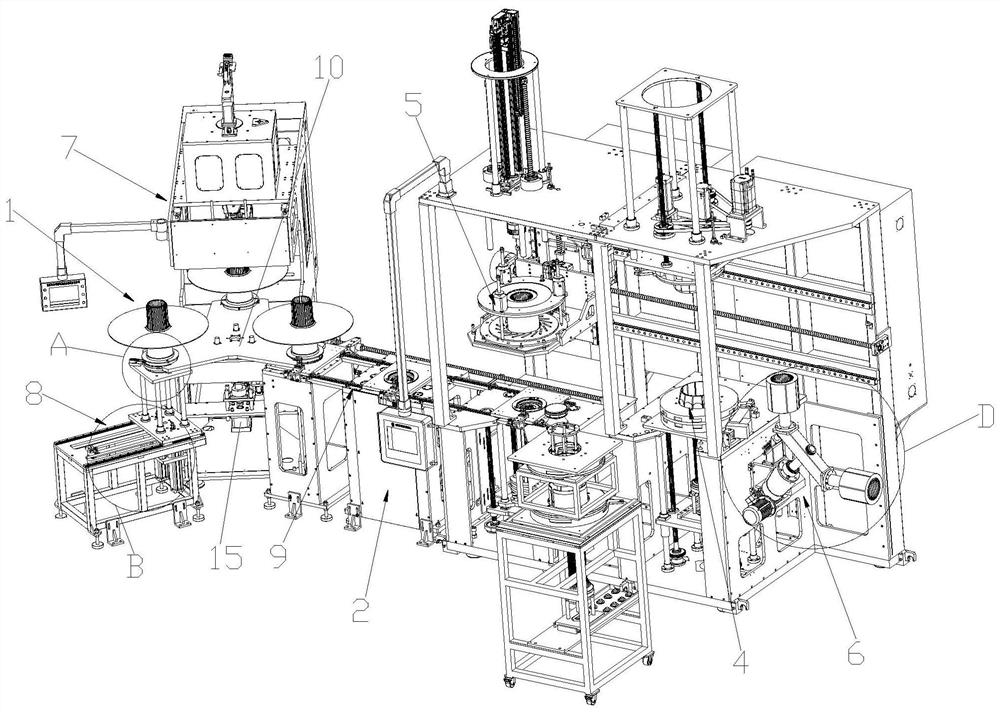
附图1为本发明的结构示意图;
附图2为附图1中A部的放大图;
附图3为附图1中B部的放大图;
附图4为附图1中D部的放大图;
附图5为本发明的另一视角的结构示意图;
附图6为附图1中C部的放大图;
附图7为附图1中E部的放大图;
其中:三工位转盘1、预推纸机构2、嵌线机构3、扩张机构4、定子移动组件5、上料机构6、立式绕线机7、线圈整理机构8、换位组件9、转盘10、承载板11、模具12、凸台13、转盘升降气缸15、丝杆电机50、升降丝杆电机组件51、定子锁紧组件52、电机60、旋转轴61、旋转架62、定位柱63、滑轨80、滑板81、升降气缸82、定位板83、定位块84、定位气缸85、换位滑轨90、换位板91、适配腔92、定子100。
具体实施方式
下面结合附图及具体实施例对本发明作进一步的详细说明。
请参阅附图1-7,本发明一实施例所述的一种绕嵌扩一体机,包括三工位转盘1、立式绕线机7、线圈整理机构8、换位组件9、预推纸机构2、嵌线机构3、扩张机构4、定子移动组件5和上料机构6;所述三工位转盘1上具有三个工位,每个所述工位处设有模具12,且三个所述模具12处分别对应设有立式绕线机7、线圈整理机构8和换位组件9;所述三工位转盘1包括可转动的转盘10,所述转盘1通过转盘升降气缸15可进行上下升降的动作;在所述转盘10的周向上延伸有三个承载板11,所述承载板11的前端设有U形状的容纳槽;模具12的周向上设有凸台13,所述模具12经由凸台13卡设在容纳槽内,在所述模具12底部的周向处还设有卡槽(图中未示出)。
本绕嵌扩一体机工作时,分为两部分同步进行的。
第一部分如下:位于三工位转盘1一侧的立式绕线机7将线圈绕在对应的模具12上,模具12经由转盘10转动到位于线圈整理机构8处,三工位转盘在转动时,转盘10经由升降气缸15驱动往上升起一段距离。
所述线圈整理机构8包括通过丝杆电机驱动可在滑轨80上滑动的滑板81,所述滑板81上设有通过升降气缸82可上下移动的定位板83,定位板83在上下移动时经由四个导向杆进行导向;在所述定位板83上设有定位腔;所述定位板83上设有定位块84,所述定位块84经由定位气缸85驱动卡设在模具12周向的卡槽内。
当载有线圈的模具转动到整理机构处8上方时,转盘升降气缸15往下移动,驱动模具12卡设在定位板83的定位腔内,定位气缸85驱动定位块84往前移动,定位块卡84设在卡槽内,从而将模具12卡设在定位腔内;然后载有线圈的模具通过滑轨80横向滑动出来,再通过升降气缸82将载有线圈的模具下降到合适的距离,工作人员手工对线圈进行整理;整理后,载有线圈的模具回到相应承载板11的容纳槽内,承载板11利用凸台13将模具12顶起后再次转动一定角度后将载有线圈的模具送至换位组件9中。
所述换位组件9包括换位滑轨90,所述换位滑轨90上设有可滑动的换位板91,在所述换位板91上设有适配模具的适配腔92。
当转盘将载有线圈的模具送入到换位组件9中的适配腔92后,模具通过换位滑轨90往右移动至预推纸机构2处,此时模具正好从U形状的容纳槽滑动出来;其中预推纸机构2正好设于所述换位组件9的下方,用于将槽盖纸推入模具的线圈处;推纸完成后,换位组件9将带有槽盖纸和线圈的模具驱动至嵌线机构3的上方。
同时,另一部分也在同步工作,其工作过程如下:
上料机构6包括通过电机60可转动的旋转轴61,在所述旋转轴61上设有可转动的旋转架62,所述旋转架62上设有两个定位柱63,其中一个定位柱横向设置,另一个定位柱竖向设置,且正好位于定子移动组件5的下方,所述定位柱63用于定位定子100;工作时,人工将定子100放入到横向设置的定位柱63上进行定位,然后旋转轴61带动定子100进行转动,使得载有定子的定位柱63位于定子移动组件5的下方,定子移动组件5将定子抓取后送入位于模具的上方;其中,所述定子移动组件5包括通过丝杆电机50驱动可横向移动的升降丝杆电机组件51,在所述升降丝杆电机组件51上设有可上下移动的定子锁紧组件52。
嵌线机构3将模具上的槽盖纸和线圈嵌入定子100的内部,然后定子移动组件5驱动定子进入到扩张机构4处,对定子内圈进行第一次扩张,以第二次的嵌线加工。
定子移动组件5将扩张后的定子再次送入到嵌线机构3的上方,此时另一个载有槽盖纸和线圈和的模具进入到定子的下方,接着嵌线机构3将另一个模具上的槽盖纸和线圈继续嵌入到定子内圈中,然后定子移动组件5驱动定子进入到扩张机构4处,对定子内圈进行第二次扩张,以便第三次的嵌线加工,
最后定子移动组件5将二次扩张后的定子100再次送入到嵌线机构3的上方,此时另一个载有槽盖纸和线圈和的模具进入到定子的下方,接着嵌线机构3将另一个模具上的槽盖纸和线圈继续嵌入到定子内圈中,从而完成了定子内圈的三次嵌线加工,然后定子移动组件5将加工好的定子送入到竖向设置的定位柱内63,接着电机驱动加工好的定子转动一定角度,使加工好的定子变成横向设置,工作人员将定子取出即可。
本发明的绕嵌扩一体机,可以预先将线圈和槽盖纸绕、推在对应的模具上,然后将定子传输过来,经由嵌线机构和扩张机构相互配合后进行三嵌两扩后将定子的线圈绕制完成,整体加工过程全自动化完成,提升了加工效率的同时,降低了用工成本,提高了企业的经济效益,具有较好的实用性和推广价值。
以上仅是本发明的具体应用范例,对本发明的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本发明权利保护范围之内。
- 一种绕嵌扩一体机
- 一种电机定子绕嵌扩一体机