一种集箱管座焊接工艺
文献发布时间:2023-06-19 11:59:12
技术领域
本发明提供一种焊接工艺,特别涉及一种集箱管座焊接工艺,属于压力容器制造领域。
背景技术
集箱管座马鞍形焊缝的的焊接工艺复杂, 影响质量和性能的因素多,在实际服役过程中, 集箱管座不仅承受内压, 还往往受到弯矩、扭矩、轴向力的作用,由于集箱管座的几何结构和所受外载的复杂性, 导致其往往成为管系中应力集中较高的危险部位,从某种意义上说, 集箱管座焊接质量的好坏与承载能力的高低将直接影响到整个管系的完整性及安全运行。本方法通过优化焊接顺序,减少了焊接完成后焊缝存在的缺陷,提高了焊接质量。
发明内容
针对于上述现有技术的不足,本发明提供一种集箱管座焊接工艺,采用该工艺焊接出的集箱管座结构强度高,在长期使用中不会变形,提高了集箱管座使用寿命。
实现本发明上述目的所采用的技术方案为:一种集箱管座马鞍形焊缝焊接工艺,包括以下步骤:选用DN350×1000mm×12mm的管道作为集箱的母材,在集箱垂直方向上开孔,无坡口;管座选用DN80标准件管座,管座一段开有马鞍形坡口,焊接前将管座坡口和集箱开孔轮廓线贴合并定位,管座顶部设有定位块,集箱底部有底座,限制焊接件的刚性移动;采用一把焊枪进行多层多道焊接,焊接时焊枪枪头呈45°,焊接过程共三道焊缝,焊枪沿着马鞍形焊接路径,逆时针闭环焊接,焊缝共三层,打底层、填充层、盖面层。
进一步的,集箱开孔形状为环形空间曲线。
进一步的,管座一端为V型坡口,另一端为马鞍形坡口,坡口角度均在35°-50°范围内。
进一步的,打底层用手工钨极氩弧焊,填充层和盖面层用二氧化碳气体保护焊,焊枪的枪头对准集箱管座的夹缝处,逐层焊接。
附图说明
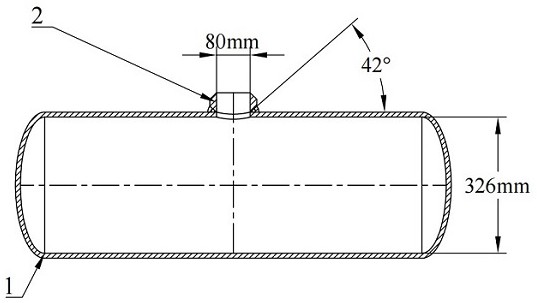
图1为集箱管座结构几何尺寸图;
图中:1-集箱,2-管座。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
如图1所示,本发明提供一种集箱管座马鞍形焊缝焊接工艺,其特征在于包括以下步骤:选用DN350×1000mm×12mm的管道作为集箱的母材,在集箱垂直方向上开孔,无坡口;管座选用DN80标准件管座,管座一段开有马鞍形坡口,焊接前将管座坡口和集箱开孔轮廓线贴合并定位,管座顶部设有定位块,集箱底部有底座,限制焊接件的刚性移动;采用一把焊枪进行多层多道焊接,焊接时焊枪枪头呈45°,焊接过程共三道焊缝,焊枪沿着马鞍形焊接路径,逆时针闭环焊接,焊缝共三层,打底层、填充层、盖面层。
进一步的,集箱开孔形状为环形空间曲线。
进一步的,管座一端为V型坡口,另一端为马鞍形坡口,坡口角度均在35°-50°范围内。
进一步的,打底层用手工钨极氩弧焊,填充层和盖面层用二氧化碳气体保护焊,焊枪的枪头对准集箱管座的夹缝处,逐层焊接。
- 一种集箱管座焊接工艺
- 一种集箱管座多层多道焊有限元模型的网格划分方法