一种小型弯角铜鼻子及制作方法
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及接线端子技术领域,尤其是涉及到一种小型弯角铜鼻子,还涉及到一种小型弯角铜鼻子的制作方法。
背景技术
铜鼻子又称线鼻子、铜接线鼻子、铜管鼻,接线端子等,是用于电线电缆连接到电器设备上的重要连接件。
以往生产铜鼻子产品时,效率较低、成本高、劳动人员占用大,尤其是现有铜鼻子通常采用铜管弯曲的方式进行,但是由于种种原因导致弯曲形变出现不规则,批量生产的产品也存在差异与质量不稳定,不符合生产产品标准化管理的理念。
发明内容
本发明的目的是提供一种小型弯角铜鼻子及制作方法,其通过改进了制作方法使得通过本方案制作的铜鼻子相对现有铜鼻子,更加小型化,尤其是消去了线仓与鼻翼之间的过渡部分,大大节约了铜鼻子本身体积以及用材成本。
针对上述,本发明公开了一种小型弯角铜鼻子,包括线仓和鼻翼,其特征在于,所述线仓和鼻翼固定连接设置,所述鼻翼的一侧端面与线仓的外圆边相切,且所述鼻翼相对线仓带有拐角设置,所述线仓的底部设置有切孔,所述切孔用于鼻翼的冲压定型和降低鼻翼与线仓的连接缓冲结构的厚度。
作为上述方案的进一步设置,所述线仓与鼻翼的连接缓冲部分的材料带有斜面角。
一种小型弯角铜鼻子的制作方法,其特征在于:包括如下步骤:
1)准备管状铜材作为铜鼻子的原材,并对铜管表面进行处理;
2)将准备好的铜管放在折弯模具上,启动模具对铜管进行弯管加工;
3)弯管加工完毕后,取出并按照设计图尺寸在铜管上画出切口线,并通过切割设备沿着切口线进行切口加工;
4)切口加工完毕后,取下弯管将其放入双层冲压模具的上层模腔内,启动冲压机使上模沿着切口位置冲压形成鼻翼;
5)鼻翼冲压完毕后,升起冲压机的顶杆,将带有鼻翼的弯管从上层模腔内取下放入下层模腔内,再次启动冲压机,通过双层冲压模具的中模将鼻翼的固定用螺栓孔以及周边的多余材料切除;
6)二次冲压完毕后取出工件进行表面处理,得到完整的铜鼻子。
优选的,所述双层冲压模具设置有上层模腔以及下层模腔,且所述双层冲压模具内还设置有贯穿上层模腔联通下层模腔的顶杆。
优选的,所述上层模腔和下层模腔可同时工作冲压不同进度的工件。
优选的,所述步骤4)制作完鼻翼后,所述切口因铜管被压扁形成切孔,所述切口为铜管直径的1/3,且所述切孔与鼻翼间设置有斜角面结构用于加强连接。
有益效果:本方案相对于现有技术通过对圆管加工一体化成型,通过改进加工工艺结构,使得线仓和鼻翼之间的过渡部分基本不存在,其次本产品的鼻翼与线仓的边缘相切,使得本方案生产的铜鼻子固定于设备时更加稳定,其通过简单的切口冲压解决了当前铜鼻子加工存在连接部的资源浪费,冲压困难易损坏等问题,相对于现有的铜鼻子,大大节省了材料缩小了体积,减轻了生产成本、运输成本。
附图说明
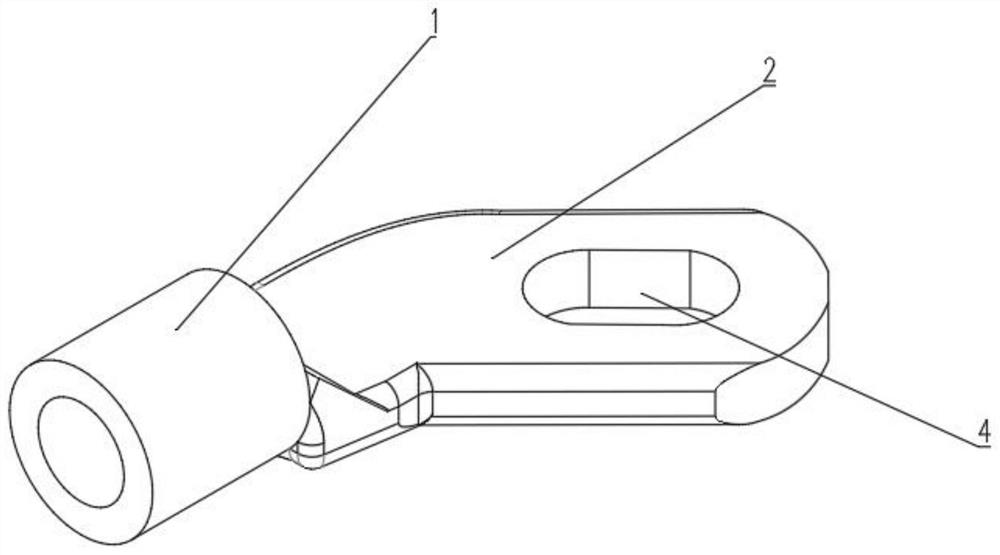
图1为本方案铜鼻子的侧面结构示意图。
图2为本方案铜鼻子的正面结构示意图。
附图说明:1、线仓;2、鼻翼;3、切孔;4、螺栓孔。
具体实施方式
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在相互不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
如图1-2所示的一种小型弯角铜鼻子,包括线仓1和鼻翼2,其特征在于,所述线仓1和鼻翼2固定连接设置,所述鼻翼2的一侧端面与线仓1的外圆边相切,且所述鼻翼2相对线仓1带有拐角设置,所述线仓1的底部设置有切孔3,所述切孔3用于鼻翼2的冲压定型和降低鼻翼2与线仓1的连接缓冲结构的厚度。
作为上述方案的进一步设置,所述线仓1与鼻翼2的连接缓冲部分的材料带有斜面角。
一种小型弯角铜鼻子的制作方法,其特征在于:包括如下步骤:
1)准备管状铜材作为铜鼻子的原材,并对铜管表面进行处理;
2)将准备好的铜管放在折弯模具上,启动模具对铜管进行弯管加工;
3)弯管加工完毕后,取出并按照设计图尺寸在铜管上画出切口线,并通过切割设备沿着切口线进行切口加工;
4)切口加工完毕后,取下弯管将其放入双层冲压模具的上层模腔内,启动冲压机使上模沿着切口位置冲压形成鼻翼2;
5)鼻翼2冲压完毕后,升起冲压机的顶杆,将带有鼻翼2的弯管从上层模腔内取下放入下层模腔内,再次启动冲压机,通过双层冲压模具的中模将鼻翼2的固定用螺栓孔4以及周边的多余材料切除;
6)二次冲压完毕后取出工件进行表面处理,得到完整的铜鼻子。
优选的,所述双层冲压模具设置有上层模腔以及下层模腔,且所述双层冲压模具内还设置有贯穿上层模腔联通下层模腔的顶杆。
优选的,所述上层模腔和下层模腔可同时工作冲压不同进度的工件。
优选的,所述步骤4)制作完鼻翼2后,所述切口因铜管被压扁形成切孔3,所述切口为铜管直径的1/3,且所述切孔3与鼻翼2间设置有斜角面结构用于加强连接。
本方案相对于现有技术通过对圆管加工一体化成型,通过改进加工工艺结构,使得线仓和鼻翼之间的过渡部分基本不存在,其次本产品的鼻翼与线仓的边缘相切,使得本方案生产的铜鼻子固定于设备时更加稳定,其通过简单的切口冲压解决了当前铜鼻子加工存在连接部的资源浪费,冲压困难易损坏等问题,相对于现有的铜鼻子,大大节省了材料缩小了体积,减轻了生产成本、运输成本。
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
- 一种小型弯角铜鼻子及制作方法
- 一种铜鼻子及其制作方法