一种抗菌阻燃复合刨花板及其制备方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及刨花板生产技术领域,具体为一种抗菌阻燃复合刨花板及其制备方法。
背景技术
刨花板也叫颗粒板,将各种枝芽、小径木、速生木材、木屑等切削成一定规格的碎片,经过干燥,拌以胶料,硬化剂、防水剂等,在一定的温度压力下压制成的一种人造板,颗粒排列不均匀,有良好的吸音和隔音、绝热和吸声等性能,并且刨花板在生产过程中,用胶量较小,环保系数相对较高。
刨花板的生产方法按其板坯成型及热压工艺设备不同,分为间歇性生产的平压法和连续性生产的挤压法、辊压法。实际生产中以用平压法为主。热压是刨花板生产一个关键性工序,所起作用是使板坯中胶料固化,并将松散的板坯经加压后固结成规定厚度的板材。
随着人们对装饰板性能的要求越来越高,刨花板也在不断创新,除了传统功能外,也要能应对各种特殊环境的考验,比如作为橱柜材料使用时,刨花板含有木质材料,在遇水后需要能够抑菌防霉,或者能够耐住高温,隔绝明火,防止火灾的发生。
发明内容
本发明的目的是提供一种抗菌阻燃复合刨花板及其制备方法,该刨花板能够抑菌防霉,其中的木质材料在潮湿环境中不易被霉菌侵蚀,并且该刨花板抗菌层所用的胶料含有阻燃剂,增加了防火性能,并且抗菌层中的膨胀石墨在遇到高温时会膨胀,最大膨胀体积可以达到初始时的200倍以上,能有效防火隔热。
为实现上述目的,本发明提供如下技术方案:一种抗菌阻燃复合刨花板,该刨花板包括芯层和抗菌层和三聚氰胺装饰纸贴面层;所述芯层的原料按质量份数计,包括如下组分:蔗渣50-60份,脲醛树脂胶4-4.8份;所述抗菌层的原料按质量份数计,包括如下组分,碎木屑60-80份,酚醛树脂胶9.6-13.6份,异氰酸酯胶1.8-2.4份,固化剂0.3-0.4份,交联剂1.6-2.0份,膨胀石墨20-28份,抗菌剂9-12份,阻燃剂6-10份。
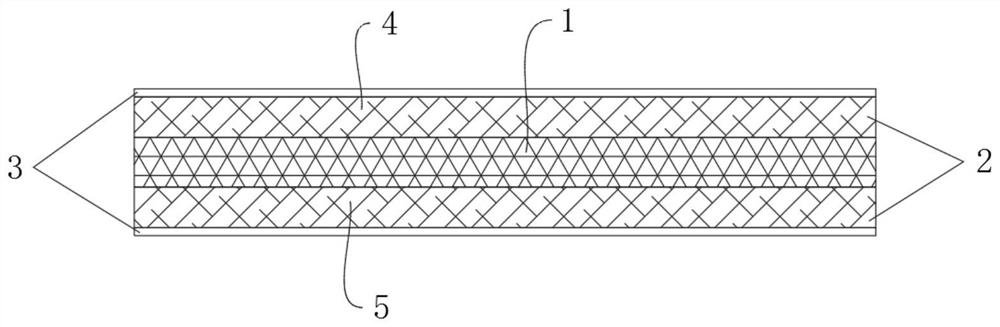
优选的,如上所述的一种抗菌阻燃复合刨花板,所述抗菌层分为A层和B层,A层和B层之间为芯层,A层和B层外侧为三聚氰胺贴面层。
优选的,如上所述的一种抗菌阻燃复合刨花板,所述固化剂为间苯二胺、2-甲基咪唑和十二烯基琥珀酸酐中的任意一种。
优选的,如上所述的一种抗菌阻燃复合刨花板,所述交联剂为硼砂和氯化铝中的至少一种。
优选的,如上所述的一种抗菌阻燃复合刨花板,所述抗菌剂为2-(4-噻唑基)苯并咪唑、二氧化钛和氧化亚铜。
优选的,如上所述的一种抗菌阻燃复合刨花板,所述阻燃剂为氢氧化铝、氢氧化镁和钼酸铵中的至少两种。
本发明还提供了一种抗菌阻燃复合刨花板,该刨花板的制备方法为:
1)制备芯层混合料:用容器盛装脲醛树脂胶并加入蔗渣,在25-30℃温度下搅拌5-8min,搅拌速率为100-120r/min;
2)制备抗菌层混合料:将酚醛树脂胶、异氰酸酯胶和阻燃剂放入高剪切分散乳化机中,设置搅拌速度为500-600r/min,在25-30℃的条件下搅拌12-15min;将搅拌好的胶料倒入容器中,加入碎木屑、膨胀石墨和抗菌剂,在25-30℃的条件下搅拌6-10min,再加入固化剂和交联剂搅拌5-8min;
3)铺装:取50%的抗菌层混合料均匀平铺在铺装机的模具中,作为A层,再加入芯层混合料并平铺均匀,最后加入剩余的50%的抗菌层混合料并平铺均匀,作为B层,再用铺装机预压制成板坯;
4)热压平整:将板坯转移至热压机中热压成型,冷却后锯切掉多余的边角,并用180-220目的砂纸进行砂光处理;
5)贴面:将三聚氰胺装饰纸用酚醛树脂胶粘合在抗菌层的外侧,再进行齐边操作,切掉多余的三聚氰胺装饰纸。
相对于现有技术,本发明的有益效果是:
本发明中的刨花板分为芯层和抗菌层,抗菌层中添加有2-(4-噻唑基)苯并咪唑、二氧化钛等抗菌剂,能够有效地抑菌防霉,使其中的木质材料在潮湿环境中不易被霉菌侵蚀,并且该刨花板抗菌层所用的胶料含有阻燃剂,增加了防火性能,并且抗菌层中的膨胀石墨在遇到高温时会膨胀,最大膨胀体积可以达到初始时的200倍以上,能有效防火隔热。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明鞋材示意图。
附图中,各标号所代表的部件列表如下:
1-芯层,2-抗菌层,3-三聚氰胺装饰纸。4-B层,5-A层。
具体实施方式
下面将根据说明书附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例一
一种抗菌阻燃复合刨花板,原材料按质量份数计,该刨花板的制备方法为:
1)制备芯层混合料:用容器盛装4份脲醛树脂胶并加入50份蔗渣,在25℃温度下搅拌5min,搅拌速率为100r/min;
2)制备抗菌层混合料:将9.6份酚醛树脂胶、1.8份异氰酸酯胶、3份氢氧化铝和3份氢氧化镁放入高剪切分散乳化机中,设置搅拌速度为500r/min,在25℃的条件下搅拌12min;将搅拌好的胶料倒入容器中,加入60份碎木屑、20份膨胀石墨、2份2-(4-噻唑基)苯并咪唑、3.5份二氧化钛和3.5份氧化亚铜,在25℃的条件下搅拌6min,再加入0.3份2-甲基咪唑和1.6份硼砂搅拌5min;
3)铺装:取50%的抗菌层混合料均匀平铺在铺装机的模具中,作为A层,再加入芯层混合料并平铺均匀,最后加入剩余的50%的抗菌层混合料并平铺均匀,作为B层,再用铺装机预压制成板坯;
4)热压平整:将板坯转移至热压机中热压成型,冷却后锯切掉多余的边角,并用180目的砂纸进行砂光处理;
5)贴面:将三聚氰胺装饰纸用酚醛树脂胶粘合在抗菌层的外侧,再进行齐边操作,切掉多余的三聚氰胺装饰纸。
实施例二
一种抗菌阻燃复合刨花板,原材料按质量份数计,该刨花板的制备方法为:
1)制备芯层混合料:用容器盛装4.8份脲醛树脂胶并加入60份蔗渣,在25℃温度下搅拌5min,搅拌速率为100r/min;
2)制备抗菌层混合料:将13.6份酚醛树脂胶、2.4份异氰酸酯胶、5份氢氧化铝和5份氢氧化镁放入高剪切分散乳化机中,设置搅拌速度为500r/min,在25℃的条件下搅拌12min;将搅拌好的胶料倒入容器中,加入80份碎木屑、28份膨胀石墨、2份2-(4-噻唑基)苯并咪唑、5份二氧化钛和5份氧化亚铜,在25℃的条件下搅拌6min,再加入0.4份2-甲基咪唑和1.8份硼砂搅拌5min;
3)铺装:取50%的抗菌层混合料均匀平铺在铺装机的模具中,作为A层,再加入芯层混合料并平铺均匀,最后加入剩余的50%的抗菌层混合料并平铺均匀,作为B层,再用铺装机预压制成板坯;
4)热压平整:将板坯转移至热压机中热压成型,冷却后锯切掉多余的边角,并用220目的砂纸进行砂光处理;
5)贴面:将三聚氰胺装饰纸用酚醛树脂胶粘合在抗菌层的外侧,再进行齐边操作,切掉多余的三聚氰胺装饰纸。
实施例三
一种抗菌阻燃复合刨花板,原材料按质量份数计,该刨花板的制备方法为:
1)制备芯层混合料:用容器盛装4.4份脲醛树脂胶并加入55份蔗渣,在25℃温度下搅拌5min,搅拌速率为100r/min;
2)制备抗菌层混合料:将12份酚醛树脂胶、2.2份异氰酸酯胶、3份氢氧化铝和3份氢氧化镁放入高剪切分散乳化机中,设置搅拌速度为500r/min,在25℃的条件下搅拌12min;将搅拌好的胶料倒入容器中,加入70份碎木屑、25份膨胀石墨、2份2-(4-噻唑基)苯并咪唑、3份二氧化钛和3份氧化亚铜,在25℃的条件下搅拌6min,再加入0.3份2-甲基咪唑和1.7份硼砂搅拌5min;
3)铺装:取50%的抗菌层混合料均匀平铺在铺装机的模具中,作为A层,再加入芯层混合料并平铺均匀,最后加入剩余的50%的抗菌层混合料并平铺均匀,作为B层,再用铺装机预压制成板坯;
4)热压平整:将板坯转移至热压机中热压成型,冷却后锯切掉多余的边角,并用200目的砂纸进行砂光处理;
5)贴面:将三聚氰胺装饰纸用酚醛树脂胶粘合在抗菌层的外侧,再进行齐边操作,切掉多余的三聚氰胺装饰纸。
实施例四
一种抗菌阻燃复合刨花板,原材料按质量份数计,该刨花板的制备方法为:
1)制备芯层混合料:用容器盛装4份脲醛树脂胶并加入50份蔗渣,在25℃温度下搅拌5min,搅拌速率为100r/min;
2)制备抗菌层混合料:将13.6份酚醛树脂胶、2.2份异氰酸酯胶、5份氢氧化铝和5份氢氧化镁放入高剪切分散乳化机中,设置搅拌速度为500r/min,在25℃的条件下搅拌12min;将搅拌好的胶料倒入容器中,加入80份碎木屑、28份膨胀石墨、2份2-(4-噻唑基)苯并咪唑、5份二氧化钛和5份氧化亚铜,在25℃的条件下搅拌6min,再加入0.4份2-甲基咪唑和1.8份硼砂搅拌5min;
3)铺装:取50%的抗菌层混合料均匀平铺在铺装机的模具中,作为A层,再加入芯层混合料并平铺均匀,最后加入剩余的50%的抗菌层混合料并平铺均匀,作为B层,再用铺装机预压制成板坯;
4)热压平整:将板坯转移至热压机中热压成型,冷却后锯切掉多余的边角,并用200目的砂纸进行砂光处理;
5)贴面:将三聚氰胺装饰纸用酚醛树脂胶粘合在抗菌层的外侧,再进行齐边操作,切掉多余的三聚氰胺装饰纸。
实施例五
一种抗菌阻燃复合刨花板,原材料按质量份数计,该刨花板的制备方法为:
1)制备芯层混合料:用容器盛装4.8份脲醛树脂胶并加入60份蔗渣,在25℃温度下搅拌8min,搅拌速率为120r/min;
2)制备抗菌层混合料:将13.6份酚醛树脂胶、2.4份异氰酸酯胶、5份氢氧化铝和5份氢氧化镁放入高剪切分散乳化机中,设置搅拌速度为600r/min,在25℃的条件下搅拌15min;将搅拌好的胶料倒入容器中,加入80份碎木屑、28份膨胀石墨、2份2-(4-噻唑基)苯并咪唑、5份二氧化钛和5份氧化亚铜,在25℃的条件下搅拌10min,再加入0.4份2-甲基咪唑和1.8份硼砂搅拌8min;
3)铺装:取50%的抗菌层混合料均匀平铺在铺装机的模具中,作为A层,再加入芯层混合料并平铺均匀,最后加入剩余的50%的抗菌层混合料并平铺均匀,作为B层,再用铺装机预压制成板坯;
4)热压平整:将板坯转移至热压机中热压成型,冷却后锯切掉多余的边角,并用220目的砂纸进行砂光处理;
5)贴面:将三聚氰胺装饰纸用酚醛树脂胶粘合在抗菌层的外侧,再进行齐边操作,切掉多余的三聚氰胺装饰纸。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种抗菌阻燃复合刨花板及其制备方法
- 一种抗菌防霉剂、无卤阻燃抗菌防霉尼龙复合材料及其制备方法和应用