一种行星架加工设备及其加工工艺
文献发布时间:2023-06-19 11:21:00
技术领域
本申请涉及行星架加工的领域,尤其是涉及一种行星架加工设备及其加工工艺。
背景技术
行星架是行星齿轮传动装置的主要构件之一,其用于安装行星轮轴或者轴承,行星架的加工精度会影响整个行星结构;行星架的一部分原料为圆环,加工时需要分别对圆环的内圈和外圈进行车削加工。
相关技术中,加工行星架时,首先用三爪卡盘将圆环外壁夹紧,并对圆环外壁进行铣削加工,对圆环外壁加工时,先将圆环一端用三爪卡盘夹紧,对另一端进行车削加工,再将圆环翻转,用三爪卡盘将已经加工的一端夹紧,再对未加工的一端进行车削。
针对上述中的相关技术,发明人认为,对圆环内圈和外圈加工时,需要人员将圆环重新夹持,存在有操作较为不便的缺陷。
发明内容
为了便于人员对行星架进行加工,本申请提供一种行星架加工设备及其加工工艺。
本申请提供的一种行星架加工设备及其加工工艺采用如下的技术方案:
第一方面,本申请提供一种行星架加工设备,采用如下的技术方案:
一种行星架加工设备,包括机架,还包括内夹持装置、外夹持装置以及切割装置,所述内夹持装置包括多个内夹持块和内驱动组件,所述外夹持装置包括外驱动组件和多个外夹持块,设定所述机架上有一基准圆,多个所述内夹持块沿所述基准圆的周向间隔分布,且每一所述内夹持块沿所述基准圆的直径方向与所述机架滑动连接,所述内驱动组件用于带动多个所述内夹持块运动,每一所述外夹持块沿所述基准圆的直径方向与所述机架滑动连接,所述外驱动组件用于带动多个所述外夹持块运动,所述外夹持块设于所述内夹持块远离基准圆的圆心一侧。
通过采用上述技术方案,作业时,将圆环套于多个内夹持块外,再由外驱动组件驱动多个外夹持块朝向基准圆的轴线一侧运动,便可由多个外夹持组件将圆环夹持,将圆环夹持后,切割装置对圆环内壁进行切割,切割完成后,内驱动组件带动内夹持块运动,直至内夹持块与圆环内壁抵接,便可将圆环固定,再由外驱动组件带动外夹持块将圆环松开,便可由切割装置继续进行切割加工;通过设置内夹持装置和外夹持装置对圆环进行轮流夹持,无需人员对圆环进行重复夹持,从而便于人员对行星架进行加工。
可选的,所述外夹持块和所述外驱动组件一一对应设置,所述外驱动组件包括螺杆和第一电机,所述螺杆的轴线与所述基准圆的直径方向重合,所述螺杆转动连接于所述机架上,所述第一电机用于驱动所述螺杆转动,所述外夹持块与所述螺杆螺纹连接。
通过采用上述技术方案,外驱动组件带动外夹持块运动,第一电机带动螺杆转动,螺杆转动的过程中带动外夹持块沿螺杆轴线方向运动,当多个外夹持块同时将圆环外壁夹紧时,便可将圆环固定;通过设置一个外驱动组件控制一个外夹持块的方式,可使得若圆环外缘上的点距离基准圆轴线的距离不相等时,依然可以由多个外夹持组件分别驱动外夹持块运动以将圆环夹紧。
可选的,所述内驱动组件包括支撑座、驱动盘、第二电机和多个楔形块,所述支撑座与所述机架固定连接,所述驱动盘与所述支撑座转动连接,所述第二电机用于驱动所述驱动盘转动,所述楔形块与所述驱动盘固定连接,且多个所述楔形块沿基准圆的周向间隔分布,所述楔形块包括有一楔面,所述楔面沿所述基准圆的周向朝向远离所述基准圆的圆心一侧倾斜,所述内夹持块沿所述楔面的倾斜方向与所述楔形块滑动连接。
通过采用上述技术方案,内驱动组件带动多个内夹持块运动时,第二电机带动驱动盘转动,驱动盘带动多个楔形块同步转动,楔形块沿基准圆的周向转动时,楔形块运动时推动内夹持块沿基准圆的直径方向运动,内夹持块运动时便可将圆环内圈夹紧,由于多个内夹持块沿基准圆的周向分布,因此采用楔形块推动内夹持块的作业方式可以将多个内夹持块同步推动,便于多个内夹持块将圆环的内壁同时夹紧。
可选的,所述切割装置包括支撑架、第一直线驱动件、转动杆、第三电机、切割刀和第二直线驱动件,所述支撑架沿所述基准圆的轴线方向与所述机架滑动连接,所述第一直线驱动件用于驱动所述支撑架运动,所述转动杆与所述机架转动连接,且所述转动杆的转动轴线与所述基准圆的轴线重合,所述第三电机用于驱动所述转动杆转动,所述切割刀沿所述基准圆的直径方向与所述转动杆滑动连接,所述第三电机用于驱动所述切割刀运动。
通过采用上述技术方案,切割装置进行切割时,第一直线驱动件带动支撑架朝向圆环处运动,支撑架就位后,第三电机带动转动杆转动,转动杆转动时带动切割刀转动,同时,第二直线驱动件带动切割刀沿基准圆的直径方向运动,便可对圆环进行切割作业;此种驱动方式结构简单,可对圆环进行不同直径的切割作业,同时,利用同一切割装置对圆环的内外壁进行切割作业,可提高切割后的圆环内外径的同轴度。
可选的,所述外夹持装置还包括传感组件,所述传感组件包括控制器和多个压力传感器,所述控制器与每一所述第一电机电性连接,且所述控制器与每一所述压力传感器电性连接,所述压力传感器和所述外夹持块一一对应设置,所述压力传感器固接于所述外夹持块靠近基准圆的轴线一侧壁。
通过采用上述技术方案,外夹持块将圆环外壁夹持时,当压力传感器感应到的压力值达到预先设定值时。控制器控制第一电机停止运动,从而便可将圆环夹紧,通过设置传感组件可使得每一外夹持块夹持圆环外壁的力度相同,从而可将圆环夹持的更加牢固。
可选的,机架侧壁固接多个垫料块,所述垫料块与所述机架固定连接,垫料块用于与圆环接触,所述机架和圆环之间形成避让间隙。
通过采用上述技术方案,将圆环与机架用垫料块分隔,可减少切割刀作业的过程中将机架划伤。
可选的,还包括多个挤压组件,所述挤压组件包括第三直线驱动件、推料块和驱动缸,所述第三直线驱动件用于驱动所述驱动缸朝向基准圆轴线一侧做往返运动,所述推料块与所述外夹持块设于所述机架的同侧,所述推料块沿所述基准圆的轴线方向与所述机架滑动连接,所述驱动缸用于驱动所述推料块运动。
通过采用上述技术方案,外夹持组件和内夹持组件将圆环夹紧前,第三直线驱动件带动驱动缸运动至圆环处,再由推料块将圆环限定在一定的范围内,并在推料块和圆环之间留有一定间隙,以减少夹持的圆环的过程中圆环倾斜幅度过大。
第二方面,本申请提供一种行星架加工工艺,采用如下的技术方案:
一种行星架加工工艺,包括以下步骤:
S1:将圆环套于多个所述内夹持块外部;
S2:由外驱动组件驱动多个外夹持块运动,将圆环夹持;
S3:由切割装置对圆环进行加工;
S4:内驱动组件驱动内加持块运动,直至每一内夹持块与圆环内壁抵接;
S5:外夹持装置松开圆环,由切割装置对圆环外壁进行加工;
S6:内夹持装置松开圆环,人员将圆环取走。
通过采用上述技术方案,作业时,将圆环套在内夹持块外部,此时圆环与内夹持块之间留有间隙,之后由外驱动组件驱动外夹持块将圆环外壁夹紧,将圆环夹紧后,由切割装置对圆环内壁进行切割加工,由于切割刀沿基准圆的周向转动,且内夹持块沿基准圆的周向分布,因此由内夹持块将内圈切割完成的圆环夹持时,可保证圆环内圈与基准圆的同轴度,再由切割装置对圆环外圈加工,可保证圆环外圈与基准圆的同轴度,从而可保证圆环内外圈的同轴度;另外,由于此种作业方式无需人员将圆环拿到别处进行二次夹持,便于人员进行切割加工作业。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过设置内夹持装置和外夹持装置,无需人员将工件挪动至别处进行二次装夹定位,从而便于人员进行加工作业;
2.通过设置传感组件可将圆环夹持的更加牢固;
3.通过设置挤压组件可将圆环固定,减少圆环发生晃动。
附图说明
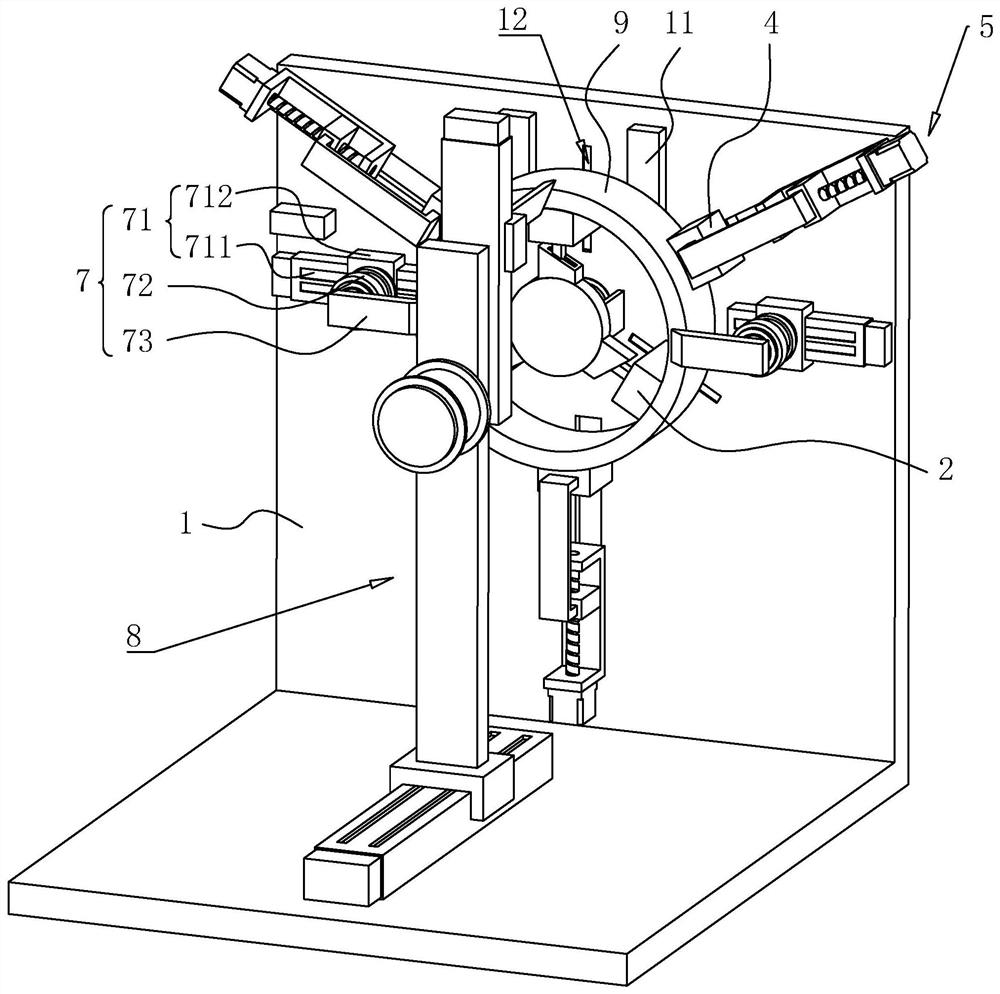
图1是本申请实施例的整体结构示意图;
图2是本申请实施例中内驱动组件的结构示意图;
图3是本申请实施例中外驱动组件、传感组件和挤压组件的结构示意图;
图4是本申请实施例中切割装置的结构示意图。
附图标记说明:1、机架;11、垫料块;12、第一导向槽;13、第三导向槽;2、内夹持块;21、第一导向块;22、第二导向块;3、内驱动组件;31、支撑座;32、第二电机;33、驱动盘;34、楔形块;341、楔面;342、第二导向槽;4、外夹持块;41、第三导向块;42、嵌槽;5、外驱动组件;51、安装座;52、第一电机;53、螺杆;54、转接块;6、传感组件;61、控制器;62、压力传感器;7、挤压组件;71、第三直线驱动件;711、第三导向台;712、第三承载滑台;72、驱动缸;73、推料块;8、切割装置;81、第一直线驱动件;811、第一导向台;812、第一承载滑台;82、支撑架;83、第三电机;84、转动杆;85、第二直线驱动件;851、第二导向台;852、第二承载滑台;86、切割刀;9、圆环。
具体实施方式
以下结合附图1-4对本申请作进一步详细说明。
本申请实施例公开一种行星架加工设备。参照图1,一种行星架加工设备包括机架1、内夹持装置、外夹持装置、挤压组件7以及切割装置8。
参照图1,机架1呈L型设置,设定机架1上有一基准圆,基准圆的轴线水平设置且与机架1侧壁垂直;机架1侧壁通过螺丝固定连接有2个垫料块11,垫料块11用于与圆环9接触,机架1和圆环9之间形成避让间隙。
参照图1和图2,内夹持装置包括3个内夹持块2和1个内驱动组件3;内驱动组件3包括支撑座31、第二电机32、驱动盘33和3个楔形块34;机架1侧壁开设有3个第一导向槽12,第一导向槽12和内夹持块2一一对应设置,第一导向槽12的开设方向与基准圆的直径重合,内夹持块2侧壁焊接有第一导向块21,第一导向块21沿基准圆的直径方向滑动连接于第一导向槽12内。
参照图1和图2,支撑座31呈L型,支撑座31焊接于机架1侧壁,第二电机32的电机壳与支撑座31通过螺丝固定连接,第二电机32的输出轴与驱动盘33通过键连接的方式同轴固定连接,驱动盘33为圆盘形,驱动盘33的轴线、驱动盘33的转动轴线以及基准圆的轴线三线重合;楔形块34焊接于驱动盘33外壁,且3个楔形块34沿基准圆的周向均匀分布;楔形块34包括有一楔面341,楔面341沿基准圆的周向朝向远离基准圆的圆心一侧倾斜,楔形块34于楔面341开设有第二导向槽342,第二导向槽342沿楔面341的倾斜方向设置,内夹持块2靠近楔形块34的一侧焊接有第二导向块22,第二导向块22沿楔面341的倾斜方向滑动连接于第二导向槽342内,本实施例中第二导向槽342为T型槽,第二导向块22为T型块。
参照图1和图3,外夹持装置包括3个外驱动组件5、3个外夹持块4和1个传感组件6,一个外夹持块4和一个外驱动组件5一一对应设置,外夹持块4设于内夹持块2远离基准圆的圆心一侧,外夹持块4沿基准圆的直径方向与机架1滑动连接,机架1侧壁沿基准圆的直径方向开设有3个第三导向槽13,外夹持块4侧壁焊接有第三导向块41,第三导向块41沿基准圆的直径方向滑动连接于第三导向槽13内。传感组件6包括1个控制器61和3个压力传感器62,控制器61与每一第一电机52电性连接,且控制器61与每一压力传感器62电性连接,压力传感器62和外夹持块4一一对应设置;外夹持块4靠近基准圆轴线的一面开设有嵌槽42,压力传感器62通过螺丝固定连接于嵌槽42内,压力传感器62的测压面与外夹持块4靠近基准圆轴线的一面重合。
参照图3,外驱动组件5包括安装座51、第一电机52、螺杆53和转接块54,安装座51与机架1通过螺丝固定连接,第一电机52为伺服电机,第一电机52的输出轴与螺杆53通过联轴器同轴固定连接,螺杆53端部与安装座51转动连接,螺杆53的轴线与基准圆的直径方向重合,转接块54一端与螺杆53螺纹连接另一端与外夹持块4通过螺丝固定连接。
参照图1和图3,挤压组件7设有两个,两个挤压组件7分别设于基准圆轴线方向的两侧;挤压组件7包括第三直线驱动件71、驱动缸72和推料块73;本实施例中第三直线驱动件71为直线电机,第三直线驱动件71包括第三导向台711和第三承载滑台712,第三导向台711与机架1通过螺丝固定连接,第三承载滑台712沿基准圆的直径方向与第三导向台711滑动连接;本实施例中驱动缸72为气缸,在其他实施例中驱动缸72还可以为液压缸,驱动缸72的缸体与第三承载滑台712通过螺丝固定连接,驱动缸72的活塞杆与推料块73通过螺丝固定连接,驱动缸72活塞杆的伸缩方向与基准圆的轴线方向平行,推料块73与外夹持块4设于机架1的同侧。
参照图4,切割装置8包括第一直线驱动件81、支撑架82、第三电机83、转动杆84、第二直线驱动件85和切割刀86;本实施例中第一直线驱动件81为直线电机,第一直线驱动件81包括第一导向台811和第一承载滑台812,第一导向台811与机架1通过螺丝固定连接,第一承载滑台812沿平行于基准圆的轴线方向与第一导向台811滑动连接,支撑架82与第一承载滑台812通过螺丝固定连接;第三电机83为伺服电机,第三电机83的电机壳与支撑架82通过螺丝固定连接,第三电机83的输出轴与转动杆84通过键连接的方式固定连接,转动杆84的转动轴线与基准圆的轴线重合;本实施例中第二直线驱动件85为直线电机,第二直线驱动件85包括第二导向台851和第二承载滑台852,第二导向台851与转动杆84通过螺丝固定连接,第二承载滑台852沿基准圆的直径方向与与第二导向台851滑动连接,切割刀86与第二承载滑台852通过螺丝固定连接。
本申请实施例一种行星架加工设备的实施原理为:作业时,圆环9套接于多个内夹持块2外部,此时部分内夹持块2与圆环9内壁之间留有间隙,以便于外夹持块4将圆环9夹持的过程中圆环9运动至所需位置;将圆环9挂接于内夹持块2上以后,用挤压组件7将圆环9固定于垫料块11与推料块73之间,挤压时,将驱动缸72带动推料块73运动,从而便可将圆环9固定,固定圆环9时,并使得圆环9与推料块73和垫料块11之间留有5mm的间隙,以便于外夹持块4将圆环9夹持。
外夹持块4夹持圆环9时,第一电机52带动螺杆53转动,螺杆53转动时带动转接块54沿螺杆53的轴线方向运动,转接块54运动时带动外夹持块4朝向圆环9一侧运动,当每一压力传感器62感应到的压力达到预先设定值时,控制器61控制第一电机52停止运动,从而便可将圆环9夹紧,外夹持装置将圆环9夹紧后,挤压组件7便可将圆环9松开,之后便可进行圆环9的内圈切割作业。
切割装置8作业时,第一直线驱动件81带动切割刀86进行沿基准圆轴向的进给运动,第三电机83带动切割刀86进行沿基准圆周向的切割运动;具体为,第一承载滑台812沿第一导向台811运动,第一承载滑台812带动支撑架82运动,第三电机83和转动杆84随着支撑架82同步运动,同时,第三电机83带动转动杆84转动,转动杆84转动的过程中,第二承载滑台852沿第二导向台851运动,从容将切割刀86驱动至所需位置,进行切割。
将圆环9的内圈切割完成后,内夹持装置将圆环9内壁夹紧,夹紧时,第二电机32带动驱动盘33转动,驱动盘33带动楔形块34转动,楔形块34推动第二导向块22沿第二导向槽342运动,第二导向块22带动内夹持块2同步运动,从而多个内夹持块2便可将圆环9内壁抵紧。
内夹持装置将圆环9固定后,外夹持装置便可将圆环9松开,之后由切割刀86对圆环9外圈进行切割,对圆环9外圈切割时,由于使用的是同一切割装置8,且内夹持装置对圆环9内圈的固定,使得圆环9内圈与切割刀86的转动轴线同轴,从而可保证圆环9内外圈的同轴度。切割完成后,将内夹持装置和外夹持装置将圆环9松开,人员将圆环9取出即可。
本申请实施例还公开一种行星架加工工艺。一种行星架加工工艺包括以下步骤:
S1:将圆环9套于多个所述内夹持块2外部;
将圆环9套设于内夹持块2外部,并使得圆环9内壁和内夹持块2之间留有间隙,以便于外夹持块4将圆环9夹紧的过程中圆环9有活动的余地。
S2:由外驱动组件5驱动多个外夹持块4运动,将圆环9夹持;
外夹持块4将圆环9外壁夹持时,由压力传感器62将压力信号传递给控制器61,控制器61控制第一电机52的启停,当3个压力传感器62的压力值均达到预先设定值时,控制器61控制第一电机52停止运动,从而将圆环9夹紧。
S3:由切割装置8对圆环9进行加工;
外夹持装置将圆环9夹紧后,切割装置8便可对圆环9内圈进行加工,由切割刀86沿基准圆轴线运动时为进给运动,切割刀86沿基准圆轴向运动时为切割运动,切割刀86进给运动的同时进行切割运动,从而实现对圆环9进行周向的切割加工。
S4:内驱动组件3驱动内加持块运动,直至每一内夹持块2与圆环9内壁抵接;
由于切割刀86的周向运动的轴线与基准圆的轴线重合,内夹持块2又沿基准圆的周向分布,因此内夹持块2将圆环9内壁抵紧时,可以保证切割后的圆环9内圈与基准圆的同轴度。
S5:外夹持装置松开圆环9,由切割装置8对圆环9外壁进行加工;
切割装置8对圆环9外圈进行加工时,由于使用的是同一切割刀86,因此可以保证切割后的圆环9外圈与基准圆的同轴度,当切割后的圆环9内外圈均与基准圆保持较高的同轴度时,切割后的圆环9内外圈便有较高的同轴度。
S6:内夹持装置松开圆环9,人员将圆环9取走;
切割完成后,内夹持装置再将圆环9内壁松开,人员将圆环9取出即可。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种行星架结构及该行星架结构的加工工艺
- 一种行星架加工设备及其加工工艺