一种网络滤波器外壳的加工方法及其制品
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及一种电子元件及其加工方法,尤其涉及一种网络滤波器外壳的加工方法及其制品。
背景技术
在现有带金属端子引脚的电子元件外壳的加工工艺中,主要存在以下两点不足:
(1)端子引脚成型与端子引脚折弯,需要至少两套模具及至少两个工序才能完成,工艺复杂,效率低;
(2)没有内连杆结构,注塑完成后.再折弯端子引脚.再利用外连杆连接每个外壳上的端子引脚进行导电电镀上电镀保护层,电镀后再进行切外连杆,而且后续切断外连杆的位置没有电镀上保护层,就会露出铜,时间久了就会被氧化,后续客户端焊锡时,就会出现焊接不上,影响电性接通,产品在PCB板上的附着力低,不牢固;
(3)错位引脚包括料带部分以及成型在料带一侧的若干端子引脚,若干端子引脚排布成一排,且相邻端子引脚之间保持一定间隙。现有技术的端子引脚由于间距过小,在焊锡作业过程中容易出现连锡,造成外观及功能上不良,同时过窄的间距提高了理漆包线作业的难度,降低了工作效率。
发明内容
针对上述不足,本发明的目的在于提供一种网络滤波器外壳的加工方法,可大幅简化了工艺,提高加工效率与产品质量。
本发明的目的还在于提供实施上述加工方法加工出的网络滤波器外壳,结构设计合理,不但利于后续绕线顺利快速进行,提升工作效率;而且,在后续将其焊接到PCB板上时,能够顺利爬锡包裹焊接端,提高焊接牢固度,防止虚焊产生,确保导电性良好,提升产品安全性能。
本发明为达到上述目的所采用的技术方案是:
一种网络滤波器外壳的加工方法,其特征在于,包括以下步骤:
(1)端子引脚冲压一体折弯成型:
(1.1)冲压内预切槽:在料片上冲压出数条内预切槽;
(1.2)冲压成型端子引脚:在料片上对应于每条内预切槽位置分别冲压出数根端子引脚,获得与数条内预切槽一一对应的数组端子引脚组,并在料片两侧形成有将数组端子引脚组连接于一体的内连杆与外连杆;
(1.3)冲压外预切槽:在数组端子引脚组上靠近外连杆一侧分别冲压出数个外预切槽,且端子引脚组的每根端子引脚上分别对应形成一个外预切槽;
(1.4)冲压弯折:对数组端子引脚组进行同时冲压弯折,并分别在每一根端子引脚上形成一第一弯折部,且该第一弯折部形成于内预切槽与外预切槽之间,形成半成品;
(2)注塑成型塑胶壳:将半成品两两对称设置,在对称设置的半成品上注塑形成数个塑胶壳,且每个塑胶壳形成于对称设置的两个半成品上的两组端子引脚组的第一弯折部上,并在塑胶壳上形成有外端子引脚组与内端子引脚组,外端子引脚组与外连杆连接,内端子引脚组与内连杆连接;
(3)折弯切外连杆一体成型:对外端子引脚组进行同时冲压弯折,并分别在每一根外端子引脚上形成一第二弯折部与一第三弯折部,且该第二弯折部与第三弯折部形成于第一弯折部与外预切槽之间;同时,沿外预切槽将外连杆切除;
(4)电镀:对外端子引脚组与内端子引脚组表面进行电镀,使得外端子引脚组与内端子引脚组外表面分别形成金属保护层;
(5)去内连杆制得成品:整体放入治具轨道内定位好,沿着内预切槽将内连杆掰掉,内连杆从塑胶壳上的内端子引脚组处脱离,制得数个带金属端子引脚的网络滤波器外壳。
作为本发明的进一步改进,在所述步骤(1.1)中:在料片上下表面分别冲压出相对应的数条预切半槽,料片上下表面每相对应的两条预切半槽形成一条内预切槽。
作为本发明的进一步改进,所述步骤(1.2)包括以下步骤:
(1.2.1)先在料片上对应于每条内预切槽位置分别冲压出数根内端子引脚;
(1.2.2)再在料片上冲压出与内端子引脚一一对应连接的数根外端子引脚,形成数组端子引脚组。
作为本发明的进一步改进,在所述步骤(1.2.1)中,在冲压出数根内端子引脚时,同时在数根内端子引脚上靠近内预切槽的位置两侧分别形成一挂线槽。
作为本发明的进一步改进,在所述步骤(1.3)中,在外预切槽远离外连杆的内侧边上形成有爬锡斜面。
作为本发明的进一步改进,在所述步骤(4)中,在外端子引脚组与内端子引脚组表面电镀金属镍或金属锡。
作为本发明的进一步改进,在所述步骤(2)与所述步骤(3)之间,还包括烘烤步骤,以135℃-145℃温度下烘烤2h-3h。
作为本发明的进一步改进,进行烘烤步骤后,进行毛边处理步骤:将烘烤后的半成品放入喷砂机的轨道内,打开输送带调整喷砂枪头,对准半成品所需处理毛边部位;打开喷砂枪头的气压开关,将气压调整为25-35KG;打开吸砂机,再打开输送带和各喷砂气压,进行喷砂去除毛边。
实施上述方法加工出的网络滤波器外壳,其特征在于,包括一塑胶壳、及设置于塑胶壳相对两侧的两组端子引脚组,其中,该端子引脚组由数根端子引脚平行排列组成,每根端子引脚主要由外端子引脚与内端子引脚一体连接而成,且在该外端子引脚与内端子引脚之间形成有嵌入塑胶壳内的第一弯折部,在该外端子引脚上且位于塑胶壳外侧形成有第二弯折部与第三弯折部;在该第一弯折部上形成有一错位引脚。
作为本发明的进一步改进,在所述外端子引脚端部形成有一焊接端,在该焊接端上形成有爬锡斜面。
作为本发明的进一步改进,在所述内端子引脚相对的两侧边上分别形成有挂线槽。
作为本发明的进一步改进,在所述塑胶壳下端面对应于两组端子引脚组位置分别形成有一割线槽,且该割线槽位于外端子引脚与内端子引脚之间。
作为本发明的进一步改进,在所述塑胶壳内侧面上对应于内端子引脚位置处分别形成有一理线槽。
作为本发明的进一步改进,在所述塑胶壳两端分别形成有一半挡墙。
本发明的有益效果为:
(1)本发明网络滤波器外壳的加工方法,通过一套冲压模具,一道工序即可一次性成型端子引脚与折弯结构,大幅简化了工艺,提高加工效率。
(2)通过成型内连杆与外连杆将数组端子引脚组连接于一体,便于后续能对数组端子引脚组同时进行各工序,提高加工效率与产品质量。具体的,由外连杆的连接作用,将端子引脚组的数个端子引脚连接于一体,便于后续在相对设置的两组端子引脚组上注塑成型塑胶壳;由内连杆的连接作用,可提高整个半成品中端子引脚的强度与牢固度,防止端子引脚被折弯变形;而且内连杆的作用还在于,连接数个外壳上的端子引脚,通过内连接导电传递至数个端子引脚,将端子引脚全包围的电镀上金属镀层保护层。
(3)将电镀工序放在端子引脚折弯与外连杆切除工序之后,不但可保证在端子引脚表面均电镀上保护层,而且电镀保护层不会受损坏,从而保障整个产品的质量,利于后续客户端将产品的端子引脚稳固的焊接在PCB板上。
(4)本发明网络滤波器外壳,结构设计合理,不但利于后续绕线顺利快速进行,提升工作效率;而且,在后续将其焊接到PCB板上时,能够顺利爬锡包裹焊接端,提高焊接牢固度,防止虚焊产生,确保导电性良好,提升产品安全性能。
上述是发明技术方案的概述,以下结合附图与具体实施方式,对本发明做进一步说明。
附图说明
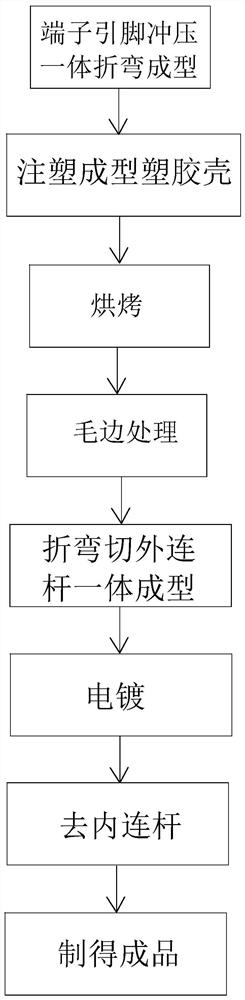
图1为本发明的流程图;
图2为本发明步骤(1.1)的结构示意图;
图3为本发明步骤(1.2.1)的结构示意图;
图4为本发明步骤(1.2.2)的结构示意图;
图5为本发明步骤(1.3)的结构示意图;
图6为本发明步骤(1.4)的结构示意图;
图7为本发明步骤(2)的结构示意图;
图8为本发明步骤(3)的结构示意图;
图9为本发明中网络滤波器外壳的正面结构示意图;
图10为本发明中网络滤波器外壳的背面结构示意图。
具体实施方式
为更进一步阐述本发明为达到预定目的所采取的技术手段及功效,以下结合附图及较佳实施例,对本发明的具体实施方式详细说明。
请参照图1,本发明实施例提供一种网络滤波器外壳的加工方法,包括以下步骤:
(1)端子引脚冲压一体折弯成型:
(1.1)冲压内预切槽:在料片1上冲压出数条内预切槽11,料片1可选用铜片,如图2所示;
(1.2)冲压成型端子引脚:在料片1上对应于每条内预切槽11位置分别冲压出数根端子引脚120,获得与数条内预切槽11一一对应的数组端子引脚组12,并在料片1两侧形成有将数组端子引脚组12连接于一体的内连杆13与外连杆14,如图3与图4所示;
(1.3)冲压外预切槽:在数组端子引脚组12上靠近外连杆14一侧分别冲压出数个外预切槽15,且端子引脚组12的每根端子引脚120上分别对应形成一个外预切槽15,如图5所示;
(1.4)冲压弯折:对数组端子引脚组12进行同时冲压弯折,具体折弯90°,并分别在每一根端子引脚120上形成一第一弯折部16,且该第一弯折部16形成于内预切槽11与外预切槽15之间,形成半成品,如图6所示;
(2)注塑成型塑胶壳:将半成品10两两对称设置,在对称设置的半成品10上注塑形成数个塑胶壳2,且每个塑胶壳2形成于对称设置的两个半成品10上的两组端子引脚组12的第一弯折部16上,并在塑胶壳2上形成有外端子引脚组121与内端子引脚组122,外端子引脚组121与外连杆14连接,内端子引脚组122与内连杆13连接,如图7所示;
(3)折弯切外连杆一体成型:对外端子引脚组121进行同时冲压弯折,并分别在每一根外端子引脚上形成一第二弯折部17与一第三弯折部18,且该第二弯折部17与第三弯折部18形成于第一弯折部16与外预切槽15之间;同时,沿外预切槽15将外连杆14切除,如图8所示;
(4)电镀:对外端子引脚组121与内端子引脚组122表面进行电镀,使得外端子引脚组121与内端子引脚组122外表面分别形成金属保护层;具体的,在外端子引脚组121与内端子引脚组122表面电镀金属镍或金属锡。
(5)去内连杆制得成品:整体放入治具轨道内定位好,沿着内预切槽将内连杆掰掉,内连杆从塑胶壳上的内端子引脚组处脱离,制得数个带金属端子引脚的网络滤波器外壳,如图9所示;
(6)全检:同步全检网络滤波器外壳的塑胶壳及端子引脚的外观,全检完后通过治具轨道将数个网络滤波器外壳推进吸塑管内进行包装,保护端子引脚,防止撞歪斜变形。
本年实施例在进行步骤(1)之前,先进行修边步骤,对料片1两侧边(即后续的内连杆13边缘与外连杆14边缘)进行修边,确保冲压时料片1送料顺畅,料片1平整,内连杆13与外连杆14两端尺寸精准,便于在后续制程中,端子引脚摆放在注塑模具内可以精准定位封胶。
本实施例采用双下模转盘注塑机进行注塑工艺,注塑效率高。
本实施例步骤(1),在将料片1放到一套冲压模具中,出来后即可成型数组端子引脚组12与折弯结构,即由一道工序即可一次性成型端子引脚与折弯结构,大幅简化了工艺,提高加工效率。
在所述步骤(1.1)中:在料片1上下表面分别冲压出相对应的数条预切半槽,料片上下表面每相对应的两条预切半槽形成一条内预切槽11。在后续端子引脚120成型后,即可在端子引脚120双面都有预切半槽,便于后续能将内连杆13快速折断。
所述步骤(1.2)包括以下步骤:
(1.2.1)先在料片1上对应于每条内预切槽11位置分别冲压出数根内端子引脚1201,如图3所示;
(1.2.2)再在料片1上冲压出与内端子引脚1201一一对应连接的数根外端子引脚1202,形成数组端子引脚组12,如图4所示。
经过步骤(1.2)成型数组端子引脚组12后,由内连杆13与外连杆14将数组端子引脚组12连接于一体,便于后续能对数组端子引脚组12同时进行各工序,提高加工效率与产品质量。具体的,由外连杆14的连接作用,将端子引脚组12的数个端子引脚120连接于一体,便于后续在相对设置的两组端子引脚组12上注塑成型塑胶壳;由内连杆13的连接作用,可提高整个半成品中端子引脚120的强度与牢固度,防止端子引脚120被折弯变形。
在所述步骤(1.2.1)中,在冲压出数根内端子引脚1201时,同时在数根内端子引脚1201上靠近内预切槽11的位置两侧分别形成一挂线槽19,如图3所示。
本实施例步骤(1.3)通过冲压出外预切槽,便于后续将外连杆14从端子引脚组12上切除。
同时,在所述步骤(1.3)中,在外预切槽15远离外连杆14的内侧边上形成有爬锡斜面12022,如图7所示。在将外连杆14切除后,就会在端子引脚120的端部露出爬锡斜面12022,后续客户端在焊板时,焊锡能够通过爬锡斜面12022轻松的爬锡,提高焊锡附着力。
在所述步骤(2)与所述步骤(3)之间,还包括烘烤步骤,以135℃-145℃温度下烘烤2h-3h,以释放产品内应力。
进行烘烤步骤后,进行毛边处理步骤:将烘烤后的半成品放入喷砂机的轨道内,打开输送带调整喷砂枪头,对准半成品所需处理毛边部位;打开喷砂枪头的气压开关,将气压调整为25-35KG;打开吸砂机,再打开输送带和各喷砂气压,进行喷砂去除毛边。
在本实施例中,如图6至图8所示,可以在一条料片1上一次成型10组端子引脚组12后,再在两片一样的料片1上成型10个塑胶壳,可大幅提高加工效率。经过步骤(5)之后,即可一次性获得10个成品。当然,还可以根据具体需要增减一次成型成品的数量。
本实施例网络滤波器外壳的加工方法,通过一套冲压模具,一道工序即可一次性成型端子引脚与折弯结构,大幅简化了工艺,提高加工效率。同时,通过成型内连杆13与外连杆14将数组端子引脚组12连接于一体,便于后续能对数组端子引脚组12同时进行各工序,提高加工效率与产品质量。具体的,由外连杆14的连接作用,将端子引脚组12的数个端子引脚120连接于一体,便于后续在相对设置的两组端子引脚组12上注塑成型塑胶壳;由内连杆13的连接作用,可提高整个半成品中端子引脚120的强度与牢固度,防止端子引脚120被折弯变形。同时,将电镀工序放在端子引脚折弯与外连杆切除工序之后,不但可保证在端子引脚表面均电镀上保护层,而且电镀保护层不会受损坏,从而保障整个产品的质量,利于后续客户端将产品的端子引脚稳固的焊接在PCB板上。
本发明实施例还提供了实施上述法加工出的网络滤波器外壳,如图9与图10所示,包括一塑胶壳2、及设置于塑胶壳2相对两侧的两组端子引脚组12,其中,该端子引脚组12由数根端子引脚120平行排列组成,每根端子引脚120主要由外端子引脚1202与内端子引脚1201一体连接而成,且在该外端子引脚1202与内端子引脚1201之间形成有嵌入塑胶壳2内的第一弯折部16,在该外端子引脚1202上且位于塑胶壳2外侧形成有第二弯折部17与第三弯折部18。
在本实施例中,在该内端子引脚1201相对的两侧边上分别形成有挂线槽19。同时,在所述塑胶壳2下端面对应于两组端子引脚组12位置分别形成有一割线槽21,且该割线槽21位于外端子引脚1202与内端子引脚1201之间。因产品的塑胶壳2内腔需要布置磁芯,磁芯圈绕漆包线,漆包线要缠绕在内端子引脚1201的挂线槽19内,漆包线绕完几圈后固定在内端子引脚1201上。每根内端子引脚1201缠好的漆包线留下的线头顺着割线槽21用刀片切断。割线槽21的设置,有利于平稳割断线,位置精准,提升工作效率。
在本实施例中,在所述外端子引脚1202端部形成有一焊接端12021,在该焊接端12021上形成有爬锡斜面12022。外端子引脚1202端部设置焊接端2021,并在焊接端12021上形成爬锡斜面12022,目的是为了制得的网络滤波器外壳的焊脚部位为楔形结构的焊接端,使外壳焊脚部与PCB板焊接时容易焊锡,有利于锡顺着楔形结构的斜面(即爬锡斜面12022)爬锡包裹焊接端12021,提高焊接牢固度,防止虚焊产生,确保导电性良好,提升产品安全性能。
在本实施例中,在所述第一弯折部16上形成有一错位引脚161,如图5所示。错位引脚161的设置,有利于网络滤波器外壳在绕线时有足够的引脚间距空间来绕线,以提升绕线效率。同时,错位引脚161的设置,可防止网络滤波器外壳的端子引脚焊锡时,两个端子引脚之间出现连锡现象,从而可有效防止出现短路不良的现象。
在本实施例中,在所述塑胶壳2内侧面上对应于内端子引脚1201位置处分别形成有一理线槽22。
理线槽22的设置有以下三个优点:
(1)有利于漆包线顺着理线槽22绕线至内端子引脚1201的挂线槽19上固定,从而提高绕线效率;
(2)有利于漆包线与前一内端子引脚1201上的漆包线彼此隔离,防止短路不良;
(3)有利于缩短漆包线与内端子引脚1201之间的距离,如果漆泡线离内端子引脚1201绕线位置较远,焊锡时白线过长容易造成漆泡线短路及断线现象发生。
同时,所述塑胶壳2两端分别形成有一半挡墙23。设置半挡墙23的目的是,有利于为外壳边缘最边上一支端子引脚留有足够的空间,以便于4个最边上排例的端子引脚绕线,提升绕线工作效率。
在本实施例中,塑胶壳2上表面为纹路面,有利于表面印字清晰;四周侧面为光面;下表面的内侧面为纹路面,有利于磁芯放入内腔点胶固定更牢固。
同时,在塑胶壳2上成型正面角位与反面角位,在后续工序中,起到定位的作用。
本发明网络滤波器外壳,结构设计合理,不但利于后续绕线顺利快速进行,提升工作效率;而且,在后续将其焊接到PCB板上时,能够顺利爬锡包裹焊接端,提高焊接牢固度,防止虚焊产生,确保导电性良好,提升产品安全性能。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故采用与本发明上述实施例相同或近似的技术特征,而得到的其他结构,均在本发明的保护范围之内。
- 一种网络滤波器外壳的加工方法及其制品
- 一种网络滤波器外壳L型金属引脚结构及其生产工艺