一种波纹钢管周向连接的波纹式法兰结构及其制造方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及一种法兰结构及其制造方法,尤其涉及一种波纹钢管周向的波纹式法兰结构及其制造方法。
背景技术
箱型及方拱型的波纹钢通道在周向的法兰连接方式有两种,一种是平板法兰,一种是波纹式的法兰,如图1~4所示。
周向连接管道若用平板法兰连接,则箱型管道在周向要有8个平板法兰,即每个板片角部对应一个,相邻板片各设有一个。该种连接方式存在有以下缺陷:材料用量大;焊接费用高,特别是波纹钢板与平板之间的波纹焊缝的焊接工序复杂,费用高。
若采用波纹式法兰连接,则法兰的用量可以节省一半,即每个角部一个法兰即可,波纹法兰与通道顶、底板的波纹钢板可以直接利用相同的波纹相贴合并连接。但是,侧板上的波纹法兰与侧板的波纹钢板之间焊接前,要先将侧板的波纹钢板端部切割出曲线端面,在与波纹法兰“T”型垂直连接后焊接,对接的工作量大,对接的缝隙不均匀。产生上述缺陷的原因为:每块板成型有一定误差,且误差不一致,波高、波距均会存在误差;波纹钢板的端部是热切割,会使端部变形,变形量难以控制。除此之外,波纹式的法兰还存在以下缺陷:波纹法兰与波纹钢板全是焊接结构,焊缝若是在常年动载荷的情况下,容易疲劳开裂;波纹钢板切割端部会造成材料的浪费。
在波纹式的法兰连接方式中,本申请人还发明过一种将波纹钢板的端部弯折成波纹法兰的方式。但是这种方式只适用于波纹钢板波高较低的情况,且经过申请人后续的反复试验证明,波高大于50mm时,折弯处会产生不规则曲屈皱折以及开裂现象,无法作为波纹法兰继续使用。
发明内容
发明目的:本发明旨在提供一种节省资源、质量高、强度高的波纹钢管周向连接的波纹式法兰结构及其制造方法。
技术方案:本发明的波纹钢管周向连接的波纹式法兰制造方法,包括以下步骤:
(1)将波纹钢板的预留段从波峰至波腰末端斜向切割,但不切断,使得波纹钢板的波谷连续;
(2)沿波谷的连续部弯折波纹钢板的预留段,直至波纹钢板预留段的波峰、波腰与主段的波峰、波腰呈一定角度贴合,此时预留段作为周向连接法兰;
(3)焊接上述贴合的接缝。
所述步骤(1)的切缝为一字形,或者为V字形;所述V字形切缝为斜向切割两次形成的开口,开口中间部分去除。
所述预留段位于波纹钢板的端边,该端边为垂直于波纹纹路延伸方向的一边。
所述切割方向朝波纹钢板主段时,步骤(2)中弯折具体包括:弯折预留段时,将预留段朝向波纹钢板主段的波峰方向运动。
所述切割方向朝波纹钢板预留段时,步骤(2)中弯折具体包括:弯折预留段时,将预留段朝向波纹钢板主段的波峰方向运动。
所述波纹钢板的波纹为弧形或梯形。
所述切割角度为45°±2°,此时弯折后的波纹钢板预留段与主段垂直。
本发明的波纹钢管周向连接的波纹式法兰结构,包括波纹钢板的主段以及与主段连接的波纹式法兰;所述波纹式法兰由同一波纹钢板预留段的波峰、波腰斜向切割分离后,沿波谷连续部分弯折得到,所述主段的波峰与预留段的波峰焊接,主段的波腰与预留段的波腰焊接。
所述切割形成的切缝为一字形,或者为V字形;所述V字形切缝为斜向切割两次形成的开口,开口中间部分去除。
有益效果:与现有技术相比,本发明具有如下显著优点:
本发明利用波纹钢板自身制成波纹式的法兰,其形状一致,不会存在波纹钢板的制造误差导致额外的波纹法兰不适配的情况,拼接缝严密,拼接后的通道密封性能极佳;有利于提高焊接质量和焊接的效率,减少了焊接过程造成的焊接变形;本发明的波纹法兰与波纹钢板主段为同一片波纹钢板,减少了单独制作波纹法兰的工序和成本。
同时,有一部分的波纹钢板没有切断,在焊接时,也节省了该部分的焊接量,降低了制造成本。该未切断部分的波纹钢板,相比于现有分离式的波纹法兰,本发明提高了波纹钢板及连接处的耐震动载荷能力;该部分在弯折时波纹法兰与波纹钢板的空位功能,使得拼装及焊接过程更容易实施,减少了以往完全片接式波纹法兰对应的波纹钢板的切割量,减少了材料的浪费。
本发明在制成箱型通道时,四个单元板片形成的四个角部可以只设置四个波纹法兰,更近一步节省了材料。
本发明不仅适用于波高比较低的波纹钢板或小型波纹钢板,还适用于波高较高(波高大于50mm)或大型波纹钢板的波纹法兰的制作,使得其波高较高或大型波纹钢板采用波纹式法兰连接得以实现。
本发明的制作过程可实现无人工参与,各个工序都适用于使用自动化设备,更加利于自动化的、连续的生产,提高产品的质量。
附图说明
图1为现有技术的通道结构图;
图2为现有平板法兰的波纹钢板结构图;
图3为现有波纹法兰的波纹钢板结构图;
图4为图3中波纹法兰的连接示意图;
图5为波纹钢板截面示意图;
图6为本发明的一字形切缝示意图;
图7为本发明的V字形切缝示意图
图8为本发明波纹钢板的一字形切割立体示意图;
图9为本发明波纹钢板的V字形切缝立体示意图;
图10为本发明梯形波纹钢板的一字形切割立体示意图;
图11为本发明梯形波纹钢板的V字形切缝立体示意图;
图12~14为本发明弯折连接后的波纹钢板结构图,其中,图12为弯折后垂直的情形,图13为弯折后形成钝角的情形,图14为弯折后形成锐角的情形;
图15为图11的A方向视图;
图16为图11的B方向视图。
具体实施方式
下面结合附图对本发明的技术方案作进一步说明。
在本实施例中,波纹钢管周向连接法兰的制造方法,包括以下步骤:
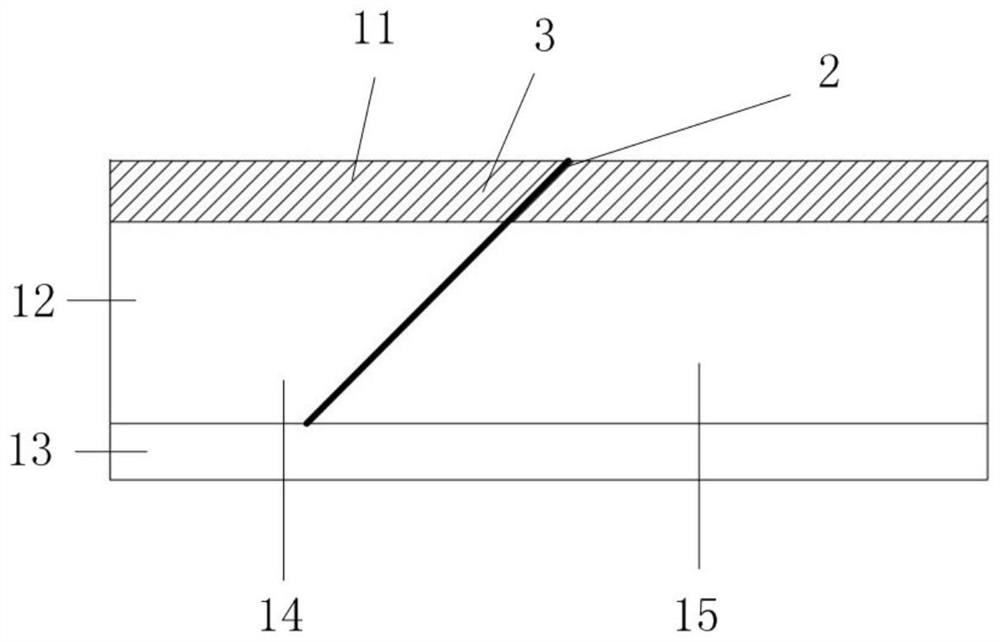
(1)将波纹钢板1的预留段14从波峰11至波腰12末端斜向切割,波纹钢板1的波谷13连续。
弧形波纹钢板可以为正旋曲线样式的弧形波纹,包括类似半圆形的波峰11、类似直线的波腰12以及与波峰形状相同朝向相反的波谷13。在波纹钢板波纹端边(该端边为垂直于波纹钢板的波纹方向的一边)预留出一段长度,作为制成的波纹式法兰的高度,以距离端面这一长度的所有波纹的波峰11的顶点作为起始点,斜向切割波峰11及波腰12。切割的深度直到波纹的波腰12,即波纹八字形斜边的底部为止,使波纹钢板的波谷或波底仍然相连。所有波峰11、波腰12的切割线在同一平面内。
如图8~11所示,波纹钢板的波纹为弧形、梯形或直角形。上述的梯形或直角形为包括平直的波峰、波腰、波谷的波纹钢板,当波形为梯形时,侧边呈倾斜状。当为梯形或直角形时,波纹钢板在步骤(1)的切割过程具体为:波纹钢板的平直波峰沿水平方向切割,波腰斜向切割,波谷保持连续。
如图7、图9、图11所示,步骤(1)的切缝还可以为V字形,即V字形切缝20为斜向切割两次形成的开口,并将开口中间部分去除,垂直截面形成V字形口。此时也仅从波峰切割至波腰,而不切断波谷。相比于不去除中间部分的一字形切缝,波纹钢板沿V字形切缝20弯折后,不会在波纹钢板的背面形成多余的角部,使后续多个板片的拼装更加方便。
经过多次实验及计算机模拟结果证明,无论是正旋曲线波纹,还是梯形波纹,同形状的波纹钢板成角度相交时,因为波纹钢板有上下两个面,两板相交使形成两条线,这里说的相交时,波纹纹路与两板相交线垂直。在波纹上的交接曲线,几乎在同一个平面。本发明的方法也适用于拱形波纹钢板。
(2)沿切缝2弯折波纹钢板1的预留段14,即沿波谷的连续部弯折,直至波纹钢板预留段14的波峰、波腰与主段15的波峰、波腰呈一定角度贴合,此时预留段14作为周向连接的波纹式法兰,弯折后的波纹钢板如图12~14所示,随切割的角度不同,弯折后的波纹式法兰角度也不同,其中垂直状态的A、B方向的视图如图15、16所示。
在本实施例中,如图5所示的切缝2进行切割,即切割方向朝波纹钢板主段15时,步骤(2)中弯折具体包括:弯折预留段14时,将预留段14切割后的角部3朝向波纹钢板主段15的下方运动。预留段14在切缝2形成的角部3为锐角。
在另一实施例中,切割方向朝波纹钢板预留段时,步骤(2)中弯折具体包括:弯折预留段时,将预留段切割后的角部朝向波纹钢板主段的上方运动。此时,预留段14在切缝2形成的角部3为钝角。为了保证连接管廊时波纹板主段的端部不妨碍拼接,可将该端部进行裁切。
具体的,当切割角度为45°±2°时,此时弯折后的波纹钢板预留段与主段垂直。
(3)焊接上述贴合的接缝,可单侧焊接,也可以双侧焊接。
- 一种波纹钢管周向连接的波纹式法兰结构及其制造方法
- 一种波纹钢管周向连接的波纹式法兰结构