一种阵列复材管成型过程中单元复材管位姿测量装置及方法
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及阵列复材管精密测量技术领域,尤其涉及一种阵列复材管成型过程中单元复材管位姿测量装置及方法。
背景技术
阵列复材管由若干单元复材管在水平面通过特殊的排布方式胶接制成,是一种新型的薄壁多孔蜂窝结构,附图1为其结构成型示意图。阵列复材管具有低密度、高轴向刚度、以及优良的减震性、抗冲击性等优点,在航空航天领域中得到了应用。在阵列复材管粘接成型过程中,单元复材管之间存在胶层且单元复材管外径有误差,相邻复材管之间无法同时实现相切。为了提高阵列复材管内各单元复材管的紧密接触程度,阵列复材管在成型时会受到模具在水平面内的挤压预紧作用,导致单元复材管产生面内方面的位移误差和轴向偏斜。阵列单元复材管位移或变形过大时会影响阵列复材管局部乃至整体模量的均匀度,进而影响构件整体的力学性能和服役性能。因此需要一种测量阵列复材管粘接成型过程中单元复材管位姿变化的方法,作为制作工艺的反馈方案用于实时监测阵列复材管成型过程中单元复材管位姿的变化规律以便及时调整成型工艺,同时还可以作为检验产品质量的手段,为阵列复材管的高质量成型技术提供基础。
发明内容
针对上述技术难题,本发明提出一种阵列复材管成型过程中单元复材管位姿测量装置及方法,利用内胀式夹具与电涡流位移传感器构成测量系统,将该测量系统放置在单元复材管内部以实时监测阵列单元复材管在成型过程中受模具挤压预紧作用产生的位姿变化。本发明采用的技术手段如下:
一种阵列复材管成型过程中单元复材管位姿测量装置,包括阵列复材管成型夹具、位姿变化测量装置、测量框、挡板、前置器和上位机,所述位姿变化测量装置包括内胀式夹具和若干电涡流位移传感器探头,所述内胀式夹具包括底座和角度可调地连接在所述底座上的内胀单元,所述内胀单元包括芯轴和套接在芯轴上的可伸缩卡爪,在内胀式夹具的底座上安装三个在空间上相互垂直的电涡流位移传感器探头,在所述芯轴内嵌入一个电涡流位移传感器探头,各电涡流位移传感器探头均与前置器相连,前置器与上位机相连,在阵列复材管成型夹具的底板的固定位置放置所述测量框,该测量框位于待测单元复材管正下方,所述内胀式夹具放置到待测量的单元复材管内,保证测量装置底座不接触测量框,在单元复材管上方设置所述挡板,所述挡板用于作为电涡流位移传感器探头测量的基准参照物。
进一步地,在水平面相互垂直的第一电涡流位移传感器探头、第二电涡流位移传感器探头用于实现对单元复材管在水平面内X、Y方向的位移变化量的测量,沿单元复材管轴向布置的第三电涡流位移传感器探头用于测量因轴线偏斜产生的Z向位移变化量,在所述芯轴内嵌入的第四电涡流位移传感器探头用于通过测量初始状态下探头到挡板的距离以及单元复材管产生位姿变化后探头到挡板的距离,推导出单元复材管轴线偏斜角度。
进一步地,所述芯轴包括内芯轴和外芯轴,所述内芯轴和外芯轴间隙配合,芯轴长度通过改变内芯轴和外芯轴的相对位置进行调整,所述内芯轴固定在球铰上,进而角度可调地连接在所述底座上。
进一步地,所述可伸缩卡爪包括锥块、卡爪和锥块压板,所述锥块包括上锥块和下锥块,所述下锥块、卡爪、上锥块和锥块压板依次从复材管上方套入芯轴中,所述锥块压板和外芯轴和通过螺纹连接在一起,通过对锥块压板压下位置的调节,完成对复材管夹的胀紧,实现位姿测量装置与单元复材管的姿态随动。
本发明还公开了阵列复材管成型过程中单元复材管位姿测量装置的操作方法,具体包括如下步骤:
S1、首先将四个电涡流位移传感器探头分别集成到内胀式夹具的底座和芯轴卡槽内,组成阵列单元复材管位姿变化测量装置;
S2、在阵列复材管成型夹具底板的固定位置放置铝制测量框;
S3、将位姿变化测量装置放置到待测量的单元复材管内,保证测量装置底座不接触测量框,通过旋紧锥块压板使卡爪胀紧单元复材管,实现位姿测量装置与单元复材管的姿态随动,然后将电涡流位移传感器探头与前置器相连,前置器连接到上位机;
S4、启动电涡流传感器,通过底座中在空间上相互垂直的三个电涡流传感器探头测量内胀式夹具与测量框的相对距离,通过芯轴内嵌入的电涡流位移传感器探头测量其到挡板的初始距离;
S5、在阵列复材管成型夹具压板对单元复材管施加预紧力后,测量待测单元复材管的位姿变化,以此来计算复材管在成型过程中的面内位移误差和轴向偏角。
进一步地,测量的单元复材管在水平面和轴向的初始位置为X
单元复材管在预紧力作用下产生的轴线偏斜由轴向位移和轴向偏角组成,其中单元复材管在Z方向的位移通过内胀式夹具底座上布置于轴向的电涡流传感器探头测量,记为ΔZ=|Z
本发明具有以下优点:
本发明的阵列复材管成型过程中单元复材管位姿测量装置及方法不仅适用于多孔结构单元复材管的位姿变化,还适用于不同内径及形状的管状结构件,通过调整锥块压板的旋入深度和可伸缩卡爪的外部轮廓,结合球铰的转动,可实现对不同内径及形状的管状结构的位姿变化随动测量,该测量方法普适性好,测量范围广。采用电涡流传感器,测量金属被测体与探头端的相对位置,由前置器处理成相应的电信号输出到上位机,可实时获得测量结果并存储。传感器可长期可靠工作、灵敏度高、抗干扰能力强、非接触测量、响应速度快、不受油水等介质的影响。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本发明阵列复材管成型夹具示意图。
图2为本发明阵列复材管成型夹具底板结构示意图。
图3为本发明阵列复材管成型过程中单元复材管位姿变化的测量装置示意图。
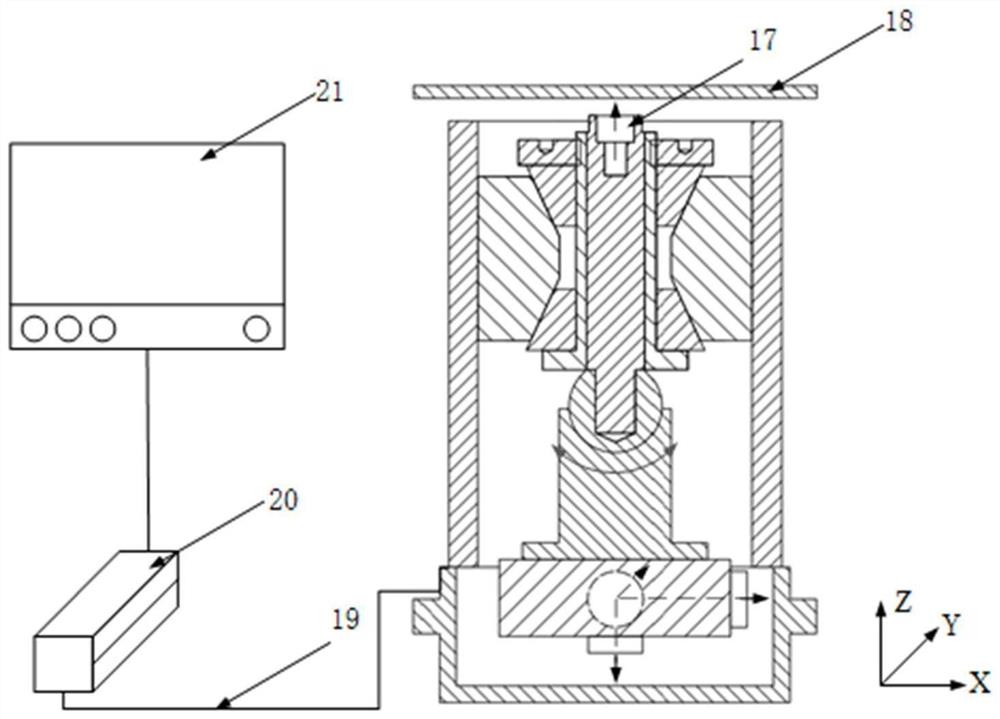
图4为本发明阵列复材管成型过程中单元复材管位姿变化的测量装置连接上位机后的结构示意图。
图5为本发明阵列单元复材管水平面内位移测量方法示意图。
图6为本发明阵列单元复材管轴线偏斜角度测量方法示意图。
图中:1、成型夹具,2、阵列复材管,3、成型夹具压板,4、位姿变化测量装置,5、测量框,6、成型夹具底板,7、套筒,8、锥块压板,9、外芯轴,10、内芯轴,11、锥块,12、球铰,13、电涡流传感器探头,14、底座,15、卡爪,16、单元复材管,17,测量轴线偏斜用电涡流传感器探头,18、测量挡板,19、电缆,20、前置器,21、上位机。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明采用电涡流位移传感器实现高精度位移测量,创新性地采用可自适应单元复材管位姿变化的内胀式夹具来实现测量过程中的姿态随动,可高精度的实时监测阵列单元复材管在成型过程中的位姿变化。具体地,如图1~5所示,本发明实施例公开了一种阵列复材管成型过程中单元复材管位姿测量装置,包括阵列复材管2、成型夹具1、位姿变化测量装置4、测量框5、挡板18、前置器20和上位机21,所述位姿变化测量装置包括内胀式夹具和若干电涡流位移传感器探头,所述内胀式夹具包括底座14和角度可调地连接在所述底座上的内胀单元,所述内胀单元包括芯轴和套接在芯轴上的可伸缩卡爪,在内胀式夹具的底座上安装三个在空间上相互垂直的电涡流位移传感器探头13,在所述芯轴内嵌入一个电涡流位移传感器探头17,各电涡流位移传感器探头均与前置器20相连,前置器通过电缆19与上位机相连,前置器是整个传感器系统的信号处理中心。一方面,前置器为探头线圈提供高频交流激励电流使探头工作;另一方面,前置器通过特殊电路感应出探头头部体与头部体前金属导体的间隙变化,经过前置器的处理,产生随间隙线性变化而变化的电压或电流输出信号。上位机21通过获得前置器输出信号的变化量,并以此为依据,计算出对应的距离值。
在阵列复材管成型夹具的成型夹具底板6的固定位置放置所述测量框,该测量框位于待测单元复材管16正下方,所述内胀式夹具放置到待测量的单元复材管内,保证测量装置底座不接触测量框,在单元复材管上方设置所述挡板,所述挡板用于作为电涡流位移传感器探头测量的基准参照物。
由于电涡流位移传感器的被测物体需要是导电材料,单元复材管材料为CFRP,其导电性能较弱,因此采用铝制测量框5和测量挡板18用于辅助测量单元复材管的位姿变化。同时将测量框5设计为正方形,将便于电涡流位移传感器测量复材管在水平面内X、Y、Z方向的位移变化量。
在水平面相互垂直的第一电涡流位移传感器探头、第二电涡流位移传感器探头用于实现对单元复材管在水平面内X、Y方向的位移变化量的测量,沿单元复材管轴向布置的第三电涡流位移传感器探头用于测量因轴线偏斜产生的Z向位移变化量,在所述芯轴内嵌入的第四电涡流位移传感器探头用于通过测量初始状态下探头到挡板的距离以及单元复材管产生位姿变化后探头到挡板的距离,推导出单元复材管轴线偏斜角度。
所述芯轴包括内芯轴10和外芯轴9,所述内芯轴和外芯轴间隙配合,芯轴长度通过改变内芯轴和外芯轴的相对位置进行调整,所述内芯轴固定在球铰12上,进而角度可调地连接在所述底座14上,所述内芯轴的上方设有螺纹连接的套筒7,其能够和棘轮扳手相配合。
所述可伸缩卡爪包括锥块11、卡爪15和锥块压板8,所述锥块包括上锥块和下锥块,所述下锥块、卡爪、上锥块和锥块压板依次从复材管上方套入芯轴中,所述锥块压板和外芯轴和通过螺纹连接在一起,通过对锥块压板压下位置的调节,完成对复材管夹的胀紧,实现位姿测量装置与单元复材管的姿态随动。
本发明还公开了阵列复材管成型过程中单元复材管位姿测量方法,具体包括如下步骤:
S1、如图3所示,首先将四个电涡流传感器探头分别嵌入到内胀式夹具的内芯轴10和底座14内部,其中集成到底座14上的三个电涡流传感器探头13在空间上相互垂直排布,组成位姿变化测量装置;
S2、在成型夹具底板6上制好的卡槽内放置测量框5,将内胀式夹具上与芯轴通过螺纹连接的套筒7和棘轮扳手相配合,接着将位姿变化测量装置放入被测单元复材管16中,保证电涡流传感器探头13全部进入到测量框5内,旋转锥块压板8,使内胀夹具卡爪15与被测单元复材管16内壁相接触并胀紧,保证电涡流传感器探头17与单元复材管16端面相平,在被测单元复材管16上方装夹测量挡板18;
S3、将位姿变化测量装置放置到待测量的单元复材管内,保证测量装置底座不接触测量框,通过旋紧锥块压板使卡爪胀紧单元复材管,实现位姿测量装置与单元复材管的姿态随动,然后将电涡流位移传感器探头与前置器相连,前置器连接到上位机;
S4、将电涡流传感器13、17通过电缆19与前置器20相连,前置器20与上位机21相连,接通电源,通过底座中在空间上相互垂直的三个电涡流传感器探头测量内胀式夹具与测量框的相对距离,通过芯轴内嵌入的电涡流位移传感器探头测量其到挡板的初始距离;
S5、如图4、图5所示,在阵列复材管成型夹具压板对单元复材管施加预紧力后,测量待测单元复材管的位姿变化,以此来计算复材管在成型过程中的面内位移误差和轴向偏角。
测量的单元复材管在水平面和轴向的初始位置为X
单元复材管在预紧力作用下产生的轴线偏斜由轴向位移和轴向偏角组成,内胀式夹具通过卡爪与单元复材管内壁胀紧可实现与单元复材管的姿态随动,因此电涡流传感器探头17也产生同样角度的偏斜,其中单元复材管在Z方向的位移通过内胀式夹具底座上布置于轴向的电涡流传感器探头测量,记为ΔZ=|Z
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 航空复材C型盒体零件成型方法
- 一种复材壁板长桁轴线面快速测量装置及测量方法
- 一种复材壁板长桁轴线面快速测量装置及测量方法