一种阻燃板及其制备方法
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及阻燃板技术领域,尤其是涉及一种阻燃板及其制备方法。
背景技术
阻燃板,又叫难燃板,有阻燃密度板、阻燃胶合板等,是在人造板生产流程中,通过复杂的工艺,将阻燃剂添加到板材生产线中制成的人造板。阻燃板是以木材为主要原料生产的,由于其结构的合理性和生产过程中的精细加工,可大体上克服木材的缺陷,并提高了木材的物理力学性能,同时难燃胶合板也克服了普通胶合板易燃烧的缺点,有效提高了胶合板阻燃性能,阻燃板生产是充分合理地利用木材、改善木材性能的一个重要方法。
现有的阻燃板需要将阻燃剂与板材粉末进行混合,然后再合成阻燃板,这种工艺比较复杂。或者将阻燃剂喷涂在板材的表面,这种板材的阻燃效果较差。并且现有的阻燃板强度较低。
发明内容
本发明的目的是提供一种阻燃板,解决现有的阻燃板阻燃效果差、强度低的问题。本发明的另一个目的是提供一种阻燃板的制备方法,解决现有的制备方法工艺复杂、阻燃效果差的问题。
为实现上述目的,本发明提供了一种阻燃板,包括板芯,所述板芯的外部两侧对称的设置有贴合板,贴合板的外部设置有外层板,板芯、贴合板及外层板的外表面上均设置有阻燃层;所述板芯包括芯板,芯板的外部设置有增强层,阻燃层位于芯板与增强层之间,增强层的外部设置有耐火保温层,耐火保温层的外部设置有防护层。
优选的,所述增强层为玻璃纤维层。
优选的,所述耐火保温层为陶瓷纤维层,防护层为铝箔层,铝箔层的厚度为10-20μm。
优选的,所述芯板为杨木、榆木、桦木、水曲柳、椴木中的一种。
优选的,所述外层板为杨木皮。
上述阻燃板的制备方法,包括以下步骤:
S1、芯板预处理,将芯板放入蒸煮锅中进行蒸煮处理;
S2、配置阻燃液,将阻燃剂和水倒入浸泡池中进行充分的混合,阻燃剂与水的重量百分比为1:8-15;
S3、芯板处理,将经过步骤S1处理后的芯板直接放入浸泡池中,阻燃液完全淹没芯板,浸泡2.5-3小时,抬出、烘干备用;
S4、在经过步骤S3处理后的芯板的外部粘接一层玻璃纤维层,然后在玻璃纤维层的外部粘接一层陶瓷纤维层,最后在陶瓷纤维层的外部胶粘铝箔层,得到板芯;
S5、贴合板处理,将贴合板放入浸泡池中,阻燃液完全淹没贴合板,浸泡时间1-1.5小时,抬出、烘干备用;
S6、外层板处理,将外层板放入浸泡池中,阻燃液完全淹没外层板,浸泡时间20-30分钟,抬出、烘干备用;
S7、压合,将板芯、经过S5处理的贴合板和经过S6处理的外层板进行上胶、排版、修补后热压成型,得到阻燃板。
优选的,所述S1中,芯板蒸煮温度为50-70℃,蒸煮时间为10-15小时。
优选的,所述步骤S3、S5、S6中烘干温度为50-60℃,板芯、贴合板和外层板的含水率在10%以下。
本发明所述的一种阻燃板,阻燃板的芯板、贴合板及外层板上浸渍有阻燃层,提高阻燃板的阻燃效果。芯板的外部设置有陶瓷纤维层和玻璃纤维层,进一步的提高芯板的阻燃效果,并且提高芯板的强度。制备阻燃板时,将芯板进行蒸煮预处理,能够尽快阻燃剂向芯板内部扩散的效果,提高芯板的阻燃效果。芯板,贴合板及外层板均采用浸渍的方式复合阻燃层,制备方法简单易操作。
下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
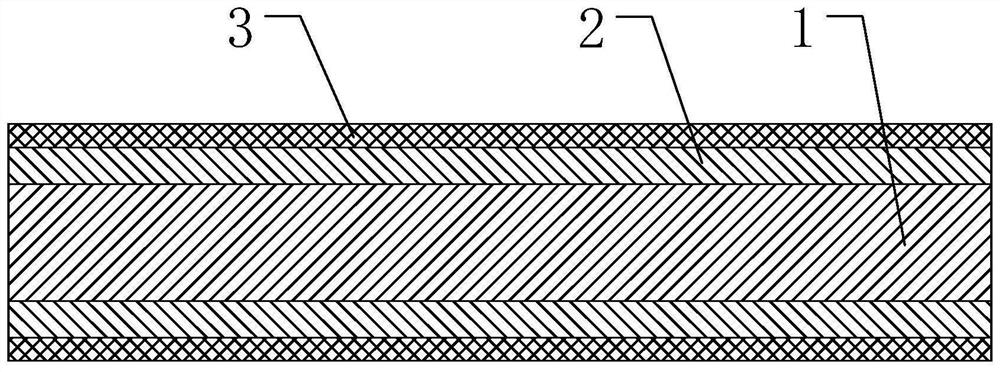
图1为本发明一种阻燃板及其制备方法实施例的结构示意图;
图2为本发明一种阻燃板及其制备方法实施例的板芯结构示意图;
图3为本发明一种阻燃板及其制备方法实施例的阻燃板结构示意图;
图4为本发明一种阻燃板及其制备方法实施例的外层板结构示意图。
附图标记
1、板芯;2、贴合板;3、外层板;4、芯板;5、阻燃层;6、玻璃纤维层;7、陶瓷纤维层;8、铝箔层。
具体实施方式
以下通过附图和实施例对本发明的技术方案作进一步说明。
图1为本发明一种阻燃板及其制备方法实施例的结构示意图,图2为本发明一种阻燃板及其制备方法实施例的板芯结构示意图,图3为本发明一种阻燃板及其制备方法实施例的阻燃板结构示意图,图4为本发明一种阻燃板及其制备方法实施例的外层板结构示意图。一种阻燃板,包括板芯1,板芯1的外部两侧对称的设置有贴合板2,贴合板2与板芯1之间通过三聚氰胺改性酚醛树脂胶粘剂固定连接在一起。贴合板2的外部设置有外层板3,外层板3与贴合板2也通过三聚氰胺改性酚醛树脂胶粘剂固定连接在一起。外层板3为杨木皮。板芯1、贴合板2及外层板3的外表面上均设置有阻燃层5,阻燃层5为板芯1、贴合板2和外层板3在阻燃液中浸泡得到的阻燃层5。在板芯1、贴合板2及外层板3上均设置阻燃层5,有利于提高阻燃板的阻燃效果,阻断板芯1、贴合板2和外层板3之间的燃烧路径。
板芯1包括芯板4,芯板4为杨木、榆木、桦木、水曲柳、椴木中的一种。芯板4的外部设置有增强层,增强层为玻璃纤维层6。玻璃纤维层6具有较好的耐热性、机械强度和抗腐蚀性,在芯板4的外部通过三聚氰胺改性酚醛树脂胶粘剂与玻璃纤维层6进行复合有利于提高板芯1的抗拉强度。阻燃层5位于芯板4与增强层之间,将芯板4在阻燃液中浸泡以后再复合玻璃纤维层6。增强层的外部胶粘复合有耐火保温层,耐火保温层为陶瓷纤维层7,陶瓷纤维层7具有较好的耐火保温效果,在提高芯板4耐火性能的同时能够提高芯板4的保温性能。耐火保温层的外部设置有防护层,防护层为铝箔层8,铝箔层8的厚度为10-20μm。铝箔层8对板芯1的陶瓷纤维层7具有防护的作用,并且铝箔也可以阻断燃烧路径,提高阻燃板的阻燃效果。
上述阻燃板的制备方法,包括以下步骤:
S1、芯板4预处理,将芯板4放入蒸煮锅中进行蒸煮处理。芯板4蒸煮温度为50-70℃,蒸煮时间为10-15小时,将芯板4进行蒸煮软化。
S2、配置阻燃液,将阻燃剂和水倒入浸泡池中进行充分的混合,阻燃剂与水的重量百分比为1:8-15。阻燃剂包括以下重量百分比的成分:二氧化硅溶胶50-70%,四水八硼酸钠5-20%,聚磷酸铵2-10%,碳酸盐2-10%。
S3、芯板4处理,将经过步骤S1处理后的芯板4直接放入浸泡池中,阻燃液完全淹没芯板4,使得芯板4的表面完全的浸泡在阻燃液中,浸泡2.5-3小时,抬出、烘干备用。经过步骤S1处理后,芯板4软化,有利于阻燃液中的有效成分向芯板4的内部进行扩散,并且在芯板4的外部粘附一层阻燃液,经过烘干以后在芯板4的表面形成一层阻燃层5,提高芯板4的阻燃效果。
S4、在经过步骤S3处理后的芯板4的外部粘接一层玻璃纤维层6,然后在玻璃纤维层6的外部粘接一层陶瓷纤维层7,最后在陶瓷纤维层7的外部胶粘铝箔层8,得到板芯1。玻璃纤维层6有利于提高芯板4的强度,陶瓷纤维层7在芯板4的外部进行阻燃,有利于提高芯板4的阻燃效果。铝箔不能能够提高芯板4的拉伸强度,而且铝箔对内部的陶瓷纤维层7和玻璃纤维层6具有防护作用。
S5、贴合板2处理,将贴合板2放入浸泡池中,阻燃液完全淹没贴合板2,浸泡时间1-1.5小时,抬出、烘干备用。
S6、外层板3处理,将外层板3放入浸泡池中,阻燃液完全淹没外层板3,浸泡时间20-30分钟,抬出、烘干备用。
S7、压合,将板芯1、经过S5处理的贴合板2和经过S6处理的外层板3采用现有的方法进行上胶、排版、修补后热压成型,得到阻燃板。
步骤S3、S5、S6中烘干温度为50-60℃,烘干后板芯1、贴合板2和外层板3的含水率控制在10%以下。
实施例1
阻燃板的制备方法,包括以下步骤:
S1、芯板4预处理,将芯板4放入蒸煮锅中进行蒸煮处理。芯板4蒸煮温度为50℃,蒸煮时间为15小时,将芯板4进行蒸煮软化。
S2、配置阻燃液,将阻燃剂和水倒入浸泡池中进行充分的混合,阻燃剂与水的重量百分比为1:12。阻燃剂包括以下重量百分比的成分:二氧化硅溶胶60%,四水八硼酸钠10%,聚磷酸铵5%,碳酸盐10%;二氧化硅溶胶中固含量为25%。
S3、芯板4处理,将经过步骤S1处理后的芯板4直接放入浸泡池中,阻燃液完全淹没芯板4,使得芯板4的表面完全的浸泡在阻燃液中,浸泡3小时,抬出、烘干备用。经过步骤S1处理后,芯板4软化,有利于阻燃液中的有效成分向芯板4的内部进行扩散,并且在芯板4的外部粘附一层阻燃液,经过烘干以后在芯板4的表面形成一层阻燃层5,提高芯板4的阻燃效果。
S4、在经过步骤S3处理后的芯板4的外部粘接一层玻璃纤维层6,然后在玻璃纤维层6的外部粘接一层陶瓷纤维层7,最后在陶瓷纤维层7的外部胶粘铝箔层8,得到板芯1。玻璃纤维层6有利于提高芯板4的强度,陶瓷纤维层7在芯板4的外部进行阻燃,有利于提高芯板4的阻燃效果。铝箔不能能够提高芯板4的拉伸强度,而且铝箔对内部的陶瓷纤维层7和玻璃纤维层6具有防护作用。
S5、贴合板2处理,将贴合板2放入浸泡池中,阻燃液完全淹没贴合板2,浸泡时间1小时,抬出、烘干备用。
S6、外层板3处理,将外层板3放入浸泡池中,阻燃液完全淹没外层板3,浸泡时间30分钟,抬出、烘干备用。
S7、压合,将板芯1、经过S5处理的贴合板2和经过S6处理的外层板3采用现有的方法进行上胶、排版、修补后热压成型,得到阻燃板。
步骤S3、S5、S6中烘干温度为60℃,烘干后板芯1、贴合板2和外层板3的含水率控制在10%以下。
将经过处理后的板材进行锥形量热仪进行测定,点燃时间为45s,总的放热量为15.2kw/m
实施例2
阻燃板的制备方法,包括以下步骤:
S1、芯板4预处理,将芯板4放入蒸煮锅中进行蒸煮处理。芯板4蒸煮温度为70℃,蒸煮时间为12小时,将芯板4进行蒸煮软化。
S2、配置阻燃液,将阻燃剂和水倒入浸泡池中进行充分的混合,阻燃剂与水的重量百分比为1:10。阻燃剂包括以下重量百分比的成分:氧化硅溶胶70%,四水八硼酸钠15%,聚磷酸铵7%,碳酸盐8%。二氧化硅溶胶中固含量为25%。
S3、芯板4处理,将经过步骤S1处理后的芯板4直接放入浸泡池中,阻燃液完全淹没芯板4,使得芯板4的表面完全的浸泡在阻燃液中,浸泡3小时,抬出、烘干备用。经过步骤S1处理后,芯板4软化,有利于阻燃液中的有效成分向芯板4的内部进行扩散,并且在芯板4的外部粘附一层阻燃液,经过烘干以后在芯板4的表面形成一层阻燃层5,提高芯板4的阻燃效果。
S4、在经过步骤S3处理后的芯板4的外部粘接一层玻璃纤维层6,然后在玻璃纤维层6的外部粘接一层陶瓷纤维层7,最后在陶瓷纤维层7的外部胶粘铝箔层8,得到板芯1。玻璃纤维层6有利于提高芯板4的强度,陶瓷纤维层7在芯板4的外部进行阻燃,有利于提高芯板4的阻燃效果。铝箔不能能够提高芯板4的拉伸强度,而且铝箔对内部的陶瓷纤维层7和玻璃纤维层6具有防护作用。
S5、贴合板2处理,将贴合板2放入浸泡池中,阻燃液完全淹没贴合板2,浸泡时间1.5小时,抬出、烘干备用。
S6、外层板3处理,将外层板3放入浸泡池中,阻燃液完全淹没外层板3,浸泡时间20分钟,抬出、烘干备用。
S7、压合,将板芯1、经过S5处理的贴合板2和经过S6处理的外层板3采用现有的方法进行上胶、排版、修补后热压成型,得到阻燃板。
步骤S3、S5、S6中烘干温度为60℃,烘干后板芯1、贴合板2和外层板3的含水率控制在10%以下。
将经过处理后的板材进行锥形量热仪进行测定,点燃时间为52s,总的放热量为14.5kw/m
实施例3
阻燃板的制备方法,包括以下步骤:
S1、芯板4预处理,将芯板4放入蒸煮锅中进行蒸煮处理。芯板4蒸煮温度为60℃,蒸煮时间为10小时,将芯板4进行蒸煮软化。
S2、配置阻燃液,将阻燃剂和水倒入浸泡池中进行充分的混合,阻燃剂与水的重量百分比为1:8。阻燃剂包括以下重量百分比的成分:二氧化硅溶胶65%,四水八硼酸钠20%,聚磷酸铵10%,碳酸盐5%;二氧化硅溶胶中固含量为25%。
S3、芯板4处理,将经过步骤S1处理后的芯板4直接放入浸泡池中,阻燃液完全淹没芯板4,使得芯板4的表面完全的浸泡在阻燃液中,浸泡2.5小时,抬出、烘干备用。经过步骤S1处理后,芯板4软化,有利于阻燃液中的有效成分向芯板4的内部进行扩散,并且在芯板4的外部粘附一层阻燃液,经过烘干以后在芯板4的表面形成一层阻燃层5,提高芯板4的阻燃效果。
S4、在经过步骤S3处理后的芯板4的外部粘接一层玻璃纤维层6,然后在玻璃纤维层6的外部粘接一层陶瓷纤维层7,最后在陶瓷纤维层7的外部胶粘铝箔层8,得到板芯1。玻璃纤维层6有利于提高芯板4的强度,陶瓷纤维层7在芯板4的外部进行阻燃,有利于提高芯板4的阻燃效果。铝箔不能能够提高芯板4的拉伸强度,而且铝箔对内部的陶瓷纤维层7和玻璃纤维层6具有防护作用。
S5、贴合板2处理,将贴合板2放入浸泡池中,阻燃液完全淹没贴合板2,浸泡时间1.5小时,抬出、烘干备用。
S6、外层板3处理,将外层板3放入浸泡池中,阻燃液完全淹没外层板3,浸泡时间30分钟,抬出、烘干备用。
S7、压合,将板芯1、经过S5处理的贴合板2和经过S6处理的外层板3采用现有的方法进行上胶、排版、修补后热压成型,得到阻燃板。
步骤S3、S5、S6中烘干温度为60℃,烘干后板芯1、贴合板2和外层板3的含水率控制在10%以下。
将经过处理后的板材进行锥形量热仪进行测定,点燃时间为48s,总的放热量为14.9kw/m
因此,本发明采用上述结构的阻燃板及其制备方法,能够解决现有的阻燃板阻燃效果差、强度低;阻燃板现有的制备方法工艺复杂、阻燃效果差的问题。
最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
- 阻燃装饰板及其制备方法和包括该阻燃装饰板的阻燃材料
- 阻燃装饰板及其制备方法和包括该阻燃装饰板的阻燃材料