一种夹具、装配工装以及装配方法
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及半导体激光器镀膜技术领域,尤其涉及一种用于装夹激光器巴条的夹具、装配工装以及装配方法。
背景技术
半导体激光器(LD)具有体积小、重量轻、转换效率高、工作寿命长等优点,被广泛应用于固体激光器泵浦、工业加工、激光医疗和军事等领域,有着非常广泛的应用前景和市场价值。在半导体激光器芯片生产的工艺过程中,针对激光器巴条的端面镀膜是非常重要的工艺步骤之一。良好的镀膜效果能够优化激光器阈值电流、出射效率,最终实现单面的最大激光功率输出。
现有的条形半导体激光器端面镀膜夹具种类繁多,应用于镀膜工艺中,主要目的是夹持一定数量且并行排列的芯片承载座。现有的夹具存在诸多问题,具体如下:
1、夹具构造设计不合理,在夹具安装至镀膜炉支架装配过程中容易因操作不当而发生整体掉落,同时在镀膜过程中由于夹具夹持活动端被镀膜炉支架固定端夹紧而无法有效夹持,导致所工件掉落。
2、产品装入夹具时装配困难,需要操作中手动按住夹具活动端,对人员技能要求较高,因而工作效率较低,装条成功率不高,容易导致产品损失。
3、夹具夹持产品端宽度或厚度固定,针对不同宽度或厚度的产品无法进行相应调节。尤其是针对巴条厚度,如果巴条宽度小于夹条端厚度,在镀膜过程中产品因受到夹条端遮挡而导致所镀薄膜厚度不均匀;反之,如果巴条宽度较夹持端厚度厚很多,则容易引起产品翘曲,增加产品的间隙,导致镀膜膜料渗入。
发明内容
本发明的第一个目的在于提供一种夹具,其夹板的夹持口为V形夹持口,夹板与激光器巴条端面之间的接触为线接触,能够全面对激光器巴条进行镀膜处理,并可可适用不同端面厚度的激光器巴条。
为达到上述目的,本发明提供的方案是:
一种夹具,用于夹持激光器巴条,所述夹具包括固定框架、与所述固定框架可拆卸连接的夹板、以及用于连接所述固定框架与所述夹板的紧固件,所述固定框架中间挖空,所述固定框架包括第一固定边和第二固定边,所述第一固定边和所述第二固定边均设置有滑槽,所述夹板一端安装在所述第一固定边,另一端安装在所述第二固定边,所述紧固件穿过所述滑槽与所述夹板连接,且所述紧固件能够沿着所述滑槽滑动,所述夹板设置有至少两个,相邻两个所述夹板用于夹持激光器巴条,且每个所述夹板面向另一所述夹板的一侧开设有V形夹持口,激光器巴条夹设在相邻两个所述夹板的V形夹持口内。
优选地,其特征在于,所述夹板的两端均设置有螺纹孔,所述紧固件为螺钉,所述螺钉与所述螺纹孔适配。
优选地,其特征在于,所述夹板的两端均凹设有台阶位,所述螺纹孔设置在所述台阶位上,所述固定框架装配在台阶位上。
优选地,其特征在于,所述夹板上设置有定位孔。
优选地,所述固定框架上设有连接孔,所述连接孔用于与镀膜机连接。
本发明的第二个目的在于提供一种装配工装,所述装配工装用于将激光器巴条装配到如上所述的夹具上,所述夹板上设置有定位孔,所述装配工装包括装载台、第一推杆、第二推杆和与所述夹板的定位孔适配的定位销,所述装载台内部设置有气体通道,所述装载台侧面设置有与所述气体通道连通的进气口,所述进气口用于接入负压系统,所述装载台顶部设置有凹槽和凸台,所述凸台贯穿设置有与所述气体通道连通的出气口,所述凹槽设置有两个,两个所述凹槽分别设置在所述凸台的两侧,所述第一推杆与其中一个所述凹槽滑动连接,所述第二推杆与另一个所述凹槽滑动连接,所述第一推杆两端均设置有与所述夹板端部适配的第一安装槽和与所述第一安装槽连通的第一安装孔,所述第一安装孔与所述定位销适配,所述第二推杆两端均设置有与所述夹板端部适配的第二安装槽和与所述第二安装槽连通的第二安装孔,所述第二安装孔与所述定位销适配。
优选地,所述第一推杆的底部和所述第二推杆的底部均设置有滑块,所述滑块滑动连接在所述凹槽内。
优选地,所述装配工装还包括面包板,所述面包板上均匀设置有标准螺纹孔,所述装载台的四角设有通孔,所述装载台通过螺丝固连在所述面包板上。
本发明的第三个目的在于提供一种装配方法,所述装配方法用于将激光器巴条装配到如上所述的夹具上,所述装配方法包括如下步骤:
步骤S10,提供如上所述的装配工装,将一组激光器巴条放置在所述凸台上,并在所述进气口接入负压系统,通过所述负压系统将激光器巴条吸附在所述凸台上,完成激光器巴条的定位;
步骤S20,在所述第一安装孔和所述第二安装孔分别安装定位销后,分别在所述第一安装槽和所述第二安装槽装入所述夹板,并使所述夹板的定位孔插装在所述定位销上,完成所述夹板的定位;
步骤S30,将所述第一推杆和所述第二推杆分别装配在所述装载台上,完成所述第一推杆和所述第二推杆的定位;
步骤S40,滑动所述第一推杆和所述第二推杆以使激光器巴条两侧端面平卡在两个所述夹板的V形夹持口内,完成一组激光器巴条的装配;
步骤S50,将所述固定框架与所述夹板通过紧固件连接起来,完成所述夹板与所述固定框架的装配;
步骤S60,取下所述固定框架,调整所述第一推杆和所述第二推杆的位置,将所述固定框上靠内的夹板安装在所述第一推杆上,并在所述第二推杆上放置新的夹板,完成夹板的定位;
步骤S70,将新的一组激光器巴条放置在所述凸台上,在负压系统的作用下,激光器巴条吸附在所述凸台上,完成激光器巴条的定位;
步骤S80,滑动所述第一推杆和所述第二推杆以使激光器巴条两侧端面平卡在两个夹板的V形夹持口内,完成激光器巴条的装配;
步骤S90,将固定框架与第二推杆上的夹板通过紧固件连接起来,完成夹板与固定框架的装配;
步骤S100,重复步骤S60-步骤S90若干次,直至完成若干组激光器巴条的装配。
本发明提供的夹具具有以下优点:
第一,固定框架中间挖空的区域用来放置夹设有激光器巴条的夹板,使得激光器巴条双面无遮挡,因此,该夹具适用任何形式的镀膜机,而且一次装条就能够实现两面镀膜,从而可以减少对产品的二次损伤。
第二,夹板的夹持口为V形夹持口,因此,夹具与激光器巴条端面之间的接触为线接触,能够全面对激光器巴条进行镀膜处理,从而使得激光器巴条具有均匀的镀膜厚度。
第三,夹板的夹持口为V形夹持口,因此,夹板的厚度大于激光器巴条的厚度,因此能够避免发生激光器巴条翘曲的现象。
第四,夹板的夹持口为V形夹持口,因此,夹板可适用不同端面厚度的激光器巴条。
本发明提供的装配工装结构简单,设计新颖,实用性强,装配便利。而且本发明的装配工装通过在装载台接入负压系统来保证激光器巴条不随意活动,并调整通过第一推杆和第二推杆的位置从而调整夹板的位置,不需要操作人员手动按压夹板,简化了人员操作,提高了装调的成功率和装配效率。
本发明提供的装配方法通过在装配工装上完成对激光器巴条的装配,装配时在装载台接入负压系统来保证激光器巴条不随意活动,并通过调整第一推杆和第二推杆的位置从而调整夹板的位置,不需要操作人员手动按压夹板,简化了人员操作,提高了装调的成功率和装配效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
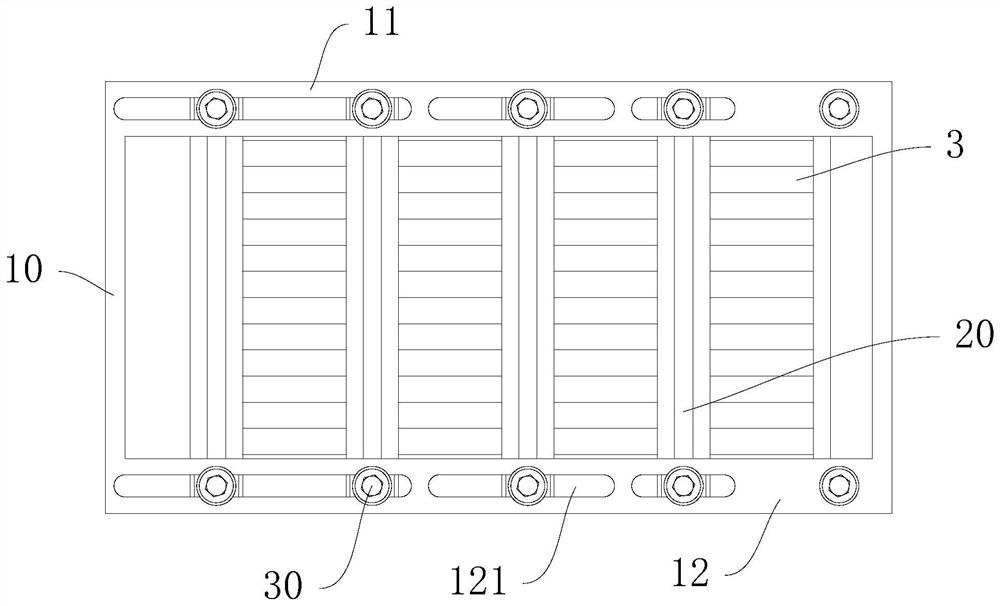
图1是本发明实施例提供的夹具的结构示意图;
图2是本发明实施例提供的夹具的局部剖面图;
图3是本发明实施例提供的装配工装与夹具的组合示意图;
图4是本发明实施例提供的装配工装与夹具的局部剖面图;
图5是本发明实施例提供的装载台、第一推杆、第二推杆和夹具的组合示意图;
图6是本发明实施例提供的装载台的结构示意图;
图7是本发明实施例提供的激光器巴条的装配方法的结构示意图。
附图标号说明:
10、固定框架;11、第一固定边;12、第二固定边;121、滑槽;
20、夹板;21、V形夹持口;22、螺纹孔;23、台阶位;24、定位孔;
30、紧固件;
100、装载台;101、气体通道;102、进气口;103、凹槽;104、凸台;105、出气口;
200、第一推杆;201、第一安装槽;202、第一安装孔;
300、第二推杆;301、第二安装槽;302、第二安装孔;
400、定位销;
500、面包板;
3、激光器巴条。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
还需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上时,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接”另一个元件,它可以是直接连接另一个元件或者可能同时存在居中元件。
另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
如图1至图5所示,其为本发明的一种实施例的一种夹具,用于夹持激光器巴条3,激光器巴条3较小,通常长度为5-10.8mm,宽度为1-3mm,厚度为0.25-1mm。该夹具的夹持口为V形夹持口21,因此,夹具与激光器巴条3端面之间的接触为线接触,能够全面对激光器巴条3进行镀膜处理,从而使得激光器巴条3具有均匀的镀膜厚度,而且该夹具的厚度大于激光器巴条3的厚度,因此能够避免发生激光器巴条3翘曲的现象。
请参阅图1-图5,本发明实施例的夹具包括固定框架10、与固定框架10可拆卸连接的夹板20以及用于连接固定框架10与夹板20的紧固件30,固定框架10中间挖空,固定框架10包括第一固定边11和第二固定边12,第一固定边11和第二固定边12均设置有滑槽121,夹板20一端安装在第一固定边11,另一端安装在第二固定边12,紧固件30穿过滑槽121与夹板20连接,且紧固件30能够沿着滑槽121滑动,从而能够将夹板20固定在固定框架10的不同位置上,夹板20设置有至少两个,相邻两个夹板20用于夹持激光器巴条3,且每个夹板20面向另一夹板20的一侧开设有V形夹持口21,激光器巴条3夹设在相邻两个夹板20的V形夹持口21内。
可以理解地,第一固定边11的滑槽121可以设置为一个长滑槽121,也可以由若干个短滑槽121组成,为了更便利调整夹板20的位置,以及对夹板20的位置起到一个限位作用,本发明实施例的滑槽121由若干个短滑槽121组成,每个短滑槽121的长度可以不同,可以适用于一块夹板20,或者两块夹板20,也可以根据不同尺寸规格的激光器巴条3最大限度装载激光器巴条3。第二固定边12的滑槽121与第一固定边11的滑槽121对应设置。
可选地,夹板20的两端均设置有螺纹孔22,紧固件30为螺钉,螺钉与螺纹孔22适配,通过螺钉连接夹板20与固定框架10,连接方式简单靠,且调整方便。
进一步地,夹板20的两端均凹设有台阶位23,螺纹孔22设置在台阶位23上,固定框架10装配在台阶位23上,能够进一步提高装配效率。
可选地,夹板20上设置有定位孔24。
需要说明的是,固定框架10上设有与镀膜机匹配的连接孔(图未示),装配有激光器巴条3的固定框架10放入镀膜机中。激光器巴条3的上下面都悬空,且夹板20的V形夹持口21与激光器巴条3线接触,不影响镀膜效果。此外,通过夹板20夹持激光器巴条3,安全可靠,能够防止脱落后污染材料源。
进一步地,固定框架10能够相对镀膜机进行翻转运动,从而能够实现激光器巴条3的双面镀膜。
本发明实施例的夹具具有以下优点:
第一,固定框架10中间挖空的区域用来放置夹设有激光器巴条3的夹板20,使得激光器巴条3双面无遮挡,因此,该夹具适用任何形式的镀膜机,而且一次装条就能够实现两面镀膜,从而可以减少对产品的二次损伤。
第二,夹板20的夹持口为V形夹持口21,因此,夹具与激光器巴条3端面之间的接触为线接触,能够全面对激光器巴条3进行镀膜处理,从而使得激光器巴条3具有均匀的镀膜厚度。
第三,夹板20的夹持口为V形夹持口21,因此,夹板20的厚度大于激光器巴条3的厚度,因此能够避免发生激光器巴条3翘曲的现象。
第四,夹板20的夹持口为V形夹持口21,因此,夹板20可适用不同端面厚度的激光器巴条3。
请参阅图1-图6,本发明实施例还提供了一种装配工装,用于将激光器巴条3装配到夹具上,即用于将激光器巴条3装配到夹板20上,再将夹板20装配到固定框架10上。该装配工装结构简单,设计新颖,实用性强,装配简便,而且简化了人员操作,提高了装调的成功率和装配效率。
本发明实施例提供的装配工装,包括装载台100、第一推杆200、第二推杆300和与夹板20的定位孔24适配的定位销400,装载台100内部设置有气体通道101,装载台100侧面设置有与气体通道101连通的进气口102,进气口102用于接入负压系统,装载台100顶部设置有凹槽103和凸台104,凸台104贯穿设置有与气体通道101连通的出气口105,凹槽103设置有两个,两个凹槽103分别设置在凸台104的两侧,第一推杆200与其中一个凹槽103滑动连接,第二推杆300与另一个凹槽103滑动连接,第一推杆200两端均设置有与夹板20端部适配的第一安装槽201和与第一安装槽201连通的第一安装孔202,第一安装孔202与定位销400适配,第二推杆300两端均设置有与夹板20端部适配的第二安装槽301和与第二安装槽301连通的第二安装孔302,第二安装孔302与定位销400适配。
可选地,第一推杆200底部和第二推杆300底部均设置有滑块(图未示),滑块滑动连接在凹槽103内,连接关系简单可靠。
装配工装还包括面包板500,面包板500上均匀设置有标准螺纹孔22,装载台100的四角设有通孔,通过螺丝固连在面包板500上。
本发明实施例的装配工装装配步骤如下:
步骤S10,提供如上所述的装配工装,将一组激光器巴条3放置在凸台104上,进气口102接入负压系统,通过负压系统将激光器巴条3吸附在凸台104上,完成激光器巴条3的定位。
步骤S20,在第一安装孔202和第二安装孔302分别安装定位销400,分别在第一安装槽201和第二安装槽301装入夹板20,并使夹板20的定位孔24插装在定位销400上,完成夹板20的定位。
步骤S30,将第一推杆200和第二推杆300分别装配在装载台100上,完成第一推杆200和第二推杆300的定位。
步骤S40,滑动第一推杆200和第二推杆300,使激光器巴条3两侧端面平卡在两个夹板20的V形夹持口21内,完成一组激光器巴条3的装配。
步骤S50,将固定框架10与夹板20通过紧固件30连接起来,完成夹板20与固定框架10的装配。
步骤S60,取下固定框架10,调整第一推杆200和第二推杆300的位置,将固定框上靠内的夹板20安装在第一推杆200上,并在第二推杆300上放置新的夹板20。
步骤S70,进行新的一组激光器巴条3的装配,将新的一组激光器巴条3放置在凸台104上,在负压系统的作用下,激光器巴条3吸附在凸台104上。
步骤S80,滑动第一推杆200和第二推杆300,使激光器巴条3两侧端面平卡在两个夹板20的V形夹持口21内,完成激光器巴条3的装配。
步骤S90,将固定框架10与第二推杆300上的夹板20通过紧固件30连接起来,完成夹板20与固定框架10的装配。
步骤S100,重复步骤S60-步骤S90若干次,直至完成若干组激光器巴条3的装配,待固定框架10装配满激光器巴条3或者装配了预设数量的激光器巴条3后,将装配有激光器巴条3的固定框架10放入镀膜机中完成激光器巴条3的镀膜作业。
本发明实施例的装配工装结构简单,设计新颖,实用性强,装配便利。而且本发明实施例的装配工装通过在装载台100接入负压系统来保证激光器巴条3不随意活动,并调整通过第一推杆200和第二推杆300的位置从而调整夹板20的位置,不需要操作人员手动按压夹板20,简化了人员操作,提高了装调的成功率和装配效率。
请参阅图1-图7,本发明实施例还提供了一种激光器巴条3的装配方法,包括如下步骤:
步骤S10,将一组激光器巴条3放置在凸台104上,进气口102接入负压系统,通过负压系统将激光器巴条3吸附在凸台104上,完成激光器巴条3的定位。
步骤S20,在第一安装孔202和第二安装孔302分别安装定位销400,分别在第一安装槽201和第二安装槽301装入夹板20,并使夹板20的定位孔24插装在定位销400上,完成夹板20的定位。
步骤S30,将第一推杆200和第二推杆300分别装配在装载台100上,完成第一推杆200和第二推杆300的定位。
步骤S40,滑动第一推杆200和第二推杆300,使激光器巴条3两侧端面平卡在两个夹板20的V形夹持口21内,完成一组激光器巴条3的装配。
步骤S50,将固定框架10与夹板20通过紧固件30连接起来,完成夹板20与固定框架10的装配。
步骤S60,取下固定框架10,调整第一推杆200和第二推杆300的位置,将固定框上靠内的夹板20安装在第一推杆200上,并在第二推杆300上放置新的夹板20。
步骤S70,进行新的一组激光器巴条3的装配,将新的一组激光器巴条3放置在凸台104上,在负压系统的作用下,激光器巴条3吸附在凸台104上。
步骤S80,滑动第一推杆200和第二推杆300,使激光器巴条3两侧端面平卡在两个夹板20的V形夹持口21内,完成激光器巴条3的装配。
步骤S90,将固定框架10与第二推杆300上的夹板20通过紧固件30连接起来,完成夹板20与固定框架10的装配。
步骤S100,重复步骤S60-步骤S90若干次,直至完成若干组激光器巴条3的装配,待固定框架10装配满激光器巴条3或者装配了预设数量的激光器巴条3后,将装配有激光器巴条3的固定框架10放入镀膜机中完成激光器巴条3的镀膜作业。
本发明实施例的装配方法通过在装配工装上完成对激光器巴条3的装配,装配时在装载台100接入负压系统来保证激光器巴条3不随意活动,并通过调整第一推杆200和第二推杆300的位置从而调整夹板20的位置,不需要操作人员手动按压夹板20,简化了人员操作,提高了装调的成功率和装配效率。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
- 一种夹具、装配工装以及装配方法
- 一种电子倍增器打拿极的装配工装及装配方法