一种香芋片加工生产线
文献发布时间:2023-06-19 11:49:09
技术领域
本发明涉及香芋片加工设备技术领域,尤其是涉及一种香芋片加工生产线。
背景技术
油炸香芋片是现有比较常规且受喜欢的零食,现有油炸香芋片加工过程如下:首先人工完成香芋清洗和削皮,再人工将削皮和干净的香芋进行切半处理,切半处理后人工将香芋切成片状结构,再人工将香芋片放入至油炸箱内完成油炸,油炸完成后人工捞出,以上各工序均有人工完成,劳动强度大,人力投入成本高,生产效率低,不利于油炸香芋片的批量化生产,不利于公司的长期发展。
发明内容
本发明的目的就在于克服现有技术的不足,提供了一种香芋片加工生产线,本发明实现了香芋片的自动化生产,避免了人工完成切半、切片、油炸带来的劳动强度大,生产效率低,人力成本高的问题。
为了实现上述目的,本发明提供了一种香芋片加工生产线,包括底座、上料机构、切半输送机构、震动送料机构、切片输送机构、油炸输送机构、动力驱动机构,所述上料机构、切半输送机构、震动送料机构、切片输送机构和油炸输送机构依次安装于所述底座上,所述动力驱动机构与所述切半输送机构、震动送料机构、切片输送机构和油炸输送机构相连接。
进一步地,所述切半输送机构包括输送架、进料输送组件、卷筒轴、钢丝,所述输送架安装于所述底座的进料端上,所述进料输送组件安装于所述输送架上,所述进料输送组件包括的进料输送带上设有若干通孔;所述卷筒轴的数量为两个,两所述卷筒轴分别转动安装于所述输送架出料端的两外侧,所述钢丝的两端分别与两所述卷筒轴的上端相连接,且所述钢丝的两端分别缠绕在两所述卷筒轴上;所述上料机构的出料口位于所述输送架进料端的上方;
所述动力驱动机构包括驱动电机、第一传动辊、第二传动辊、第一传动带、传动连杆、传动盘、驱动轴、第一皮带带轮组件、第一传动组件、第二传动组件、第三传动组件,所述驱动电机安装于所述底座上,所述第一传动辊和第二传动辊均转动安装于所述底座上,所述第一传动辊与所述驱动电机的输出轴相连接,所述第一传动辊通过所述第一传动带与所述第二传动辊相连接,所述传动盘的数量为两个,两所述卷筒轴的下端分别与两所述传动盘相连接,所述第二传动辊外表面设有圆周弧形凹槽,所述驱动轴与所述传动连杆的中间垂直连接,所述传动连杆的两端分别与两所述传动盘的边缘转动连接;所述驱动轴插入至所述圆周弧形凹槽内;所述第二传动辊转动时,所述驱动轴始终位于所述圆周弧形凹槽内,带动两所述卷筒轴同步往复转动,使所述钢丝来回运动;
所述第一传动辊通过所述第一皮带带轮组件与所述进料输送组件相连接;所述第一传动辊通过所述第一传动组件与所述震动送料机构相连接,所述第一传动组件通过所述第二传动组件与所述切片输送机构相连接,所述第二传动组件通过所述第三传动组件与所述油炸输送机构相连接。
进一步地,所述震动送料机构包括震动输送本体,所述震动输送本体包括震动架、震动输送组件,所述动力驱动机构还包括旋转驱动组件,所述第一传动组件包括第一传动辊轴、第二传动辊轴、第二传动带、压紧辊、转盘,所述第一传动辊轴、第二传动辊轴和压紧辊均转动安装于所述底座上,所述第一传动辊、第一传动辊轴和第二传动辊轴之间通过所述第二传动带相连接,所述压紧辊压紧所述第二传动带的外侧面;所述第一传动辊轴的两端均安装有所述转盘,所述第二传动辊轴的两端均安装有所述转盘,所述震动输送组件安装于所述震动架上,所述震动输送组件的进料端位于所述进料输送组件出料端的下方;所述震动架进料端的两端分别与所述第一传动辊轴两端的两转盘偏心转动连接;所述震动架出料端的两端分别与所述第二传动辊轴两端的两转盘偏心转动连接;所述旋转驱动组件安装于所述震动架上,所述旋转驱动组件与所述震动输送组件相连接。
进一步地,所述震动送料机构还包括分拣排序机构,所述分拣排序机构包括支架、上输送组件、下输送组件、针筒、刮板、吸风机,所述支架与所述震动架相连接,所述上输送组件安装于所述支架的上方,所述下输送组件安装于所述支架的下方,所述上输送组件和下输送组件相间设置,所述上输送组件和下输送组件之间形成过渡输送通道,所述过渡输送通道的进料端对准所述进料输送组件的出料端,所述过渡输送通道的出料端对准所述震动输送组件的进料端;
所述针筒包括筒体、均布设于所述筒体外表面的若干针体,所述筒体位于所述过渡输送通道出料端的中间,所述筒体与所述支架转动连接;所述刮板位于所述针筒的下方,所述刮板与所述支架固定连接,所述刮板上设有若干刮槽,所述针体位于所述刮槽内,所述刮板不影响所述针筒的转动;所述上输送组件包括的上输送带上设有若干上负压吸附孔,所述下输送组件包括的下输送带上设有若干下负压吸附孔,所述吸风机安装于所述底座上并与所述上输送组件围成的环绕空间相连通,所述吸风机与所述下输送组件围成的环绕空间相连通;
所述旋转驱动组件包括旋转驱动电机、主传动辊、驱动传动带,所述旋转驱动电机安装于所述支架上,所述旋转驱动电机的输出轴上安装有所述主传动辊,所述主传动辊、筒体、震动输送组件、上输送组件、下输送组件之间通过所述驱动传动带相连接。
进一步地,所述切片输送机构包括架体、切片输送架、过渡输送组件、切刀、偏心转轴、刀柄,所述第二传动组件包括第三传动辊轴、第四传动辊轴、第三传动带、第四传动带、第二皮带带轮组件、第三皮带带轮组件,所述架体安装于所述底座上,所述切片输送架安装于所述架体上,所述过渡输送组件安装于所述切片输送架上,所述过渡输送组件的进料端对准所述震动输送组件的出料端;
所述第三传动辊轴和第四传动辊轴均转动安装于所述底座上,所述第二传动辊轴通过所述第三传动带与所述第三传动辊轴相连接,所述第三传动辊轴通过所述第二皮带带轮组件与所述过渡输送组件相连接,所述切刀移动安装于所述架体上,所述切刀位于所述过渡输送组件的上方,所述偏心转轴包括转动轴体、圆盘、偏心轴体,所述转动轴体和圆盘的数量均为两个,两所述转动轴体分别与两所述圆盘相连接,所述转动轴体与所述圆盘旋转中心相同,两所述圆盘通过所述偏心轴体偏心连接;两所述转动轴体均与所述架体转动连接,所述切刀的上方连接有所述刀柄,所述刀柄上设有横向腰圆孔,所述偏心轴体穿过所述横向腰圆孔,所述第二传动辊轴通过所述第四传动带与所述第四传动辊轴相连接,所述第四传动辊轴通过所述第三皮带带轮组件与所述转动轴体相连接。
进一步地,所述油炸输送机构包括油炸箱、油炸输送带、油炸主动辊筒、油炸从动辊筒、压紧导向辊、传动导向辊;所述第三传动组件包括第四皮带带轮组件、蜗轮、蜗杆,所述油炸箱安装于所述底座上,所述过渡输送组件的出料端对准所述油炸箱,所述油炸主动辊筒和油炸从动辊筒分别位于所述油炸箱的两外侧,所述油炸主动辊筒和油炸从动辊筒均转动安装于所述底座上,所述油炸箱两侧壁的壁口处均转动安装有所述传动导向辊,所述油炸箱内转动安装有多个所述压紧导向辊;
所述油炸主动辊筒和油炸从动辊筒通过所述油炸输送带相连接,所述油炸输送带伸入至所述油炸箱内,且所述油炸输送带绕过所述压紧导向辊和传动导向辊;所述油炸主动辊筒与所述蜗杆相连接,所述第四皮带带轮组件转动安装于所述架体上,且所述第二皮带带轮组件与所述第四皮带带轮组件相连接,所述第四皮带带轮组件与所述蜗轮相连接,所述蜗轮与所述蜗杆相啮合。
进一步地,所述上料机构包括安装于所述底座进料端上的上料箱。
本发明使用时,香芋经削皮洗净后放入至上料机构内,经上料机构将香芋输送至切半输送机构内,经切半输送机构将香芋切成两半后输送至震动送料机构内,经震动送料机构震动输送,使得香芋切半后的切割平面贴合震动送料机构的输送表面,后输送至切片输送机构内,经切片输送机构完成香芋切片后再送入至油炸输送机构内进行油炸,油炸完成后油炸输送机构将香芋片输出至油炸输送机构外,以进行下一次油炸。本发明中震动送料机构震动使得香芋切半后的切割平面贴合震动送料机构,当输送至切片输送机构切片时,香芋能有效稳定地被切片,而不会存在跑偏,保证香芋切片后的均匀性。本发明实现了香芋片的自动化生产,避免了人工完成切半、切片、油炸带来的劳动强度大,生产效率低,人力成本高的问题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
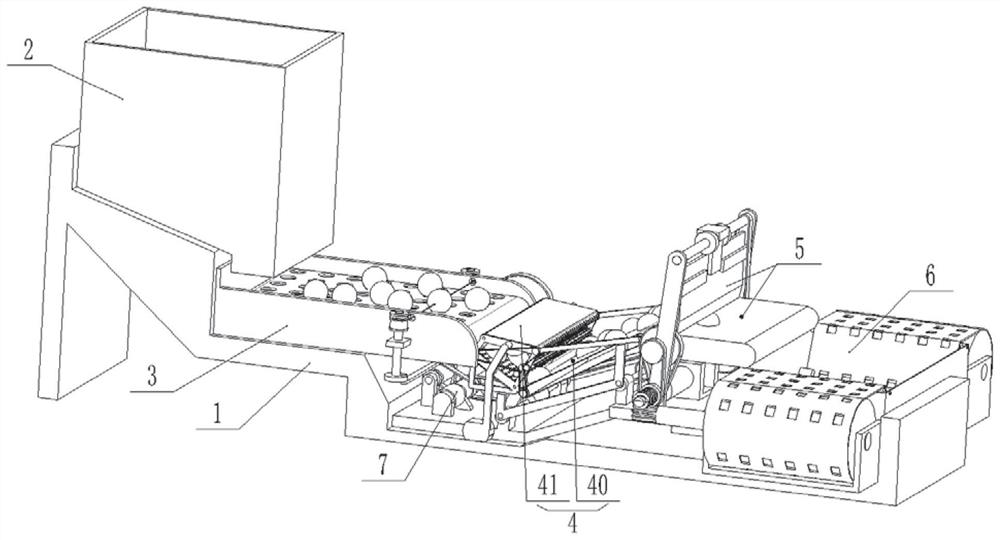
图1为本发明的立体图。
图2为本发明上料机构、切半输送机构、部分动力驱动机构和部分底座相装配的立体图。
图3为图2的部分立体图。
图4为图1拆掉上料机构、切半输送机构和部分底座后的立体图。
图5为图4中对应震动送料机构的立体图。
图6为本发明针筒和刮板相装配的立体图。
图7为图6旋转一定角度后的部分立体图。
图8为图4拆掉震动送料机构后的立体图。
图9为本发明切片输送机构的部分立体图。
图10为本发明切刀和刀柄的立体图。
图11为本发明偏心转轴的立体图。
图12为本发明油炸输送机构的立体图。
具体实施方式
为了使本领域技术人员更好地理解本发明的技术方案,下面结合附图对本发明进行详细描述,本部分的描述仅是示范性和解释性,不应对本发明的保护范围有任何的限制作用。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。此外,术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
如图1-12所示,本实施方式提供的一种香芋片加工生产线,包括底座1、上料机构2、切半输送机构3、震动送料机构4、切片输送机构5、油炸输送机构6、动力驱动机构7,所述上料机构2、切半输送机构3、震动送料机构4、切片输送机构5和油炸输送机构6依次安装于所述底座1上,所述动力驱动机构7与所述切半输送机构3、震动送料机构4、切片输送机构5和油炸输送机构6相连接。
本实施方式使用时,香芋经削皮洗净后放入至上料机构2内,经上料机构2将香芋输送至切半输送机构3内,经切半输送机构3将香芋切成两半后输送至震动送料机构4内,经震动送料机构4震动输送,使得香芋切半后的切割平面贴合震动送料机构4的输送表面,后输送至切片输送机构5内,经切片输送机构5完成香芋切片后再送入至油炸输送机构6内进行油炸,油炸完成后油炸输送机构6将香芋片输出至油炸输送机构6外,以进行下一次油炸。本实施方式中震动送料机构4震动使得香芋切半后的切割平面贴合震动送料机构4的输送表面,使得当输送至切片输送机构5切片时,香芋能有效稳定地被切片,而不会存在跑偏,保证香芋切片后的均匀性。本实施方式实现了香芋片的自动化生产,避免了人工完成切半、切片、油炸带来的劳动强度大,生产效率低,人力成本高的问题。
本实施方式进一步优选地,所述切半输送机构3包括输送架30、进料输送组件31、卷筒轴32、钢丝33,所述输送架30安装于所述底座1的进料端上,所述进料输送组件31安装于所述输送架30上,所述进料输送组件31包括的进料输送带上设有若干通孔310;所述卷筒轴32的数量为两个,两所述卷筒轴32分别转动安装于所述输送架30出料端的两外侧,所述钢丝33的两端分别与两所述卷筒轴32的上端相连接,且所述钢丝33的两端分别缠绕在两所述卷筒轴32上;所述上料机构2的出料口位于所述输送架30进料端的上方;
所述动力驱动机构7包括驱动电机701、第一传动辊702、第二传动辊704、第一传动带703、传动连杆706、传动盘707、驱动轴705、第一皮带带轮组件708、第一传动组件、第二传动组件、第三传动组件,所述驱动电机701安装于所述底座1上,所述第一传动辊702和第二传动704均转动安装于所述底座1上,所述第一传动辊702与所述驱动电机701的输出轴相连接,所述第一传动辊701通过所述第一传动带703与所述第二传动辊704相连接,所述传动盘707的数量为两个,两所述卷筒轴32的下端分别与两所述传动盘707相连接,所述第二传动辊704外表面设有圆周弧形凹槽7040,所述驱动轴705与所述传动连杆706的中间垂直连接,所述传动连杆706的两端分别与两所述传动盘707的边缘转动连接;所述驱动轴705插入至所述圆周弧形凹槽7040内;所述第二传动辊转动704时,所述驱动轴705始终位于所述圆周弧形凹槽7040内,带动两所述卷筒轴32同步往复转动,使所述钢丝33来回运动;
所述第一传动辊702通过所述第一皮带带轮组件708与所述进料输送组件31相连接;所述第一传动辊702通过所述第一传动组件与所述震动送料机构4相连接,所述第一传动组件通过所述第二传动组件与所述切片输送机构5相连接,所述第二传动组件通过所述第三传动组件与所述油炸输送机构6相连接。
本实施方式进料输送组件31直接采用现有的皮带带轮结构即可,此为现有常规技术,故不做过多赘述。
本实施方式切半输送机构3工作原理如下:
上料机构2将香芋上料至进料输送组件31的进料端,其中驱动电机701启动,带动第一传动辊702转动,经第一传动带703带动第二传动辊704转动,第二传动辊704转动带动驱动轴705运动,其中驱动轴705始终限定在圆周弧形凹槽7040内,驱动轴705运动带动传动连杆706来回运动,经两传动盘707带动两卷筒轴32转动,当一个卷筒轴32收钢丝33时,另一个卷筒轴32放钢丝33,两卷筒轴32不断往复收钢丝33和放钢丝33,从而使得钢丝33来回运动,实现切割运动,以当香芋经过钢丝33时被切半,香芋被切半后输送至震动送料机构4上。其中通过第一皮带带轮组件708将第一传动辊702的动力传动至进料输送组件31上,无需再配备另外的动力源,节约能源。
本实施方式进料输送组件31包括的进料输送带上设有若干通孔310,此通孔310小于香芋的尺寸,以当香芋在进料输送组件31上输送时,香芋部分落入至通孔310内,使得香芋能被钢丝33更快速切半。
本实施方式中驱动电机701的动力经第一传动组件传递至震动送料机构4,再经第二传动组件传递至切片输送机构5上,再经第三传动组件传递至油炸输送机构6上,实现动力依次传递,节能减耗。
本实施方式进一步优选地,所述震动送料机构4包括震动输送本体40,所述震动输送本体40包括震动架402、震动输送组件401,所述动力驱动机构7还包括旋转驱动组件,所述第一传动组件包括第一传动辊轴710、第二传动辊轴711、第二传动带709、压紧辊712、转盘726,所述第一传动辊轴710、第二传动辊轴711和压紧辊712均转动安装于所述底座1上,所述第一传动辊702、第一传动辊轴710和第二传动辊轴711之间通过所述第二传动带709相连接,所述压紧辊712压紧所述第二传动带709的外侧面;所述第一传动辊轴710的两端均安装有所述转盘726,所述第二传动辊轴711的两端均安装有所述转盘726,所述震动输送组件401安装于所述震动架402上,所述震动输送组件401的进料端位于所述进料输送组件31出料端的下方;所述震动架402进料端的两端分别与所述第一传动辊轴710两端的两转盘726偏心转动连接,具体地通过销轴偏心转动连接;所述震动架402出料端的两端分别与所述第二传动辊轴711两端的两转盘726偏心转动连接,具体地通过销轴偏心转动连接;所述旋转驱动组件安装于所述震动架402上,所述旋转驱动组件与所述震动输送组件401相连接。
本实施方式震动送料机构4工作原理如下:
当切半输送机构3完成香芋切半后,被切半的香芋输送至震动输送组件401上,此时驱动电机701的动力经第一传动辊702和第二传动带709传动至第一传动辊轴710和第二传动辊轴711上,第一传动辊轴710和第二传动辊轴711转动带动其各自的两转盘726转动,转盘726转动带动与其偏心转动连接的震动架402做震动运动,从而使得震动输送组件401上的香芋震动至香芋切半后的切割平面帖合震动输送组件401的输送表面。其中震动输送组件401通过旋转驱动组件完成动力驱动。压紧辊712实现第二传动带709的胀紧,保证动力有效传递。
本实施方式震动输送组件401采用现有的皮带带轮结构即可,此为现有常规技术,故不做过多赘述。
本实施方式进一步优选地,所述震动送料机构4还包括分拣排序机构41,所述分拣排序机构41包括支架410、上输送组件411、下输送组件412、针筒413、刮板414、吸风机415,所述支架410与所述震动架402相连接,所述上输送组件411安装于所述支架410的上方,所述下输送组件412安装于所述支架410的下方,所述上输送组件411和下输送组件412相间设置,所述上输送组件411和下输送组件412之间形成过渡输送通道,所述过渡输送通道的进料端对准所述进料输送组件31的出料端,所述过渡输送通道的出料端对准所述震动输送组件401的进料端;
所述针筒413包括筒体4130、均布设于所述筒体4130外表面的若干针体4131,所述筒体4130位于所述过渡输送通道出料端的中间,所述筒体4130与所述支架410转动连接;所述刮板414位于所述针筒413的下方,所述刮板414与所述支架410固定连接,所述刮板414上设有若干刮槽,所述针体4131位于所述刮槽内,所述刮板414不影响所述针筒413的转动;所述上输送组件411包括的上输送带上设有若干上负压吸附孔,所述下输送组件412包括的下输送带上设有若干下负压吸附孔,所述吸风机415安装于所述底座1上并与所述上输送组件411围成的环绕空间相连通,所述吸风机415与所述下输送组件412围成的环绕空间相连通;
所述旋转驱动组件包括旋转驱动电机714、主传动辊715、驱动传动带713,所述旋转驱动电机714安装于所述支架410上,所述旋转驱动电机714的输出轴上安装有所述主传动辊715,所述主传动辊715、筒体4130、震动输送组件401、上输送组件411、下输送组件412之间通过所述驱动传动带713相连接。本实施方式中通过旋转驱动电机714驱动上输送组件411、下输送组件412、针筒413和震动输送组件401运动。其中上输送组件411和下输送组件412直接采用现有的皮带带轮结构即可,此为现有常规技术,故不做过多赘述。
本实施方式为保证震动输送组件401上被切半的香芋的切割平面都全部贴合震动输送组件401的输送表面,在将切半香芋输送至震动输送组件401上前,通过分拣排序机构41完成震动排序,其中支架410与震动架402相连接,以将震动架402的震动运动传递至支架410、上输送组件411和下输送组件412上,实现分拣排序机构41的震动排序运动。其中吸风机415使得上输送组件411上的上负压吸附孔和下输送组件412上的下负压吸附孔形成负压,以当进料输送组件31完成香芋切半后,切半的香芋的切割平台朝下时,被下输送组件412的下负压吸附孔吸附,经下输送组件412后切割平台朝下的香芋转至震动输送组件31上,切半的香芋的切割平面朝上时,被上输送组件411的上负压吸附孔吸附,经上输送组件411输送至切割平面朝上的香芋被针筒413刺住,后针筒41转动带动此香芋旋转至切割平面朝下时,针筒413上的香芋被刮板414剥下,掉落在震动输送组件401上,如此以保证震动输送组件401上的香芋的切割平面全部朝下,保证切片输送机构5切片的稳定性和有效性。
本实施方式进一步优选地,所述切片输送机构5包括架体501、切片输送架506、过渡输送组件505、切刀502、偏心转轴503、刀柄504,所述第二传动组件包括第三传动辊轴716、第四传动辊轴724、第三传动带723、第四传动带722、第二皮带带轮组件717、第三皮带带轮组件721,所述架体501安装于所述底座1上,所述切片输送架506安装于所述架体501上,所述过渡输送组件505安装于所述切片输送架506上,所述过渡输送组件505的进料端对准所述震动输送组件401的出料端;
所述第三传动辊轴716和第四传动辊轴724均转动安装于所述底座1上,所述第二传动辊轴711通过所述第三传动带723与所述第三传动辊轴716相连接,所述第三传动辊轴716通过所述第二皮带带轮组件717与所述过渡输送组件505相连接,所述切刀502移动安装于所述架体501上,所述切刀502位于所述过渡输送组件505的上方,所述偏心转轴503包括转动轴体5030、圆盘5031、偏心轴体5032,所述转动轴体5030和圆盘5031的数量均为两个,两所述转动轴体5030分别与两所述圆盘5031相连接,所述转动轴体5030与所述圆盘5031旋转中心相同,两所述圆盘5031通过所述偏心轴体5032偏心连接;两所述转动轴体5030均与所述架体501转动连接,所述切刀502的上方连接有所述刀柄504,所述刀柄504上设有横向腰圆孔5040,所述偏心轴体5032穿过所述横向腰圆孔5040,所述第二传动辊轴711通过所述第四传动带722与所述第四传动辊轴724相连接,所述第四传动辊轴724通过所述第三皮带带轮组件721与所述转动轴体5030相连接。其中过渡输送组件505直接采用现有的皮带带轮结构即可,此为现有常规技术,故不做过多赘述。
本实施方式切片输送机构5工作原理如下:
震动输送组件401将切半的香芋转送至过渡输送组件505,其中驱动电机701的动力经第一传动辊702、第二传动带709、第二传动辊轴711传送至第三传动辊轴716上,第三传动辊轴716通过第二皮带带轮组件717带动过渡输送组件505运动,过渡输送组件505完成切半的香芋输送,同时第二传动辊轴711的动力经第四传动带722传动至第四传动辊轴724上,第四传动辊轴724通过第三皮带带轮组件721带动偏心转轴503转动,即转动轴体5030、圆盘5031、偏心轴体5032转动,从而带动切刀502和刀柄504相对于架体501上下移动,完成香芋切片。
本实施方式切片输送机构5还可以采用如下结构:
所述切片输送机构5包括架体501、切片输送架506、过渡输送组件505、切刀502、直线移动驱动件(图中未画出)、刀柄504,所述第二传动组件包括第三传动辊轴716、第三传动带723、第二皮带带轮组件717,所述架体501安装于所述底座1上,所述切片输送架506安装于所述架体501上,所述过渡输送组件505安装于所述切片输送架506上,所述过渡输送组件505的进料端对准所述震动输送组件401的出料端;所述第三传动辊轴716转动安装于所述底座1上,所述第二传动辊轴711通过所述第三传动带723与所述第三传动辊轴相716连接,所述第三传动辊轴716通过所述第二皮带带轮组件717与所述过渡输送组件505相连接,所述切刀502移动安装于所述架体501上,所述切刀502位于所述过渡输送组件505的上方,所述切刀502的上方连接有所述刀柄504,所述直线移动驱动件安装于所述架体501上,所述直线移动驱动件与所述刀柄504相连接。其中直线移动驱动件直接采用现有的油缸、气缸、电动推杆等直线驱动设备。即将第四传动带722、第四传动辊轴724、第三皮带带轮组件721和偏心转轴503带动切刀502做上下移动,改为通过直线移动驱动件带动切刀502做上下移动。
本实施方式进一步优选地,
所述油炸输送机构6包括油炸箱601、油炸输送带603、油炸主动辊筒602、油炸从动辊筒606、压紧导向辊604、传动导向辊605;所述第三传动组件包括第四皮带带轮组件718、蜗轮719、蜗杆720,所述油炸601箱安装于所述底座1上,所述过渡输送组件505的出料端对准所述油炸箱601,所述油炸主动辊筒602和油炸从动辊筒606分别位于所述油炸箱601的两外侧,所述油炸主动辊筒602和油炸从动辊筒606均转动安装于所述底座1上,所述油炸箱601两侧壁的壁口处均转动安装有所述传动导向辊605,所述油炸箱601内转动安装有多个所述压紧导向辊604;
所述油炸主动辊筒602和油炸从动辊筒606通过所述油炸输送带603相连接,所述油炸输送带603伸入至所述油炸箱601内,且所述油炸输送带603绕过所述压紧导向辊604和传动导向辊605;所述油炸主动辊筒602与所述蜗杆720相连接,所述第四皮带带轮组件718转动安装于所述架体501上,且所述第二皮带带轮组件717与所述第四皮带带轮组件718相连接,所述第四皮带带轮组件718与所述蜗轮719相连接,所述蜗轮719与所述蜗杆720相啮合。
本实施方式油炸输送机构6工作原理如下:
切片输送机构5完成切片后,香芋片经过渡输送组件505输送至油炸箱601内,其中油炸箱601内的热油对香芋片进行油炸,其中油炸过程中动力依次经第一皮带带轮组件717、第四皮带带轮组件718、蜗轮719和蜗杆720传递至油炸主动辊筒602,从而带动油炸输送带603、油炸从动辊筒606、压紧导向辊604、传动导向辊605运动,以将油炸完成的香芋片输出油炸箱601,转至成品收集区。其中底座上1设有储油槽,以使得油炸输送带603输送滴出的油完成收集成储油,避免污染其他地方面。其中压紧导向辊604和传动导向辊605,以保证油炸输送带603有效输送。
本实施方式优选地,所述上料机构包括安装于所述底座进料端上的上料箱。
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等同物界定。
- 一种香芋片加工生产线
- 一种香芋片和红薯片的联产方法