一种用于钛合金进气机匣激光焊接保护装置及其保护方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及航空领域发动机激光焊接技术领域,特别涉及一种用于钛合金进气机匣激光焊接保护装置及其保护方法。
背景技术
钛合金具有密度小、抗拉强度高、抗腐蚀性能好、耐热性较高等优点,并且具有良好的抗低温冲击性能,广泛用于航空航天关键零部件生产中。钛合金通常具有优良的焊接性,制约钛合金焊接质量的重要因素在于焊接过程的保护。钛合金高温的活性强,在高温条件下极易被空气、水等污染,随着温度的升高,其吸氢、氧、和氮的能力逐渐增强。钛合金在250℃左右开始与空气中的H反应,400℃左右与O反应,600℃左右与N反应,接头中的气孔主要为氢气孔,其主要原因是H在钛中的溶解度随温度的变化而发生改变。与这些元素反应不但容易形成气孔,而且会形成脆性化合物使焊接接头的塑性和冲击韧性下降。
目前已有研究结果表面,钛合金激光焊接保护方法主要是采用两大类,一类是激光头加拖罩或保护喷嘴的方式,仅对激光头后面熔池进行通气保护,这种方式实施比较简单,但是容易产生保护范围过窄、气体停留时间过短以及复杂结构可达性较差等现象,导致焊缝存在保护不良、焊接缺陷严重等问题,此方法适合对质量要求较低的零部件或焊缝结构简单的零件焊接,无法满足复杂结构以及航空航天精密重要部件使用要求;另一类就是运用真空设备来完成产品的焊接,真空设备进行激光焊接优缺点还是比较明显的,对产品质量的控制比较理想,焊后焊缝质量较好,无需担心产品的氧化、气孔以及裂纹等问题。但是真空设备操作实施起来比较复杂,加工效率较低,每次焊接产品时都需要对真空舱进行抽真空,对尺寸较大的产品无法进行焊接而且真空设备价格昂贵等。针对航空发动机进气机匣的复杂结构、零件大尺寸以及产品质量控制的要求,提出了用于钛合金进气机匣激光焊接保护方法。
发明内容
为解决上述技术问题,提出了一种用于钛合金进气机匣激光焊接保护装置及其保护方法,具体技术方案如下:
一种用于钛合金进气机匣激光焊接保护装置,包括舱体顶盖、密闭式充氩舱体、真空泵、排气口、抽气口、装置底座、步进旋转电机、旋转齿轮、工件夹具、钛合金机匣、入射激光窗口和空气刀;
所述舱体顶盖设有圆形凹台,凹台上设有入射激光窗口,其舱体顶盖周向为螺纹孔结构;
所述入射激光窗口为厚玻璃片,其厚玻璃片周围的舱体顶盖内装有光路冷却水冷机,实时对窗口玻璃进行冷却;
所述入射激光窗口两侧的凹台上设有进气口;
所述舱体顶盖的凹台外侧圆周设有三个吊环;
所述舱体顶盖设置在密封式充氩舱体顶端,两者连接形成空腔结构;用于装卸机匣、密封舱体以及激光入射窗口单元;
所述密封式充氩舱体底端设有排气口和抽气口;
所述真空泵通过管路与抽气口使用专用卡箍进行连接,排气口处设有可调式压力气体阀门;所述真空泵用于对舱体内抽真空,提供近真空的环境,抽出舱内空气后打开进气口,对其输送惰性保护气体;
所述空气刀的结构为偏平型,固定在舱体内,空气刀流出的气体汇成平面气流直接吹向待焊部位;
所述工件夹具设置在密封式充氩舱体内,其工件夹具通过旋转齿轮与步进旋转电机连接;
所述装置底座与密封式充氩舱体通过螺栓固定连接;
所述装置底座下方有调节水平顶杆,用于装置的水平调节;
每条焊缝焊接完成后步进旋转电机进行固定角度旋转,方便其装置在焊接过程的实施。
所述的一种用于钛合金进气机匣激光焊接保护装置,其优选方案为本专利是依据光纤激光焊接头进行设计,激光器可选择CO
一种用于钛合金进气机匣激光激光焊接保护装置的焊接保护方法,所述方法包括如下步骤:
步骤一:通过工具水平尺或者水平仪对底座的顶杆进行调整,使整个保护水平;
步骤二:将工件的待焊接部位根据需要加工成所需要的精度,并对工件加工后的两侧表面进行打磨或清洗;
步骤三:将打磨或清洗后的待焊工件点焊固定后安装在工件夹具上,并对工件进行螺纹锁紧;
步骤四:将激光焊接加工头摆放好角度并通过机器人或机床将焊接程序编制好,把舱体顶盖密闭式充氩舱体通过螺纹进行连接,使之形成密闭的舱体;
步骤五:将空气刀、进气口阀门关闭,打开抽气口的阀门同时打开真空泵电源对舱体进行抽气;
步骤六:将入射激光窗口的光路冷却水冷机打开;
步骤七:抽气5min后将进气口阀门以及空气刀阀门打开;充气5min后对工件进行激光焊接;每条焊缝焊接完成后,使用步进旋转电机的控制器旋转相应的角度重复焊接,直至焊接完成;
步骤八:焊接完成后关闭空气刀,进气口阀门,工件冷却后在将真空泵电源关闭并且关闭抽气口的阀门;
步骤九:用工具将舱体顶盖的螺栓卸下,并打开进气口的阀门,将舱体顶盖取下,关闭进气口的阀门,最后取下工件整个焊接过程完成。
本发明的有益效果:
(1)相比拖罩或保护喷嘴,采用本保护方法进行焊接保护,对熔池的保护效果更好,更适用于钛合金易氧化材料的焊接,并且提高了焊接接头的强度、减少了其焊缝内部的气孔、提高了接头塑性以及冲击韧性;
(2)相比激光真空设备焊接,本发明优化了对复杂结构的可达性以及超大零件的适应性并且节约了设备成本提高了加工效率;
(3)针对钛合金进气机匣复杂结构,本发明采用封闭式、非接触式并且激光大角度入射的方式,来满足产品的加工;
(4)本保护方法采用一体化的方式,集成了步进旋转的结构,对每条焊缝的响应速度有了大幅度的提升,实现了一次装卡即可完成所有焊缝的焊接,既节省时间、提高焊接效率,又保证了焊接质量的一致性和可靠性。
附图说明
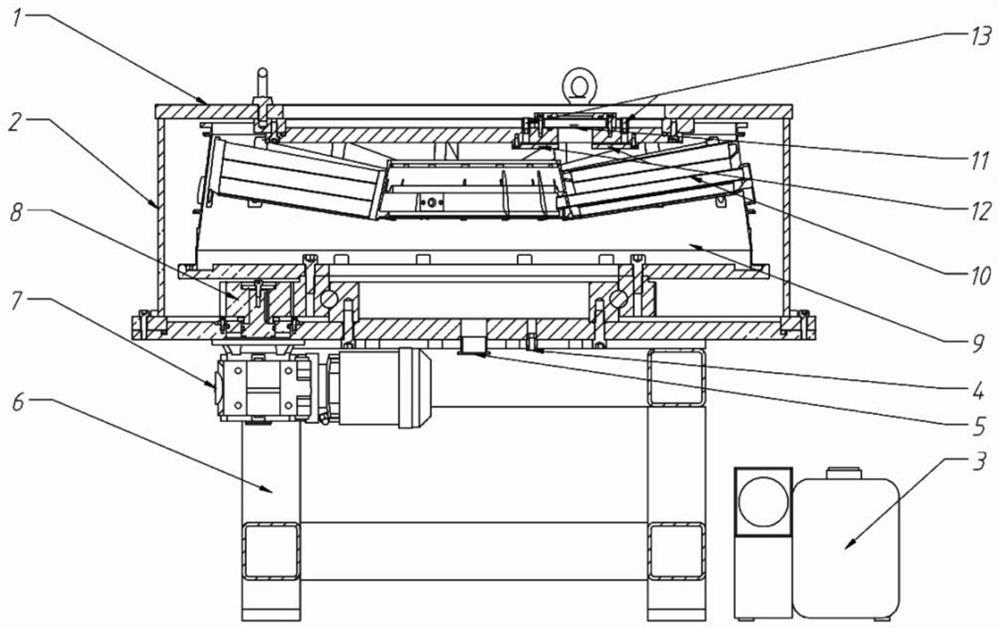
图1为焊接保护装置示意图;
图2为焊接保护装置主视图;
图3为焊接保护装置侧视图;
图4为焊接保护装置俯视图。
图中,1-舱体顶盖,2-密闭式充氩舱体,3-真空泵,4-排气口,5-抽气口,6-装置底座,7-步进旋转电机,8-旋转齿轮,9-工件夹具,10-钛合金机匣,11-入射激光窗口,12-空气刀,13-进气口,14-吊环,15-凸台。
具体实施方式
以下结合附图1-4和实施例对本发明作进一步详述。
一种用于钛合金进气机匣激光焊接保护装置,其特征在于:包括舱体顶盖1、密闭式充氩舱体2、真空泵3、排气口4、抽气口5、装置底座6、步进旋转电机7、旋转齿轮8、工件夹具9、钛合金机匣10、入射激光窗口11和空气刀12;
所述舱体顶盖1设有圆形凹台15,凹台15上设有入射激光窗口11,其舱体顶盖1周向为螺纹孔结构;
所述入射激光窗口11为厚玻璃片,其厚玻璃片周围的舱体顶盖1内装有光路冷却水冷机,实时对窗口玻璃进行冷却;
所述入射激光窗口11两侧的凹台15上设有进气口13;
所述舱体顶盖1的凹台15外侧圆周设有三个吊环14;
所述舱体顶盖1设置在密封式充氩舱体2顶端,两者连接形成空腔结构;用于装卸机匣、密封舱体以及激光入射窗口单元;
所述密封式充氩舱体2底端设有排气口4和抽气口5;
所述真空泵3通过管路与抽气口5使用专用卡箍进行连接,排气口4处设有可调式压力气体阀门;所述真空泵3用于对舱体内抽真空,提供近真空的环境,抽出舱内空气后打开进气口,对其输送惰性保护气体;
所述空气刀12的结构为偏平型,固定在舱体内,空气刀12流出的气体汇成平面气流直接吹向待焊部位;
所述工件夹具9设置在密封式充氩舱体2内,其工件夹具9通过旋转齿轮8与步进旋转电机7连接;
所述装置底座6与密封式充氩舱体2通过螺栓固定连接;
所述装置底座6下方设有调节水平顶杆,用于装置的水平调节;
每条焊缝焊接完成后步进旋转电机7进行固定角度旋转,方便其装置在焊接过程的实施。
本专利是依据光纤激光焊接头进行设计,激光器可选择CO
一种用于钛合金进气机匣激光激光焊接保护装置的焊接保护方法,所述方法包括如下步骤:
步骤一:通过工具水平尺或者水平仪对装置底座6的调节水平顶杆进行调整,使整个保护水平;
步骤二:将工件的待焊接部位根据需要加工成所需要的精度,并对工件加工后的两侧表面进行打磨或清洗;
步骤三:将打磨或清洗后的待焊工件点焊固定后安装在工件夹具9上,并对工件进行螺纹锁紧;
步骤四:将激光焊接加工头摆放好角度并通过机器人或机床将焊接程序编制好,把舱体顶盖1密闭式充氩舱体2通过螺纹进行连接,使之形成密闭的舱体;
步骤五:将空气刀12、进气口13阀门关闭,打开抽气口5的阀门同时打开真空泵3电源对舱体进行抽气;
步骤六:将入射激光窗口11的光路冷却水冷机打开;
步骤七:抽气5min后将进气口13阀门以及空气刀12阀门打开;充气5min后对工件进行激光焊接;每条焊缝焊接完成后,使用步进旋转电机7的控制器旋转相应的角度重复焊接,直至焊接完成;
步骤八:焊接完成后关闭空气刀12,进气口13阀门,工件冷却后在将真空泵3电源关闭并且关闭抽气口5的阀门;
步骤九:用工具将舱体顶盖1的螺栓卸下,并打开进气口13的阀门,将舱体顶盖1取下,关闭进气口5的阀门,最后取下工件整个焊接过程完成。
- 一种用于钛合金进气机匣激光焊接保护装置及其保护方法
- 一种钛合金导管激光焊接的气体保护装置和保护方法