抗高温热应力裂纹材料、结晶器铜板及弯月面处理方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及金属表面处理工艺技术领域,具体的,涉及一种抗高温热应力裂纹材料、结 晶器铜板及弯月面处理方法。
背景技术
在冶金领域的连铸生产中,结晶器是连铸机的核心部分,高温液态的钢水在结晶器铜板 组成的结晶器中与具有高传热性能的结晶器铜板进行热交换,在结晶器中形成具有一定形状 的液心坯壳。高温钢水液面波动,在结晶器铜板弯月面形成频繁的较高温度梯度,产生较高 的热应力,造成弯月面裂纹。连铸机铬锆铜结晶器铜板弯月面裂纹直接影响连铸坯的拉速、 频繁切削修复不仅影响连铸坯的生产效率,而且结晶器铜板因频繁切削造成铜板厚度减少而 寿命减少,消除或减少结晶器铜板弯月面裂纹对提高结晶器铜板的寿命、提高生产的连续性, 降低生产成本具有重要意义。
目前对连铸机铬锆铜结晶器铜板弯月面裂纹进行修复的方法是切削。采用切削方法进行 弯月面裂纹修复,因弯月面局部裂纹需对整体结晶器铜板进行切削,造成整体结晶器铜板厚 度降低,结晶器铜板寿命减少。但整体铸造的结晶器铜板在弯月面处的性能,不能满足抗高 温热应力裂纹的要求。严重影响其寿命和生产成本。
综上所述,目前对连铸机铬锆铜结晶器铜板弯月面抗高温热应力裂纹的改性是冶金连铸 行业急需解决的问题。
发明内容
本发明提出了一种抗高温热应力裂纹材料、结晶器铜板及弯月面处理方法,解决了现有 技术中的整体铸造的结晶器铜板在弯月面处的性能不足以满足抗高温热应力裂纹的要求,影 响其使用寿命的问题。
本发明的技术方案如下:
一种抗高温热应力裂纹材料,所述合金材料包括以下重量份的原料物质:铬0.02%~0.2%, 锆0.01%~0.06%,银0.2%~0.6%,二氧化铱0.01-0.015%,余量铜。
进一步,所述合金材料为粒度100~300目的粉体。
一种连铸机铬锆铜结晶器铜板弯月面处理方法,包括以下步骤:
步骤1)切削:对连铸机铬锆铜结晶器铜板弯月面裂纹进行切削处理,使具有裂纹缺陷 的连铸机铬锆铜结晶器铜板经切削后没有裂纹;
步骤2)探伤:对经步骤1)处理后的连铸机铬锆铜结晶器铜板弯月面进行裂纹探伤检测;
步骤3)激光3D打印:使用激光同轴送粉器将权利要求1所述的抗高温热应力裂纹材料 送至经步骤2)检测后的连铸机铬锆铜结晶器铜板弯月面,同时使用光纤激光器进行逐层激 光3D打印,使抗高温热应力裂纹材料经激光打印在连铸机铬锆铜结晶器铜板弯月面,得到 弯月面具有抗高温热应力裂纹层的连铸机铬锆铜结晶器铜板。
步骤4)切削,对经过步骤3)处理后的弯月面抗高温热应力裂纹层进行切削处理,使弯 月面抗高温热应力裂纹层与铬锆铜结晶器铜板表面平面度一致。
进一步,所述连铸机铬锆铜结晶器铜板的材质为铬锆铜合金。
进一步,所述步骤1)中,
采用三轴加工中心对连铸机铬锆铜结晶器弯月面进行切削处理。
没有裂纹是指加工表面没有探伤裂纹,其评价参数包括裂纹长度、宽度、深度特征参数 等,本发明采用特征参数,使用mm表示。
进一步,所述步骤2)中,
对切削后的铜板弯月面表面进行着色裂纹探伤,可以使用液态着色探伤剂对切削后的铜 板弯月面表面进行裂纹探伤,着色探伤剂采用清洗剂一次,渗透剂一次,显像剂一次。其中,
清洗剂的目的是去除连铸机铬锆铜结晶器铜板表面的油渍和其它污染物,清洗后,需要 将铜板表面干燥,可以使用无尘空气吹干。
渗透剂的目的是将渗透剂渗透于铜板弯月面裂纹中,所述渗透剂需渗透10分钟以上,以 达到完全渗透的目的。
显像剂的目的是将渗透于铜板弯月面裂纹中的渗透剂清晰地显现出来,以便观察铜板弯 月面是否存在裂纹。
进一步,所述步骤3)中,
激光同轴送粉器为现有技术的激光同轴送粉器,激光同轴送粉器的送粉层厚设置为0.3 mm。
光纤激光器为现有技术的光纤激光器,光纤激光器的参数为:聚焦镜焦距f=200~300mm, 功率P=2000~4000W,激光光斑直径为1.2~2.0mm,扫描速率为10~40mm/s,搭接率为 40%~60%。
根据实际需要选择激光3D打印次数,形成不同厚度的抗高温热应力裂纹材料层。
进一步,所述步骤4)中,采用三轴加工中心对弯月面抗高温热应力裂纹层进行切削处 理,切削后弯月面抗高温热应力裂纹层的平面度小于0.01mm。
一种连铸机铬锆铜结晶器铜板,所述连铸机铬锆铜结晶器铜板弯月面具有抗高温热应力 裂纹材料层;所述抗高温热应力裂纹材料层由抗高温热应力裂纹材料形成。
进一步,所述抗高温热应力裂纹材料层厚度为0.22~6.5mm。
进一步优选地,所述抗高温热应力裂纹材料层厚度为0.3~5.5mm。
本发明的工作原理及有益效果为:
在对抗高温热应力裂纹材料进行激光3D打印时,合金材料的粒度、送粉层厚度、激光 功率、扫描速度、激光光斑大小、搭接率、聚焦镜焦距等参数的合理选配,对激光3D打印效果影响很大。
合金材料的粒度是指激光3D打印时抗高温热应力裂纹材料颗粒的大小,粒度太大熔池 中会产生夹渣,熔池冶金融合不充分,粒度太小熔池中会产生气眼,且因颗粒太小送粉发生 粘结,造成送粉厚度不均匀。本发明中优选合金材料为粒度100~300目的粉体。
送粉层厚度是指单层激光3D打印时,同步送粉器在激光熔池中均匀摊撒的抗高温热应 力裂纹材料厚度,送粉厚度对激光打印层的熔池效果、打印层材料与铜板基体材料的稀释率、 铜板基体应力变形率影响很大。发明人发现,送粉厚度太厚,造成熔池熔合不均匀,打印层 有夹渣。送粉厚度太薄,激光打印层与铬锆铜铜板基体稀释率高,激光打印层的抗高温热应 力裂纹性能降低,还会增加铜板基体的应力变形率。本发明中优选同步送粉器送粉厚度为 0.3mm。
激光功率是指激光3D打印时选择的激光器输出功率,激光器输出功率的大小会影响激 光打印熔池成型的质量、铜板基体应力变形率和激光打印层的抗高温热应力裂纹性能。发明 人发现,在其它参数不变的前提下,激光器输出功率太大会增加激光打印层与铜板基体的稀 释率,还会增加铜板基体的应力变形率。激光器输出功率太小,不能形成冶金熔池。本发明 中优选激光器输出功率P=2000~4000W。
扫描速度是指激光3D打印时激光光斑与铜板基体弯月面之间的相对移动速度,移动速 度参数的选择对激光3D打印层的性能和铜板基体应力变形影响很大。发明人发现,在其它 参数不变的前提下,移动速度太快,激光3D打印层熔池不均匀,不能形成均匀的熔合冶金 打印层,产生夹渣。移动速度太慢,激光3D打印层与铬锆铜铜板基体稀释率高,会增加铜 板基体的应力变形和降低激光3D打印层的抗高温热应力裂纹性能。本发明中优选移动速度 为10~40mm/s。
激光光斑直径是指激光3D打印时激光照射到铬锆铜结晶器铜板弯月面的光斑大小,光 斑直径是激光3D打印的重要参数,光斑直径的大小决定了搭接率参数的确定,。而搭接率是 指激光3D打印行与行之间出现不同的搭接状态。在扫描成形时,为了保证激光3D打印行与 行之间融合的可靠性以及搭接后成形层的平整性,需要选取合适的搭接率进行搭接。发明人 发现,搭接率过小,即搭接量不足时,激光3D打印行与行之间会出现凹谷现象,导致激光 3D打印层表面凹凸不平,打印后抗高温热应力裂纹材料融合不均匀,致密度分布不均。搭接 率过大,激光3D打印行与行之间过度重叠,不仅增加铜板基体的应力变形率,而且增加抗 高温热应力裂纹层与基体材料的稀释率,选择合理的搭接率,将形成平整、均匀的激光3D 打印层。在对抗高温热应力裂纹材料进行激光3D打印时,本发明中优选激光光斑直径为 1.2~2.0mm,搭接率为40%~60%,优选地搭接率为50%。
发明人根据连铸机铬锆铜结晶器铜板弯月面表面的特性,与本发明的抗高温热应力裂纹 材料的性质,选择特定参数下的光纤激光器进行逐层激光3D打印,取得了如下技术效果: 选择光纤激光器的聚焦镜焦距、扫描速度、激光光斑直径、激光功率、铜板送粉厚度、搭接 率以确定激光器扫描打印的工艺参数。激光3D打印时能形成瞬间熔池,熔池的热影响区小, 使结晶器铜板只产生微小变形,形成冶金结合、稀释率极低、具有抗高温热应力裂纹性能的 激光3D打印层。激光打印的抗高温热应力裂纹层具有较高的塑性,较高延展性能,连铸机 铬锆铜结晶器铜板弯月面能够承受高温钢水的疲劳应力
本发明的铬锆铜结晶器铜板表面处理方法克服了如下现有技术的难点:a、铬锆铜结晶器 铜板导热率高、比热容小、对熔池光斑的反射率较大,不易形成较高的功率密度而形成熔池, 激光3D打印层与铬锆铜铜板基体之间不易形成冶金结合;b、结晶器铜板基体与激光3D打 印层之间的理化性能差别很大,激光打印过程中出现气眼、夹渣等缺陷;c、传统工艺不能在 铬锆铜结晶器铜板不变形的情况下,还能在弯月面形成冶金结合的抗高温热应力裂纹层。
本发明的铬锆铜结晶器铜板弯月面抗高温热应力裂纹材料层,是由本发明的抗高温热应 力裂纹材料形成,其中:断面收缩率1.8-2%,与连铸机铬锆铜结晶器铜板基体的断面收缩率 1.77%相比,明显提高;延展度80-82%,与连铸机铬锆铜结晶器铜板基体的延展度76%相比, 提高了4%以上;硬度HV55-65,与连铸机铬锆铜结晶器铜板基体的硬度HV89-102相比,降 低30-38%;拉伸强度达到286MPa以上。具有较好的延展率、较低的硬度、较好的拉伸强度, 连铸机铬锆铜结晶器铜板弯月面能够承受高温钢水的疲劳应力。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
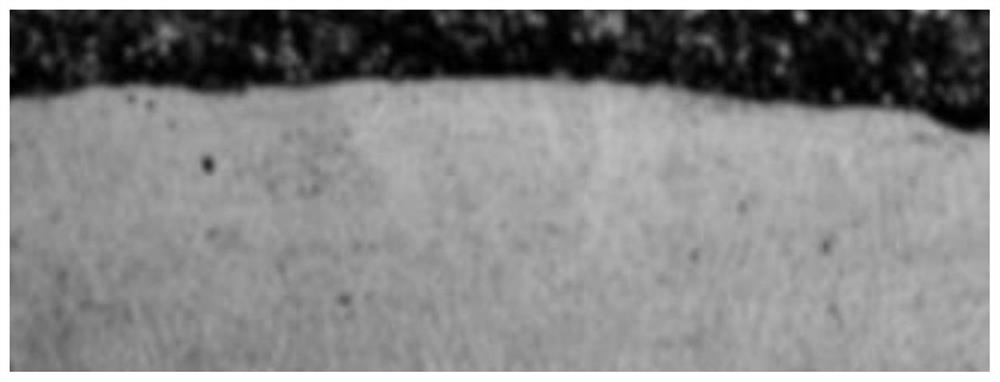
图1为本发明的连铸机铬锆铜结晶器铜板弯月面金相图,其中图1的上部深色部分为抗 高温热应力裂纹材料层,下部浅色部分为铬锆铜结晶器铜板;
具体实施方式
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然, 所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例, 本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本发明 保护的范围。
实施例:
铬锆铜结晶器铜板的材质为铬锆铜合金。
采用如下方法制造弯月面具有抗高温热应力裂纹材料层的铬锆铜结晶器铜板:
步骤1)切削:对连铸机铬锆铜结晶器铜板弯月面表面进行切削处理,切削方式及铜板 弯月面切削参数如表1所示;
表1弯月面切削参数
步骤2):探伤:使用液态着色探伤剂对经步骤1)处理后的连铸机铬锆铜结晶器铜板弯 月面进行裂纹探伤检测,所使用的着色探伤剂包括清洗剂、渗透剂、显像剂;
步骤3)激光3D打印:使用激光同轴送粉器将抗高温热应力裂纹材料送入经步骤2)处 理后的连铸机铬锆铜结晶器铜板弯月面,送粉层厚、激光器功率、聚焦镜焦距、激光光斑直 径、扫描速率、搭接率等操作参数如表2所示。
表2激光3D打印参数
使用的抗高温热应力裂纹材料包括的成分及其重量份、粉体粒度等参数如表3所示,先 按照所示材料成分及配比,采用现有技术的冶金方法形成合金,然后再使用现有技术的粉体 制备方法得到相应粒度的粉体。
表3抗高温热应力裂纹材料重量份、粒度参数
步骤4)采用三轴加工中心对经过步骤3)处理后的弯月面抗高温热应力裂纹层进行切削 处理,使经过步骤3)处理后的弯月面抗高温热应力裂纹层与铬锆铜结晶器铜板表面粗糙度 一致,表现为表面粗糙度Ra8。
经过对连铸机结晶器铜板弯月面抗高温热应力裂纹材料层1测试,得到的性能参数如表 4所示。
表4抗高温热应力裂纹材料层性能参数
连铸机铬锆铜结晶器铜板弯月面的抗高温热应力裂纹材料层性能测试方法如下。
物相分析:利用Axio Lmang2金相显微镜对抗高温热应力裂纹材料激光3D打印层进行 金相分析。
硬度分析:采用HL-6000A型高精度便携式数字硬度计对各实施例的抗高温热应力裂纹 材料层进行布氏硬度测量,测量5次后取平均值。
延展性能分析:延伸率δ指的是描述材料塑性性能的指标——延伸率δ和截面收缩率。 延伸率即试样拉伸断裂后标距段的总变形ΔL与原标距长度L之比的百分数:δ=ΔL/L× 100%。使用拉伸试验机在温度350度条件下进行测试,选取三组工艺参数进行延展率测试。 整个成形过程均在高纯氮气的保护气体中进行,保证成形腔内的氧含量在l00ppm以下,以防 测试过程中试样在高温下发生氧化。
拉伸性能分析:使用拉伸试验机在室温条件下进行测试,拉伸速率为1mm/min,选取三 组工艺参数进行拉伸试样的成形。整个成形过程均在高纯氮气的保护气体中进行,保证成形 腔内的氧含量在l00ppm以下,以防拉伸过程中拉伸试样在高温下发生氧化。
综上所述,本发明的抗高温热应力裂纹材料层的硬度低于维氏硬度HV65,比铬锆铜结 晶器铜板基体的硬度降低了30%以上;延展率>80%,比铬锆铜结晶器铜板延展率提高了4% 以上,具有较好的抗高温热应力裂纹性能,拉伸强度达到286MPa以上。
对比例
以下均以采用激光激光3D打印处理的连铸机铬锆铜结晶器铜板作为实施组,使用传统 修复磨削的连铸机铬锆铜结晶器铜板作为对照组设计对比实验,进行铬锆铜结晶器铜板弯月 面裂纹测试。
对比例1
结晶器铜板的材质为铬锆铜合金,实验现场首钢京唐,过钢量2.14万吨,现场连铸结晶 器生产各项参数相同。
实施组采用如下方法制造弯月面具有抗高温热应力裂纹材料层的铬锆铜结晶器铜板:
步骤3)使用的抗高温热应力裂纹材料包括以下重量份的物质:铬0.02%、锆0.03%、银 0.2%、二氧化铱0.01%,余量铜。
其他步骤的条件和参数均与实施例1相同。
铬锆铜结晶器铜板弯月面裂纹测试结果如表5所示:
表5
对比例2
结晶器铜板的材质为铬锆铜合金,实验现场首钢京唐,过钢量2.12万吨,现场连铸结晶 器生产各项参数相同。
采用如下方法制造表面具有抗高温热应力裂纹材料层的铬锆铜结晶器铜板:
步骤3)采用的激光3D打印参数如下:送粉层厚设置为0.3mm、聚焦镜焦距f=200mm、 功率P=2000W、激光光斑直径为1.2mm、扫描速率为20mm/s、搭接率为50%。得到弯月面 抗高温热应力裂纹材料层厚度为3.0mm的连铸机铬锆铜结晶器铜板。
其他步骤的条件和参数均与实施例2相同。
经过对本对比例得到的连铸机铬锆铜结晶器铜板弯月面性能测试结果如表6所示:
表6
对比例3
结晶器铜板的材质为铬锆铜合金,实验现场首钢京唐,过钢量2.8万吨,现场连铸结晶 器生产各项参数相同。
采用如下方法对结晶器铜板弯月面进行处理:
步骤3)使用的抗高温热应力裂纹材料包括以下重量份的物质:铬0.02%、锆0.04%、银 0.4%、二氧化铱0.01%、余量铜。
其他步骤的条件和参数均与实施例3相同。
经过对本对比例得到的连铸机铬锆铜结晶器铜板弯月面的性能测试结果如表7所示:
表7
对比例4
结晶器铜板的材质为铬锆铜合金实验现场首钢京唐,过钢量2.7万吨,现场连铸结晶器 生产各项参数相同。
采用如下方法对结晶器铜板弯月面面进行处理:
步骤3)采用的激光3D打印参数如下:送粉层厚设置为0.3mm、聚焦镜焦距f=200mm、 功率P=3000W、激光光斑直径为1.8mm、扫描速率为20mm/s、搭接率为50%。
其他步骤的条件和参数均与实施例4相同。
经过对本对比例得到的连铸机结晶器铜板表面修饰层的性能测试结果如表8所示:
表8
对比例5
结晶器铜板的材质为铬锆铜合金,实验现场全丰钢铁,过钢量2.7万吨,现场连铸结晶 器生产各项参数相同。
对结晶器铜板弯月面面进行处理,步骤的条件和参数均与实施例5相同。
经过对本对比例得到的连铸机铬锆铜结晶器铜板弯月面的性能测试结果如表9所示:
表9
综合以上实施例和对比例可知,使用本发明抗高温热应力裂纹材料,采用本发明的铬锆 铜结晶器铜板弯月面处理方法,能够制备得到弯月面具有抗高温热应力裂纹性能的本发明的 铬锆铜结晶器铜板。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之 内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 抗高温热应力裂纹材料、结晶器铜板及弯月面处理方法
- 一种耐磨抗高温侵蚀合金材料、结晶器铜板表面处理方法及结晶器铜板