一种自适应系统模型的挤出机壁厚PID闭环控制方法
文献发布时间:2023-06-19 11:22:42
技术领域
本发明涉及挤出机壁厚控制的技术领域,具体为一种自适应系统模型的挤出机壁厚PID闭环控制方法。
背景技术
在导管挤出机生产线中,存在有多种PID控制量,其中导管壁厚的控制是非常重要的控制量,导管壁厚是产品质量的最重要参数之一。
导管挤出机包括一个挤出机本体、真空冷却水槽、壁厚测量装置、牵引装置。影响导管壁厚的参数有很多个,其中牵引机构的牵引速度是最主要的影响参数,其次,真空冷却水槽的负压也是影响参数。现有技术中将牵引速度作为执行量,在壁厚PID闭环控制里,导管壁厚是被控量也是系统设定量,实际的导管壁厚由壁厚测量装置检测得到,即反馈量。通过建立系统模型,选择合适的PID参数,达到自动控制导管壁厚的目的。
导管挤出机壁厚控制使用的现有PID控制方法存在很大的问题。由于熔融状态的导管成型主要发生在真空冷却水槽的前端,而壁厚测量装置则需要安装在真空冷却水槽后端,即导管离开真空冷却水槽后。这之间存在一定的距离,这个距离至少是真空冷却水槽的长度。由于存在这个距离,导管从成型段运行到壁厚检测装置需要时间,此时间即是壁厚控制系统的主要惯性时间。此惯性时间在不同的牵引速度下是个变量。这就意味着导管壁厚控制系统模型是一个变参数的模型,这就使得固定的PID参数算法无法匹配参数变动的壁厚控制系统模型。实际体现出来就是,现有的导管挤出机只有一个范围很窄的牵引速度,超出这个速度,壁厚控制的质量将恶化。另一方面,现有的控制方法使得整套生产设备的最优生产速度范围较窄,造成生产线资源浪费。
发明内容
针对上述问题,本发明提供了一种自适应系统模型的挤出机壁厚PID闭环控制方法,其根据生产牵引速度选择匹配的PID参数,以使壁厚控制在不同的牵引速度下均具有良好的控制精度,提高了生产设备的可用生产速度范围,提高了生产线的利用率。
一种自适应系统模型的挤出机壁厚PID闭环控制方法,其特征在于,壁厚给定量和通过壁厚检测获得实际壁厚的数值在壁厚比较器内进行减法比较,差值输入到PID专家库中,PID专家库内包含了多组PID运算,增量式PID离散表达方式可以表达为:
Δu
其中PID专家库内包括有多个不同比例、积分、微分参数合集,预先根据牵引电机所实时反馈的速度选择对应的比例、积分、微分参数合集,进行对应的PID专家库的对应PID运算。
其进一步特征在于:其构建了一个方法模型,该方法模型包括壁厚给定量、壁厚比较器、PID专家库、牵引速度比较器、牵引速度PID运算器、牵引电机、壁厚成型模型,壁厚成型模型输出实际壁厚,实际壁厚通过壁厚检测完成数据测量,实际壁厚会存在壁厚扰动,故需要通过壁厚检测来完成实际数据的测量;牵引电机的输出端设置有牵引速度检测,牵引电机的实际速度由于存在电机扰动,故需要通过牵引速度检测来进行实际牵引速度的测量;壁厚给定量和通过壁厚检测获得实际壁厚的数值在壁厚比较器内进行减法比较,差值输入到PID专家库中,经过PID专家库运算获得的数值和实时牵引速度输入分别输入到牵引速度比较器对应端,经过牵引速度比较器的差值换算后将速度差值输入到牵引速度PID运算器,经过牵引速度PID运算器获得的数值输入到牵引电机的输入端,牵引电机结构结合电机扰动因素综合输出牵引速度,壁厚成型模型综合壁厚扰动因素形成实际壁厚;
PID专家库根据不同的参数集合,设置有不同的PID参数,分别为PID运算1、PID运算2、PID运算3,……PID运算n,其中n自然数;不同的PID参数分别对应不同的实际牵引速度范围,根据实际牵引速度所对应的系统模型,求解出最优PID参数进行PID运算,其使得每个速度范围均对应有一个PID参数,使得整个挤出机在进行壁厚的闭环控制时所对应的速度范围广。
采用上述技术方案后,其能够精确匹配不同的生产速度,使产品的壁厚控制精度得到进一步提高,且在不增加硬件成本的情况下,扩展了设备的可用生产速度范围,取得更好的经济效益。
附图说明
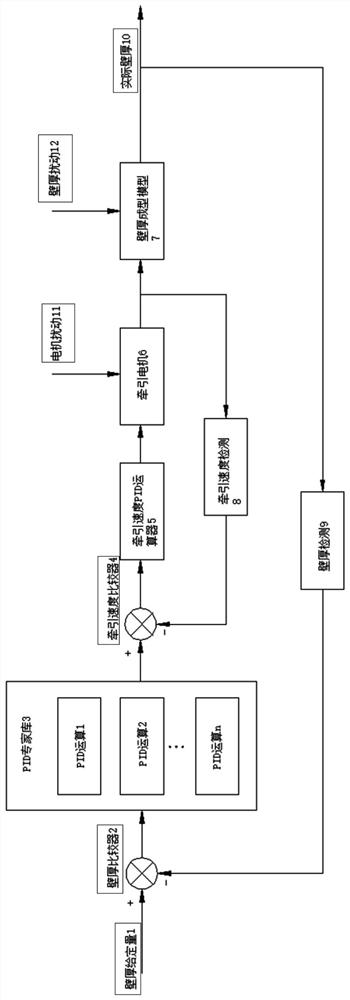
图1是本发明的算法模型示意框图;
图2是本发明的PID专家库选择流程图。
具体实施方式
系统的闭环函数可表达为:
其中T
一种自适应系统模型的挤出机壁厚PID闭环控制方法,见图1,壁厚给定量和通过壁厚检测获得实际壁厚的数值在壁厚比较器内进行减法比较,差值输入到PID专家库中,PID专家库内包含了多组PID运算,由于计算量小,计算机实现方便,PID运算使用增量式PID计算实现,其增量式PID离散表达方式可以表达为:
Δu
其中PID专家库内包括有多个不同比例、积分、微分参数合集,预先根据牵引电机所实时反馈的速度选择对应的比例、积分、微分参数合集,进行对应的PID专家库的对应PID运算。
其构建了一个方法模型、见图1,该方法模型包括壁厚给定量1、壁厚比较器2、PID专家库3、牵引速度比较器4、牵引速度PID运算器5、牵引电机6、壁厚成型模型7,壁厚成型模型7输出实际壁厚10,实际壁厚10通过壁厚检测9完成数据测量,实际壁厚10会存在壁厚扰动12,故需要通过壁厚检测9来完成实际数据的测量;牵引电机6的输出端设置有牵引速度检测8,牵引电机6的实际速度由于存在电机扰动11,故需要通过牵引速度检测8来进行实际牵引速度的测量;壁厚给定量1和通过壁厚检测获得实际壁厚10的数值在壁厚比较器2内进行减法比较,差值输入到PID专家库3中,经过PID专家库3运算获得的数值和实时牵引速度输入分别输入到牵引速度比较器4对应端,经过牵引速度比较器4的差值换算后将速度差值输入到牵引速度PID运算器5,经过牵引速度PID运算器5获得的数值输入到牵引电机6的输入端,牵引电机6结合电机扰动11因素综合输出牵引速度,壁厚成型模型7综合壁厚扰动12形成实际壁厚10;
PID专家库选择流程见图2:PID专家库3根据不同的参数集合,设置有不同的PID参数,分别为PID运算1、PID运算2、PID运算3,…PID运算n,其中n自然数;不同的PID参数分别对应不同的实际牵引速度范围,根据实际牵引速度所对应的系统模型,求解出最优PID参数进行PID运算,其使得每个速度范围均对应有一个PID参数,使得整个挤出机在进行壁厚的闭环控制时所对应的速度范围广。
具体实施时,每台导管挤出机的牵引速度可在其最大牵引速度范围的0%-100%内进行工作,根据导管挤出机的实际工况、结合方法所对应的模型,优选地,将导管挤出机适用于加工产品的牵引速度范围设定为最大牵引速度的10%-100%,其具体的PID参数集合参见下表:
即导管挤出机的实际牵引速度相对于最大牵引速度的范围为10%-30%,包括10%、但不包括30%时,PID参数集合为(k
导管挤出机的实际牵引速度相对于最大牵引速度的范围为30%-60%,包括30%、但不包括60%时,PID参数集合为(k
导管挤出机的实际牵引速度相对于最大牵引速度的范围为60%-100%,包括60%、同时包括100%时,PID参数集合为(k
传统挤出机壁厚控制,仅采用一组PID运算参数,固定的PID参数仅仅对某一牵引速度范围内的系统有最优控制效果,具体体现为,传统挤出机通常要求牵引速度达到额定速度50%以上才有良好的壁厚控制精度。在50%以下时,壁厚控制精度变差,在极低的牵引速度如20%以下时,无法启动自动闭环控制。
其预先分析不同牵引速度下的系统模型,建立PID参数专家库,然后形成PID专家库,集成不同参数集合所对应的PID离散公式,其根据生产牵引速度选择匹配的PID参数,以使壁厚控制在不同的牵引速度下均具有良好的控制精度,其能够精确匹配不同的生产速度,使产品的壁厚控制精度得到进一步提高,且在不增加硬件成本的情况下,扩展了设备的可用生产速度范围,取得更好的经济效益。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种自适应系统模型的挤出机壁厚PID闭环控制方法
- 一种包塑挤出机外口型调节壁厚装置