一种球壳零件厚度及面形的检测方法及装置
文献发布时间:2023-06-19 11:26:00
技术领域
本发明属于精密测量技术领域,涉及一种球壳零件厚度及面形的检测方法及装置。
背景技术
随着航天和机械行业的高速发展,对产品的经济性、实用性和加工精度要求逐渐提高,机械产品开始向“轻量化”、“高精度”的方向发展。薄壁球壳零件作为“曲面化”和“轻量化”趋势的代表,在航空航天以及机械加工领域的应用越来越普遍。但是薄壁球壳零件刚度低,成型过程中容易变形,导致加工精度和面形很难保证。为使薄壁球壳零件具体较强的刚度、较轻的重量以及良好的可加工性,需要测量薄壁球壳零件的壁厚值及面形并将其控制在一定的公差范围内。但由于薄壁球壳零件的壁厚很大程度上会影响零件的工作性能,所以如何通过准确测量壳体壁厚及面形来判断零件是否合格成为一个亟待解决的关键问题。
目前,操作人员主要使用超声波测厚仪逐点测量壳体壁厚值。在处理过程中需要不断蘸涂耦合剂,测量效率低下,而且不同操作人员测量间距,测量个数不同,存在较大的检测盲区,测量结果差异较大;同时由于超声波测厚是通过超声波反射原理进行厚度测量,鉴于发射超声波的探头是一个圆面,测量厚度有局限性,被测材质的另一面须与被测面平行才能精确,因此对于曲率较大的球壳型曲面会产生较大误差。专利CN 108801109 B公开了一种PET 瓶胚壁厚测量装置,利用光纤可以实现对不同曲度PET瓶胚的壁厚测量,但是测量装置复杂,而且只适用于筒状零件的壁厚测量,应用范围较为局限。专利CN 110514142 A公开了一种将相位偏折面形检测法与激光干涉面形检测法相结合的面形检测装置及面形检测方法,本方法虽然定位精度及检测效率较高,但装置结构较为复杂,且设备整体较为昂贵,对于测量装置的光路调整要求较高。
发明内容
针对现有壁厚及面形测量装置的测量精度不高,比较依赖工人技术水平的问题,本发明提出一种球壳薄壁件厚度及面形的接触/非接触检测方法与装置,可以有效解决薄壁件壁厚及面形测量时存在检测盲区以及测量精度较低的问题,且易于实现自动化的快速测量。
为了实现上述目的,本发明的技术方案为:
一种球壳零件厚度及面形的检测装置,包括固定装置、检测装置、控制系统和附属结构。
所述的固定装置,包括C轴连接盘4、B轴转接板6、支架7、球壳盖板12、测量模块支架A15、测量模块支架B16、螺栓17。所述的C轴连接盘4通过螺栓17连接到机床C轴3 上,可以在机床C轴3的带动下绕C轴3的轴线做360°旋转。所述的B轴转接板6通过螺栓紧密固定在B轴5上,B轴5设于Z轴托板2上方。所述的支架7为倒T字形支架,支架7 底部水平面通过螺栓17将其连接到B轴转接板6上,从而将支架7和B轴5连接在一起,使其可以在Z轴托板2的带动沿Z轴移动;支架7垂直面的中间部分为掏空的台阶结构,台阶面与球壳11的法兰平面相接触,起到固定球壳11的作用。所述球壳盖板12为一端凸起的压板结构,其凸起端用于将球壳11的法兰端面压紧到支架7上,4个球壳盖板12使得球壳 11在装夹的过程中受力均匀,避免受力不均出现球壳11歪斜的情况,影响测量结果。所述的测量模块支架A15、测量模块支架B16分别用于支撑固定测量模块A13、测量模块B14。
所述的检测装置,包括旋转平台8、转接板9、环形连接架10、测量模块A13、测量模块B14。所述的转接板9和C轴连接盘4相连,可以随着机床C轴转动。所述的旋转平台8 下台面固定在转接板9上,上台面连接环形连接架10,旋转平台8可以在水平面内转动,进而带动环形连接架10转动,达到调节测量模块初始位置的目的。所述的环形连接架10为中空结构,类似1/4圆的扇形形状,通过螺栓17将其固定于旋转平台8的上台面,使其可以在旋转平台8的带动下在水平面内进行旋转;环形连接架10的一个扇形半径上设有缺口,球壳 11可以通过此缺口进入环形连接架10;环形连接架10缺口两侧均设有开槽,该槽用于固定测量模块支架A15、B16,且测量模块支架A15、B16能够在开槽内移动,方便在测量前分别将测量模块A13、B14调整到合适位置,即接触测量时,将测量模块A13、B14调整到与球壳内外表面接触,非接触测量时,将测量模块A13、B14调整距离球壳内、外表面10±5mm 的位置;且环形连接架10的尺寸要适当,既要保证在测量时不会与支架7相撞,也要保证不与C轴连接盘4相撞。所述的测量模块A13固定在测量模块支架A15中。所述的测量模块 B14固定在测量模块支架B16中。两测量模块A13、B14的轴线要在同一条直线上,且轴线过球壳球心。接触式测量时,测量模块A13用于测量球壳11内表面的各点坐标(xn,yn);测量模块B14用于测量球壳11外表面的各点坐标(xw,yw)。测量出的坐标值统一在同一坐标系下,使用
所述的控制系统,包括机床C轴控制系统和Z轴控制系统。所述C轴控制器系统用于控制C轴3绕C轴中心的旋转运动以及沿X方向的直线运动,Z轴控制系统用于控制Z轴托板 2沿着Z轴方向的直线运动。
所述的附属结构包括机床底座1、Z轴托板2、C轴3、B轴5。所述的Z轴托板2安装在机床底座1的导轨上;所述的C轴3安装在机床底座1上;所述的B轴5安装于Z轴托板2上,用于支撑连接B轴转接板6以及支架7。
一种球壳零件厚度及面形的检测方法,包括以下步骤:
第一步:将待测的球壳11放置于支架7上,并用球壳盖板12将球壳11紧密固定于支架 7上;
第二步:在三坐标平台上测出支架7上表面与球壳11球心的竖直距离,在测量厚度时以支架7的上表面作为基准面;
第三步:将支架7安装在B轴转接板6上,将测量模块A13、B14分别安装于测量模块支架A15、B16上,并将测量模块支架A15、B16安装于环形连接架10缺口两侧的开槽位置;
第四步:调节测量模块A13、测量模块B14位于球壳11的同一条法线方向,并分别将测量模块A13、B14调整到合适位置,即接触测量时,将测量模块A13、B14调整到与球壳内外表面接触,非接触测量时,将测量模块A13、B14调整距离球壳内、外表面10±5mm的位置。固定测量模块支架A15、B16在支架7开槽处的位置;
第五步:调节旋转平台8使得测量模块B14到达待测量点,采用机床C轴模式使得C轴 3旋转180度,通过带动C轴连接盘4、转接板9、旋转平台旋转,进而带动环形连接架10 进行旋转,接触测量时,测量模块A13、测量模块B14分别测量球壳11内、外表面的坐标点 xn,yn和xw,yw。非接触测量时,测得测量模块A13、测量模块B14分别距球壳11内表面、外表面的距离dn、dw;
第六步:不断调节旋转平台8的角度b,重复第五步获得球壳11上半球不同位置的xn,yn、 xw,yw或dn、dw;
第七步:将球壳11拆下,非接触测量时需要测量测量模块A13、测量模块B14之间的距离d;再将球壳11旋转180度重新装夹,使球壳11的下半球面与上半球面调换位置;重复第五步、第六步,此时获得球壳11下半球不同位置的xn,yn、xw,yw或dn、dw;至此完成球壳全部位置的测量;
第八步:接触测量时,将测量出的坐标值统一在同一坐标系下,使用
本发明的效果和益处:
(1)本发明既可用于测量薄壁件的壁厚值,又可用于薄壁件的面形测量,扩大了装置的使用范围;利用机床C轴旋转运动对球壳进行扫掠,先测得上半球的厚度及面形数据,将球壳旋转180度后测得下半球的厚度及面形数据;这种方法大大降低了测量装置对于工人技术水平的限制,并且大大提高了测量的速度。
(2)本发明既可以保证测量装置在测量时的平稳性,也可以保证较高的测量精度;不同于其他的测量方法和装置,本发明可以做到球壳壁厚及面形的全方位测量,不存在测量盲区,可以做到两次装夹测量出整个球壳的壁厚及面形。
(3)本发明的装置和方法同样适用于接触和非接触测量,扩大了装置的使用范围。避免了使用不同方法需要设计不同装置的问题。
(4)本发明操作简单、定位准确、可以实现快速的自动化测量,为球壳壁厚及面形的测量提供了一种高精度高自动化的测量装置。
附图说明
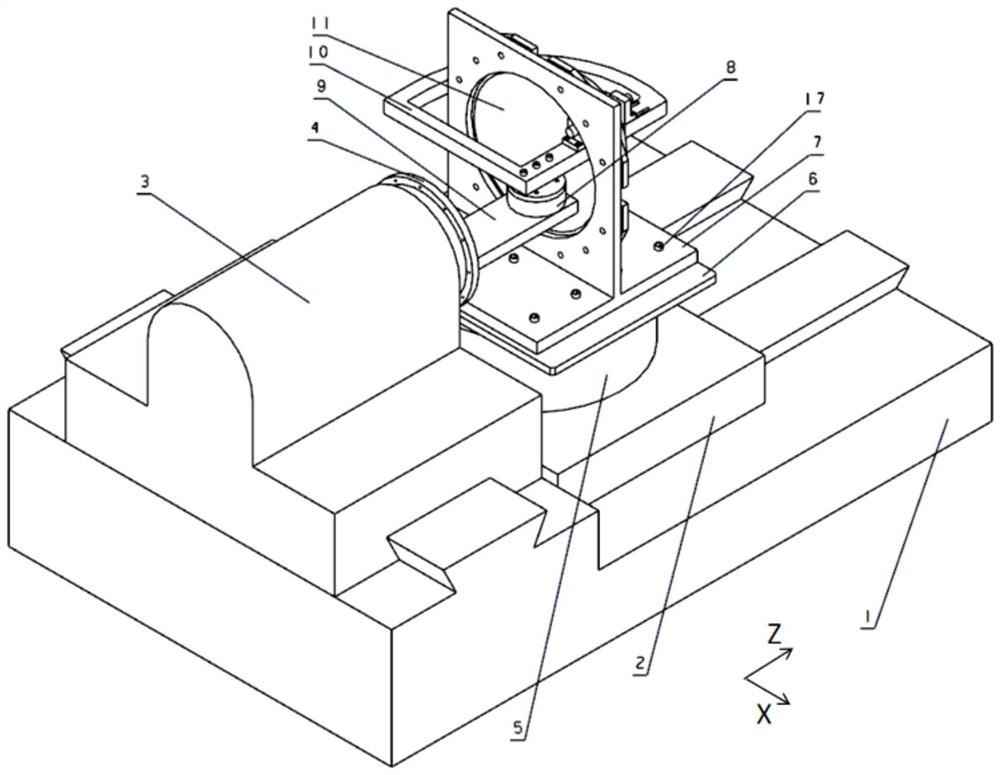
图1是本发明整体装置轴测图;
图2是本发明接触式测量状态剖视图;
图3是本发明非接触式测量状态剖视图;
图4是本发明的测量原理图;图4(a)为接触测量状态图,图4(b)为非接触测量状态图,图4(c)为测量路径示意图;
图5是本发明的操作流程图。
图中:1机床底座;2Z轴托板;3C轴;4C轴连接盘;5B轴;6B轴转接板;7支架;8 旋转平台;9转接板;10环形连接架;11球壳;12球壳盖板;13测量模块A;14测量模块 B;15测量模块支架A;16测量模块支架B;17螺栓。
具体实施方式
下面结合具体实施方式对本发明的技术方案作进一步更详细的描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。
一种球壳零件厚度及面形的检测装置,包括固定装置、检测装置、控制系统和附属结构。
所述的固定装置,包括C轴连接盘4、B轴转接板6、支架7、球壳盖板12、测量模块支架A15、测量模块支架B16、螺栓17。所述的C轴连接盘4通过螺栓17连接到机床C轴3 上,可以在机床C轴3的带动下绕C轴3的轴线做360°旋转。所述的B轴转接板6通过螺栓紧密固定在B轴5上,B轴5设于Z轴托板2上方。所述的支架7为倒T字形支架,支架7 底部水平面通过螺栓17将其连接到B轴转接板6上,从而将支架7和B轴5连接在一起,使其可以在Z轴托板2的带动沿Z轴移动;支架7垂直面的中间部分为掏空的台阶结构,台阶面与球壳11的法兰平面相接触,起到固定球壳11的作用。所述球壳盖板12为一端凸起的压板结构,其凸起端用于将球壳11的法兰端面压紧到支架7上,4个球壳盖板12使得球壳11在装夹的过程中受力均匀,避免受力不均出现球壳11歪斜的情况,影响测量结果。所述的测量模块支架A15、测量模块支架B16分别用于支撑固定测量模块A13、测量模块B14。
所述的检测装置,包括旋转平台8、转接板9、环形连接架10、测量模块A13、测量模块B14。所述的转接板9和C轴连接盘4相连,可以随着机床C轴转动。所述的旋转平台8 下台面固定在转接板9上,上台面连接环形连接架10,旋转平台8可以在水平面内转动,进而带动环形连接架10转动,达到调节测量模块初始位置的目的。所述的环形连接架10为中空结构,类似1/4圆的扇形形状,通过螺栓17将其固定于旋转平台8的上台面,使其可以在旋转平台8的带动下在水平面内进行旋转;环形连接架10的一个扇形半径上设有缺口,球壳 11可以通过此缺口进入环形连接架10;环形连接架10缺口两侧均设有开槽,该槽用于固定测量模块支架A15、B16,且测量模块支架A15、B16能够在开槽内移动,方便在测量前分别将测量模块A13、B14调整到合适位置,即接触测量时,将测量模块A13、B14调整到与球壳内外表面接触,非接触测量时,将测量模块A13、B14调整距离球壳内、外表面10±5mm 的位置;且环形连接架10的尺寸要适当,既要保证在测量时不会与支架7相撞,也要保证不与C轴连接盘4相撞。所述的测量模块A13固定在测量模块支架A15中。所述的测量模块 B14固定在测量模块支架B16中。两测量模块A13、B14的轴线要在同一条直线上,且轴线过球壳球心。接触式测量时,测量模块A13用于测量球壳11内表面的各点坐标(xn,yn);测量模块B14用于测量球壳11外表面的各点坐标(xw,yw)。测量出的坐标值统一在同一坐标系下,使用
所述的控制系统,包括机床C轴控制系统和Z轴控制系统。所述C轴控制器系统用于控制C轴3绕C轴中心的旋转运动以及沿X方向的直线运动,Z轴控制系统用于控制Z轴托板 2沿着Z轴方向的直线运动。
所述的附属结构包括机床底座1、Z轴托板2、C轴3、B轴5。所述的Z轴托板2安装在机床底座1的导轨上;所述的C轴3安装在机床底座1上;所述的B轴5安装于Z轴托板 2上,用于支撑连接B轴转接板6以及支架7。
实施例1:
球壳薄壁件厚度及面形的接触式检测方法:
第一步:首先将待测的球壳11放置于支架7上,并用球壳盖板12将球壳11紧密固定于支架上;
第二步:在三坐标平台上测出支架7上表面与球壳11球心的竖直距离,在测量厚度时以支架的上表面作为基准面;
第三步:将支架7用螺栓17安装在B轴转接板6上,将测量模块A13、B14分别安装于测量模块支架A15、B16上,并将测量模块支架A15、B16安装于环形连接架10缺口两侧的开槽位置;
第四步:调节测量模块A13、测量模块B14位于球壳的同一条法线方向,并分别将测量模块A13、B14调整与球壳内、外表面接触,固定测量模块支架A15、B16在支架7开槽处的位置;
第五步:调节旋转平台8使得测量模块B14到达待测量a点,采用机床C轴模式使得C轴旋转180度,通过带动C轴连接盘4、转接板9、旋转平台旋转,从而带动环形连接架10 进行旋转,可以测得上半球测量模块A13、测量模块B14的坐标点信息,即(xn,yn)和(xw,yw),如图4中的弧cae;
第六步:不断调节旋转平台8的角度b,重复第五步可获得球壳11上半球不同位置的(xn,yn) 和(xw,yw)。
第七步:将球壳11拆下,将球壳11旋转180度重新装夹,使球壳11的下半球面与上半球面调换位置,重复第五步、第六步,此时可获得球壳11下半球不同位置的(xn,yn)和(xw,yw),如图4中的弧cde。至此完成球壳全部位置的测量。
第八步:测量出的坐标值统一在同一坐标系下,使用
实施例2:
球壳薄壁件厚度及面形的非接触式检测方法:
第一步:首先将待测的球壳11放置于支架7上,并用球壳盖板12将球壳11紧密固定于支架上;
第二步:在三坐标平台上测出支架7上表面与球壳11球心的竖直距离,在测量厚度时以支架的上表面作为基准面;
第三步:将支架7用螺栓17安装在B轴转接板6上,将测量模块A13、B14分别安装于测量模块支架A15、B16上,并将测量模块支架A15、B16安装于环形连接架10缺口两侧的开槽位置;
第四步:调节测量模块A13、测量模块B14位于球壳的同一条法线方向,并分别将测量模块A13、B14调整到距离球壳内、外表面10±5mm的位置,固定测量模块支架A15、B16 在支架7开槽处的位置;
第五步:调节旋转平台8使得测量模块B14到达待测量a点,采用机床C轴模式使得C轴旋转180度,通过带动C轴连接盘4、转接板9、旋转平台旋转,从而带动环形连接架 10进行旋转,可以测得上半球测量模块A13、测量模块B14分别距球壳11内表面、外表面的距离dn、dw,如图4中的弧cae;
第六步:不断调节旋转平台8的角度b,重复第五步可获得球壳11上半球不同位置的dn、 dw。
第七步:将球壳11拆下,测量测量模块A13、测量模块B14之间的距离d,将球壳11旋转180度重新装夹,使球壳11的下半球面与上半球面调换位置,重复第五步、第六步,此时可获得球壳11下半球不同位置的dn、dw,如图4中的弧cde。至此完成球壳全部位置的测量。
第八步:计算d减去对应位置的dn、dw,可计算出整个球壳不同位置的厚度;根据dn、 dw可得出球壳11内外表面的面形分布。
以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
- 一种球壳零件厚度及面形的检测方法及装置
- 一种用于大尺寸光学窗口零件面形和平行差开放式检测装置及检测方法