一种涡旋式压缩机制造加工工艺
文献发布时间:2023-06-19 12:25:57
技术领域
本发明涉及涡旋式压缩机生产技术领域,具体的说是一种涡旋式压缩机制造加工工艺。
背景技术
涡旋式压缩机是由一个固定的渐开线涡旋盘和一个呈偏心回旋平动的渐开线运动涡旋盘组成可压缩容积的压缩机,涡旋式压缩机是由两个双函数方程型线的动、静涡盘相互咬合而成,现有的涡旋式压缩机在吸气、压缩、排气的工作过程中,静盘固定在机架上,动盘由偏心轴驱动并由防自转机构制约,围绕静盘基圆中心,作很小半径的平面转动,气体通过空气滤芯吸入静盘的外围,随着偏心轴的旋转,气体在动静盘噬合所组成的若干个月牙形压缩腔内被逐步压缩,然后由静盘中心部件的轴向孔连续排出,现有的涡旋式压缩机在进行组装制造之前,常对涡旋式压缩机中的涡旋转子或涡旋定子进行清理,避免杂物进入至涡旋转子或涡旋定子内,现有的涡旋转子或涡旋定子在进行生产制造时常需要进行设备检查、定子固定、定子清理和收集组装等步骤。
现有的涡旋定子在进行清理时常存在着以下问题:a:现有的涡旋定子在进行清理时,常因涡旋定子固定不充分,进而出现涡旋定子跟随清理设备进行同步运动,从而降低了清理效率;b:现有的涡旋定子在使用过程中,旋涡定子内部常会产生金属屑,金属屑因自身较轻,容易吸附在涡旋定子内壁上,进而在后续进行产品组装时,容易带入至压缩机内部,从而影响压缩机的质量。
发明内容
为了解决上述问题,本发明提供了一种涡旋式压缩机制造加工工艺,其使用了一种涡旋式压缩机清理设备,可以解决上述中提到的涡旋式压缩机在进行组装时存在的问题。
为了实现上述目的,本发明采用以下技术方案来实现:一种涡旋式压缩机制造加工工艺,主要包括以下步骤:
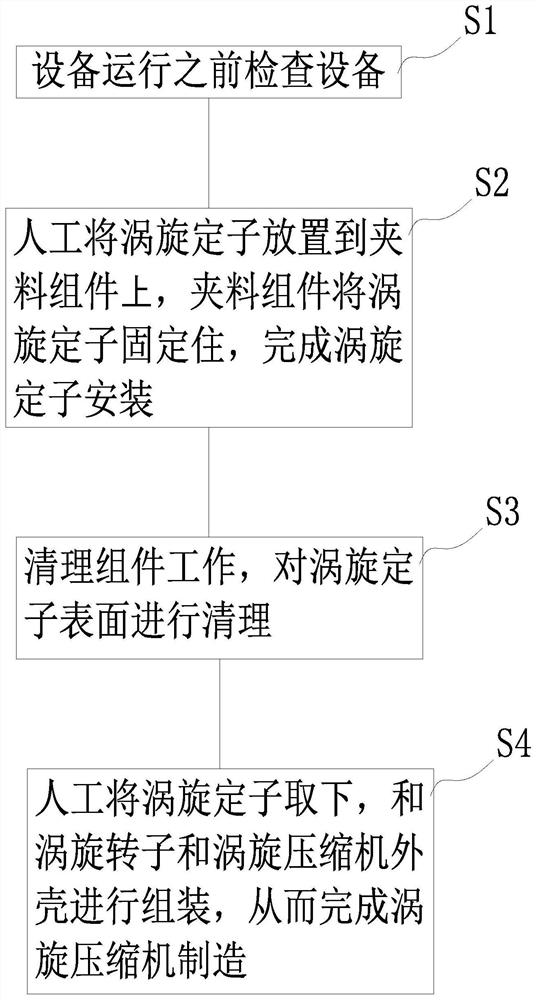
步骤一:设备检查:涡旋式压缩机清理设备工作之前,对涡旋式压缩机的运行进行检查;
步骤二:定子固定:人工将需要进行清理处理的涡旋定子放置到夹料组件上,夹料组件工作将涡旋定子固定住,从而完成涡旋定子固定作业;
步骤三:定子清理:完成定子固定作业之后,清洗组件工作对涡旋定子进行清理,从而完成涡旋定子清理作业;
步骤四:收集组装:完成定子清理作业之后,人工将涡旋定子取下,并和涡旋转子和涡旋压缩机外壳进行组装,从而完成涡旋压缩机制造;
上述步骤中使用到的涡旋式压缩机清理设备包括安装座、夹料组件和清洗组件,安装座上端面上安装有夹料组件,夹料组件上方设置有清洗组件,清洗组件和安装座相连接。
所述夹料组件包括装料夹板、锁扣边板、滑动插板和推挤杆,装料夹板固定安装在安装座上端面上,装料夹板上端面上从左到右均匀开设有放料孔A,放料孔A的后方设置有锁扣边板,锁扣边板固定安装在装料夹板上端面上,放料孔A的前方设置有滑动插板,滑动插板通过前后滑动的方式安装在装料夹板上端面上,滑动插板前端面上安装有推挤杆,工作时,人工将需要进行清理处理的涡旋定子放置到放料孔A中,之后人工推动推挤杆,带动滑动插板在装料夹板上进行滑动,使得滑动插板插入至锁扣边板中,将放料孔A中的涡旋定子固定住,从而完成涡旋定子的安装固定作业。
所述清洗组件包括连接杆、连接板、驱动气缸、连接U杆、清理板、导向滑杆,安装座上端面上沿其周向方向均匀安装有连接杆,连接杆上端面上通过螺栓安装有连接板,连接板上端面上沿其周向方向均匀开设有导向滑孔B,连接板上端面上中心位置处安装有驱动气缸,驱动气缸的输出轴上安装有连接U杆,连接U杆下端面上安装有清理板,清理板上端面上沿其周向方向均匀设置有与导向滑孔B相互配合使用的导向滑杆,导向滑杆通过螺纹连接的方式安装在清理板上端面上,工作时,完成涡旋定子的安装固定作业之后,在驱动气缸的工作下,带动清理板往下运动,使得清理板插入至涡旋定子表面,之后在清理板的工作下对涡旋定子进行清理,从而完成涡旋定子的清理作业。
作为本发明的一种优选技术方案,所述装料夹板上的放料孔A内壁上沿其周向方向通过滑动连接的方式均匀安装有定位卡块,放料孔A外侧设置有环形滑槽C,环形滑槽C底部端面上沿其周向方向均匀开设有连接孔D,定位卡块外侧抵靠有推挤块,推挤块沿其周向方向均匀安装在转动环内侧壁上,转动环在环形滑槽C内部自由转动,转动环上通过上下滑动的方式安装有与连接孔D相互配合使用的固定插杆,固定插杆底部通过转动连接的方式安装有滚动球块。
作为本发明的一种优选技术方案,所述连接孔D入口处安装有橡胶挡块。
作为本发明的一种优选技术方案,所述锁扣边板前端面上对称开设有对插孔E,对插孔E内壁上端通过滑动连接的方式安装有连接卡条,对插孔E之间开设有让位弧槽F,让位弧槽F表面安装有橡胶套,橡胶套表面设置有点状凸起。
作为本发明的一种优选技术方案,所述滑动插板后端面上对称设置有与对插孔E相互配合使用的对接插块,对接插块和滑动插板之间通过外推弹簧相连接,对接插块和连接卡条之间相互卡接,对接插块之间开设有让位弧槽G,让位弧槽G的端面上通过抵推弹簧连接有弧形压板。
作为本发明的一种优选技术方案,所述导向滑孔B内壁上通过转动连接的方式均匀安装有转动球块。
作为本发明的一种优选技术方案,所述清理板上端面上从左到右通过转动连接的方式均匀安装有转动齿杆,转动齿杆外侧套有传动齿带,最右端的转动齿杆和驱动电机的输出轴连接在一起,驱动电机安装在清理板上端面上,转动齿杆的下端面上安装有清理块,清理块位于放料孔A的正上方。
作为本发明的一种优选技术方案,所述清理块下端表面为磁性材料构成,清理块下端面上填充有清理刷条。
与现有技术相比,本发明具有以下优点:
1.本发明提供的涡旋式压缩机清理设备,通过装料夹板上的定位卡块将涡旋定子的内壁抵紧,在配合锁扣边板和滑动插板之间的卡接作用将涡旋定子的上端包住,进而通过双重夹紧的方式将涡旋定子固定住,进一步避免了因涡旋定子固定不紧固,导致涡旋定子跟随清理设备进行同步运动的情况发生,进而提升了涡旋定子的清理效果。
2.本发明提供的涡旋式压缩机清理设备,当清理块跟随转动齿杆进行转动时,清理刷条在涡旋定子的表面进行刷动,对涡旋定子上的脏污进行刷除,同时清理块下端面为磁性材料构成,能够对涡旋定子内部的小的金属废屑进行吸附,避免了金属废屑粘附在涡旋定子表面,跟随涡旋定子进入至涡旋式压缩机内部的情况发生,从而进而保证了组装后涡旋式压缩机的质量。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的工作流程图;
图2是本发明的结构示意图;
图3是本发明的涡旋定子的结构示意图;
图4是本发明的图2的主视图;
图5是本发明的图4的A-A方向的截面示意图;
图6是本发明的图4的B-B方向的截面示意图;
图7是本发明的图5的C-C方向的截面示意图;
图8是本发明的图5的D-D方向的截面示意图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1到图8所示,一种涡旋式压缩机制造加工工艺,主要包括以下步骤:
步骤一:设备检查:涡旋式压缩机清理设备工作之前,对涡旋式压缩机的运行进行检查;
步骤二:定子固定:人工将需要进行清理处理的涡旋定子放入至放料孔A25中时,挤压定位卡块211向外侧滑动,之后人工驱动转动环215在环形滑槽C212内壁进行滑动,通过推挤块214挤压定位卡块211,使得定位卡块211将涡旋定子下端抵紧,之后人工按压固定插杆216,使得固定插杆216插入至连接孔D213中,将转动环215的位置锁紧,从而完成涡旋定子固定作业;
步骤三:定子清理:完成定子固定作业之后,在驱动气缸33的工作下,带动清理板34往下运动,使得清理板34插入至涡旋定子表面,之后驱动电机343进行工作,通过传动齿带342的作用带动转动齿杆341在清理板34上进行转动,进而带动下端的清理块344在涡旋定子内部进行转动,对涡旋定子进行清理,从而完成涡旋定子清理作业;
步骤四:收集组装:完成定子清理作业之后,人工将涡旋定子取下,并和涡旋转子和涡旋压缩机外壳进行组装,从而完成涡旋压缩机制造;
上述步骤中使用到的涡旋式压缩机清理设备包括安装座1、夹料组件2和清洗组件3,安装座1上端面上安装有夹料组件2,夹料组件2上方设置有清洗组件3,清洗组件3和安装座1相连接。
所述夹料组件2包括装料夹板21、锁扣边板22、滑动插板23和推挤杆24,装料夹板21固定安装在安装座1上端面上,装料夹板21上端面上从左到右均匀开设有放料孔A25,放料孔A25的后方设置有锁扣边板22,锁扣边板22固定安装在装料夹板21上端面上,放料孔A25的前方设置有滑动插板23,滑动插板23通过前后滑动的方式安装在装料夹板21上端面上,滑动插板23前端面上安装有推挤杆24,具体工作时,人工将需要进行清理处理的涡旋定子放置到放料孔A25中,之后人工推动推挤杆24,带动滑动插板23在装料夹板上往锁扣边板22进行滑动,使得滑动插板23插入至锁扣边板22中,将放料孔A25中的涡旋定子固定住,从而完成涡旋定子的安装固定作业。
所述装料夹板21上的放料孔A25内壁上沿其周向方向通过滑动连接的方式均匀安装有定位卡块211,放料孔A25外侧设置有环形滑槽C212,环形滑槽C212底部端面上沿其周向方向均匀开设有连接孔D213,定位卡块211外侧抵靠有推挤块214,推挤块214沿其周向方向均匀安装在转动环215内侧壁上,转动环215在环形滑槽C212内部自由转动,转动环215上通过上下滑动的方式安装有与连接孔D213相互配合使用的固定插杆216,固定插杆216底部通过转动连接的方式安装有滚动球块217,具体工作时,人工将需要进行清理处理的涡旋定子放入至放料孔A25中时,挤压定位卡块211向外侧滑动,之后人工驱动转动环215在环形滑槽C212内壁进行滑动,通过推挤块214挤压定位卡块211,使得定位卡块211将涡旋定子下端抵紧,之后人工按压固定插杆216,使得固定插杆216插入至连接孔D213中,将转动环215的位置锁紧,避免了因转动环215滑动,导致抵紧的涡旋定子松开的情况发生,提高了涡旋定子固定时的稳固性。
所述连接孔D213入口处安装有橡胶挡块2131,具体工作时,因连接孔D213入口处设置有橡胶挡块2131,从而使得连接孔D213的孔径变小,进而固定插杆216不会因重力原因滑入至连接孔D213中,必须需要人工对固定插杆216进行按压,才能使得固定插杆216进入至连接孔D213中,进一步避免了转动环215运动过程中,固定插杆216滑入至连接孔D213中的情况发生,从而减少了人工需要多次向上将固定插杆216抽出的情况发生,减少了员工们的工作量。
所述锁扣边板22前端面上对称开设有对插孔E221,对插孔E221内壁上端通过滑动连接的方式安装有连接卡条222,对插孔E221之间开设有让位弧槽F223,让位弧槽F223表面安装有橡胶套224,橡胶套224表面设置有点状凸起。
所述滑动插板23后端面上对称设置有与对插孔E221相互配合使用的对接插块231,对接插块231和滑动插板23之间通过外推弹簧235相连接,对接插块231和连接卡条222之间相互卡接,对接插块231之间开设有让位弧槽G232,让位弧槽G232的端面上通过抵推弹簧234连接有弧形压板233,具体工作时,人工驱动滑动插板23和锁扣边板22对接,使得对接插块231插入至对插孔E221中,对接插块231和卡接条222之间相互卡接,从而通过锁扣边板22和滑动插板23将涡旋定子两侧包裹住,从而完成涡旋定子的固定作业,完成涡旋定子的清理作业之后,人工向上拉动连接卡条222,使得连接卡条222和对接插块231之间分离,进而完成锁扣边板22和滑动插板23的分离作业。
所述清洗组件3包括连接杆31、连接板32、驱动气缸33、连接U杆36、清理板34、导向滑杆35,安装座1上端面上沿其周向方向均匀安装有连接杆31,连接杆31上端面上通过螺栓安装有连接板32,连接板32上端面上沿其周向方向均匀开设有导向滑孔B37,连接板32上端面上中心位置处安装有驱动气缸33,驱动气缸33的输出轴上安装有连接U杆36,连接U杆36下端面上安装有清理板34,清理板34上端面上沿其周向方向均匀设置有与导向滑孔B37相互配合使用的导向滑杆35,导向滑杆35通过螺纹连接的方式安装在清理板34上端面上,具体工作时,完成涡旋定子的安装固定作业之后,在驱动气缸33的工作下,带动清理板34往下运动,使得清理板34插入至涡旋定子表面,之后在清理板34的工作下对涡旋定子进行清理,从而完成涡旋定子的清理作业。
所述导向滑孔B37内壁上通过转动连接的方式均匀安装有转动球块371,具体工作时,当导向杆35沿着导向滑孔B37进行滑动时,导向滑孔B37内壁上的转动球块371作用,进一步降低了导向杆35和导向滑孔B37之间的摩擦力,从而使得导向杆35在导向滑孔B37中运动的更加流畅。
所述清理板34上端面上从左到右通过转动连接的方式均匀安装有转动齿杆341,转动齿杆341外侧套有传动齿带342,最右端的转动齿杆341和驱动电机343的输出轴连接在一起,驱动电机343安装在清理板34上端面上,转动齿杆341的下端面上安装有清理块344,清理块344位于放料孔A25的正上方,具体工作时,当清理板34在驱动气缸33的作用下插入至涡旋定子内部之后,驱动电机343进行工作,通过传动齿带342的作用带动转动齿杆341在清理板34上进行转动,进而带动下端的清理块344在涡旋定子内部进行转动,对涡旋定子进行清理,进而完成涡旋定子的清理作业。
所述清理块344下端表面为磁性材料构成,清理块344下端面上填充有清理刷条3441,具体工作时,当清理块344跟随转动齿杆341进行转动时,清理刷条3441在涡旋定子的表面进行刷动,对涡旋定子上的脏污进行刷除,同时清理块344下端面为磁性材料构成,能够对涡旋定子内部的小的金属废屑进行吸附,进而提高了涡旋定子的清洁效果。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。