碳碳或碳陶复合材料缠绕预制体及其制品以及制备方法
文献发布时间:2023-06-19 11:59:12
技术领域
本发明涉及碳碳或碳陶复合材料技术领域,尤其涉及碳碳或碳陶复合材料缠绕预制体及其制品以及制备方法。
背景技术
刹车组件是汽车、列车、摩托车等必须装备的自动部件,其性能的优劣直接影响车辆、装备的使用安全性。
在生产制造刹车组件的过程中,包含并采用了预制体制备工艺,预制体制备的原材料通常利用到碳-碳复合材料,碳-碳复合材料是碳纤维增强碳基体的一种高性能复合材料,具有强度高、耐腐蚀、可设计性强等特点。
本案提出了一种新型碳-碳复合材料预制体及其制品以及制备方法。通过研发新的热结构复合材料,其用途不仅限于刹车盘,还可一一扩展到其他领域车辆,比如火车、重型卡车、客车、公交车以及跑车等等。
发明内容
本发明提供了碳碳或碳陶复合材料缠绕预制体及其制品以及制备方法,解决了以上技术问题.
为解决上述技术问题,本发明是通过以下技术方案实现的:
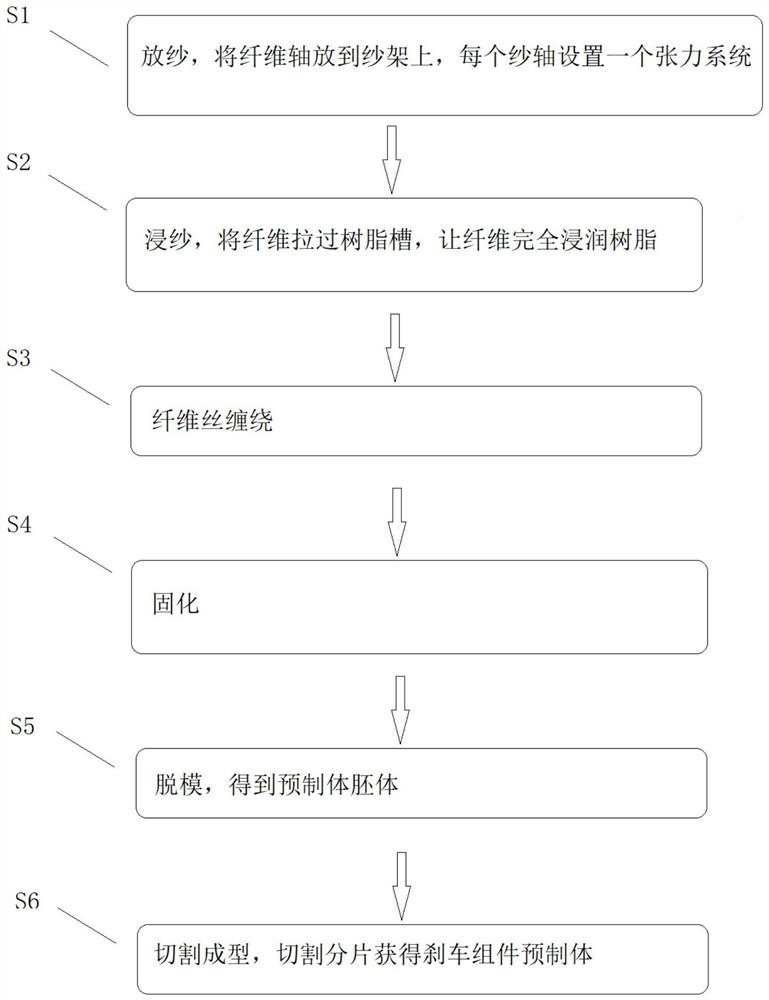
本发明一方面提供给了一种用于复合材料刹车组件制作的预制体的制备方法,其特征在于,包括纤维丝缠绕,将纤维丝在准备好的预制体模具表面缠绕,纤维丝于预制体模具表面缠绕成网状的胚体。具体包括以下步骤:
S1,放纱,将纤维轴放到纱架上,每个纱轴设置一个张力系统;
S2,浸纱,将纤维拉过树脂槽,让纤维完全浸润树脂;
S3,纤维丝缠绕,将浸过树脂的纤维丝在准备好的预制体模具表面缠绕,纤维丝于预制体模具表面表面缠绕成网;
S4,固化,升温将树脂固化;
S5,脱模,得到预制体胚体;
S6,分切,按照设计的具体规格厚度,沿预制体轴向分切为多段,得到所需要的预制体。
进一步地,边缠绕边针刺。
进一步地,在纤维丝缠绕过程中,至少添加一层石墨纸层或碳布层。
进一步地,纤维可以是碳纤维、预氧丝、芳纶纤维、酚醛纤维、玻璃纤维、陶瓷纤维、金属纤维其中一种或多种。
进一步地,所述树脂内填充有炭黑粉、活性炭粉、石墨粉、碳纳米管、石墨烯粉、碳纤维粉、石墨纤维粉、陶瓷粉、碳化硅粉、氮化硼粉、金属氧化物粉、树脂碳粉等其中一种或以上多种材料。
进一步地,所述树脂包括聚氮硅烷、聚碳硅烷、环氧树脂、酚醛树脂、脲醛树脂等的一种或多种。所述树脂含量为0-50%,分散工艺按照一定比例将填充材料和树脂混合均匀。
进一步地,预制体的成型形状依据不同的需求,根据安装芯模而定。
进一步地,所述碳布采用特种碳布,所述特种碳布为编织或无纺碳布层束单向浸布制作。
进一步地,所述编织布采用纤维束或预浸带编织而成。纤维束或带的厚度为0.01~0.20mm,优选厚度为0.01~0.05mm。
本发明第二方面提供了一种用于碳碳或碳陶复合材料制作的缠绕预制体,其特征在于,采用任一所述制备方法获得。
本发明第三方面提供了一种用任一所述制备方法获得的碳碳或碳陶复合材料制品,其特征在于:是经过气相沉积或液相沉积或两者组合方法获得碳碳或碳陶复合材料制品。
进一步地,所述的碳碳或碳陶复合材料制品,包括板材、柱材、筒体、球体、环形材料以及其他异形材料。
进一步地,所述的碳碳或碳陶复合材料制品,包括刹车盘、刹车片、托杆、托盘、电极柱、支撑柱、料架、载板、坩埚、导流筒、保温桶、盖板、支撑环、紧固件、火箭喉衬、发动机喷管、发动机叶片。
本发明的有益效果在于:
1)石墨纸的添加具有缓冲作用,减少啸叫;
2)石墨纸的添加具有导热散热作用,使得刹车盘芯部温度快速传导到盘外,利于散热,提升摩擦稳定性,提高刹车盘的使用寿命。
3)碳布的添加,可以由大丝束碳纤维成本编织小丝束碳纤维才能编织出的高体积密度的纤维布,成本大大降低;
4)碳布的添加,由于可以大幅提高复合材料预制体的体积份数,所以复合材料强度大大提高;
5)碳布的添加,使得碳碳复合材料沉积周期大大缩短,进一步降低碳碳复合材料的成本;
6)碳布的添加,使得碳碳复合材料达到同样强度,预制体厚度可以减薄,降低成本;
7)碳布的添加,使得碳碳复合材料在使用同样密度的预制体情况下,达到同样强度,碳碳复合材料致密度低,成本低。
8)碳布的添加,可以大大缩小碳碳复合材料的形变量,提升结构强度。
9)采用环形分切工艺,相对于现有板式预制体,无需去除边料和芯料,可以使得刹车盘预制体材料的浪费减少;
10)采用环形分切工艺,可以一次性制造多个盘式预制体,可以减少制作工时;
11)采用环形分切工艺,相对于现有工艺的板式针刺预制体而言,盘式预制体密度更加均匀,增强了预制体的一致性;
12)在预制体中加入树脂和填充物可以有效缩短气相沉积的周期,同时起到缓冲、减震、散热、导热等功能需求,克服现有刹车盘散热不快、震动、抗氧化能力不足等问题。
13)在预制体中加入树脂,可以减少粉尘,降低污染。
14)使用连续纤维缠绕工艺,区别于现有针刺板式预制体短纤维工艺,可以有效增加刹车盘的径向、周向、轴向的强度。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明碳碳或碳陶复合材料缠绕预制体制备方法工艺流程图一;
图2为本发明碳碳或碳陶复合材料缠绕预制体制备方法工艺流程图二;
图3为本发明预制体结构示意图;
图4为图3侧视图;
图5为石墨层及填充物排布示意图;
图6为图5侧视图;
图7为高体积密度编织布示意图;
图8为本发明板材制品示意图;
图9为本发明柱材制品示意图;
图10为本发明筒体制品示意图;
图11为本发明球体制品示意图;
图中标记说明:
1为纤维丝,2树脂层,3石墨纸层或纤维布层,4状刹车组件预制体模具,5填充材料,6针刺纤维。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,指示方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例一
本发明一方面提供了一种用于复合材料刹车组件制作的预制体的制备方法,其特征在于,包括以下步骤:
S1,放纱,将纤维轴放到纱架上,每个纱轴设置一个张力系统;
S2,浸纱,将纤维拉过树脂槽,让纤维完全浸润树脂;
S3,纤维丝缠绕,将浸过树脂的纤维丝在准备好的预制体模具表面缠绕,纤维丝于预制体模具表面表面缠绕成网;,此处可采用单根纤维丝缠绕成网、亦或者多根纤维丝缠绕成网。
S4,固化,升温将树脂固化;
S5,脱模,得到预制体胚体;
S6,分切,按照刹车盘的具体规格厚度,沿预制体轴向分切为多段,得到所需要的刹车盘预制体。
纤维丝缠绕过程如下:
将纤维轴放到纱架上,每个纱轴设置一个张力系统,每根纤维的张力一致,比如为15N;纱线通过纱孔和张紧轮浸入树脂槽中,让纤维完全浸润树脂,所述硅烷树脂包括聚氮硅烷、聚碳硅烷、环氧树脂、酚醛树脂、脲醛树脂等的一种或多种。树脂中可以预先填充所需要的填充材料,比如炭黑、活性炭、石墨粉、碳纳米管、石墨烯、碳纤维粉、石墨纤维粉、陶瓷粉、碳化硅粉、氮化硼粉、金属氧化物粉、树脂碳等其中一种或多种材料;接着,纱线从树脂槽中拉出,经过另一个张紧轮和分纱器,将纤维穿过缠绕机的机头,按照预先编好的程序将纤维无间距、均匀地、沿芯模的轴向成一定角度来回缠绕在芯模上,纤维丝于预制体模具表面缠绕成网;纤维与缠绕模具的轴向呈一定角度,但排除90度。
将芯模和预制体一起取出,放置到固化装备中固化,一般固化温度在10~400度之间,固化时间在5min~24hrs之间,根据采用的树脂不同,固化温度不同,固化时间也不同。例如190度,固化30min,然后把芯模和预制体一起从固化装置内取出,脱模,获得固化好的预制体胚体。
分切,按照刹车盘的具体规格厚度,沿预制体轴向分切为多段,得到所需要的刹车盘预制体。
实施例二
在实施例一的基础上,引入石墨纸,具体如下:在纤维丝缠绕过程中,可以根据刹车盘的设计需要,在纤维缠绕层间添加石墨纸层,石墨纸的添加层数和添加间距根据具体要求而定。石墨纸固定在另外一个卷轴上,如果需添加在某一特定纤维缠绕层,则把石墨纸放卷到这个层,待完全覆盖预制体圆周表面后,用刀具将石墨纸割断,纤维继续缠绕,直至下一个需要安放石墨纸的纤维缠绕层,纤维缠绕层以此类推。具体方法如下:
将纤维丝、有时还伴随着石墨纸带螺旋平展地卷绕在芯模上,边卷绕并将纤维丝组成的纤维缠绕层与石墨纸缝合。至少带有一个石墨纸层的盘料被缝在纤维缠绕层的一面或每一面。
上层纤维缠绕层、石墨纸被缝制在它所叠放的已经卷绕起来的层上。缝制是通过针板60来实现的,针板横跨纤维缠绕层、石墨纸的整个宽度。根据设计需要,可以选择缠绕一层纤维缠绕层、石墨纸立即针刺,又或者缠绕N层纤维缠绕层后,从第N+1层石墨纸开始针刺;
添加了石墨纸后,芯部散热的时间大大缩短,不添加时为芯部散热的时间为5s,添加后芯部散热的时间为3s。
实施例三
在实施例二的基础上,将石墨纸替换成编织布。所述编织布采用纤维束或预浸带编织而成。纤维束或带的厚度为0.01~0.50mm。在本优选的厚度为0.01~0.20mm,更优选厚度为0.01~0.05mm。
本实施例以碳纤维为例,本案中的编织布可以通用的编织布,优选高体积密度编织布,其参数可参见CN201720691977.1。碳纤维展宽丝宽度选自8±0.5mm、10±0.7mm、16±1mm、20±1mm、27±2mm或34±2.5mm,并且,所述碳纤维编织布面密度相应地选自200±5g/m2、160±5g/m2、100±3g/m2、80±3g/m2、60±3g/m2或48±2g/m2。
本案所说的高体积密度编织布,是指在纤维面内同样分布情况下,纤维布克重越小,表示厚度越薄,也就是说同样体积的情况下,纤维含量越高,高体积密度的编织布的体积密度比常规纤维布大15%-30%,高体积密度编织布是指这样的碳布。最终获得的预制体,其中的纤维体积密度控制在0.1~1.5g/cm
实施例四
在实施例二的基础上,将石墨纸替换成无纺碳布。最终获得的预制体,其中的纤维体积密度控制在0.1~1.5g/cm
实施例五
在实施例二的基础上,将石墨纸替换成单向布。最终获得的预制体,其中的纤维体积密度控制在0.1~1.5g/cm
实施例六
在实施一至五的基础上,采用边缠绕边针刺的工艺,上层纤维缠绕层、石墨纸或编织布或无纺碳布或无纺布被缝制在它所叠放的已经卷绕起来的层上。缝制是通过针板60来实现的,针板横跨纤维缠绕层、石墨纸或编织布或无纺碳布或无纺布的整个宽度。根据设计需要,可以选择缠绕一层纤维缠绕层、石墨纸立即针刺,又或者缠绕N层纤维缠绕层后,从第N+1层开始针刺。最终获得的预制体,其中的纤维体积密度控制在0.1~1.5g/cm
实施例七
在实施例1的基础上,直接按设定厚度分切。获得缠绕预制体。
实施例八
在实施例2-5的基础上,如添加石墨纸层或纤维布层,则切薄片贴合石墨纸层或纤维布层至设定厚度。获得缠绕预制体。
实施例九
本发明另一方面提供了一种碳碳或碳陶复合材料制品,包括但不限于刹车材料,其特征在于采用如实施例2、3、4、5、6、8任一项所述的预制体制成。其制备方法包括气相沉积或液相沉积,具体包括以下步骤:
S1,碳化,此为公知技术,不再赘述;
S2,沉积,化学气相沉积,设备采用气相沉积炉或沉积系统,从沉积炉的底部通过多路进气管路向沉积炉内通入碳源气体,碳源气体以一定的流量、流速直接通入到炉体内的沉积室的底部,并发生热解后形成基体碳沉积于坯体产品的内部或表面。
此步骤也可以采用液相沉积,或者气液混合沉积。
S3,石墨化;
S4,精加工,按照图纸要求,对制备完成的毛坯进行精密加工成型,获得碳碳刹车盘。
在实施例8的基础上,为了提高刹车盘的耐磨、耐腐蚀性能,可以根据实际使用场景的不同,可以增加渗硅等改性步骤,具体如下:
将制备完成的毛坯置于石墨坩埚中,放入真空烧结炉中,升温至1600~1650℃,保温0.5~1小时,将熔融的Si或硅烷气体渗入碳碳刹车盘中,保持约12~20min。降温并取出石墨坩埚,制备出体积密度为1.95~2.16g/cm3的碳纤维增强SiC或CF基体复合材料刹车片。
所述的碳碳或碳陶复合材料制品,包括板材、柱材、筒体、球体、环形材料以及其他异形材料。
所述的碳碳或碳陶复合材料制品,包括刹车盘、刹车片、托杆、托盘、电极柱、支撑柱、料架、载板、坩埚、导流筒、保温桶、盖板、支撑环、紧固件、火箭喉衬、发动机喷管、发动机叶片。
本案以碳碳或碳陶复合材料领域的刹车盘举例说明,但是应该明白,本发明还可以用于碳碳或碳陶复合材料领域的其他制品比如托杆、托盘、坩埚等,同时本发明也可以用于非碳碳或碳陶复合材料领域的制品。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 碳碳或碳陶复合材料缠绕预制体及其制品以及制备方法
- 碳碳或碳陶复合材料卷绕预制体及其制品以及制备方法