片供给装置以及片供给方法
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及一种片供给装置以及片供给方法。
背景技术
公知有一种供给粘接片的片供给装置(例如参照专利文献1)。
现有技术文献
专利文献
专利文献1:日本特开2008-174247号公报
发明内容
(一)要解决的技术问题
对于专利文献1所记载的片粘贴装置1(片供给装置)而言,在进行间歇输送即重复进行原材料R(原材料)的送出和停止该原材料的送出的期间,当张力调整辊3(送出单元)停止的送出停止时,有可能导致如下的原材料的送出错误的情况,即:发生该送出单元中的原材料的不希望的送出、抽回。当这样发生原材料的送出错误时,会导致如下不良情况:利用剥离板5(剥离单元)从剥离片RL(剥离片)剥离粘接片S(粘接片)的时刻偏离期望的时刻,不能将该粘接片粘贴于晶圆W(被粘物)的规定的位置。
本发明的目的在于,提供一种能够防止从剥离片剥离粘接片的时刻偏离期望的时刻的片供给装置以及片供给方法。
(二)技术方案
本发明采用了权利要求记载的结构。
(三)有益效果
根据本发明,在停止原材料的送出时维持抑制原材料的移动的制动状态,因此不会发生原材料的送出错误。因此,能够防止从剥离片剥离粘接片的时刻偏离期望的时刻。
附图说明
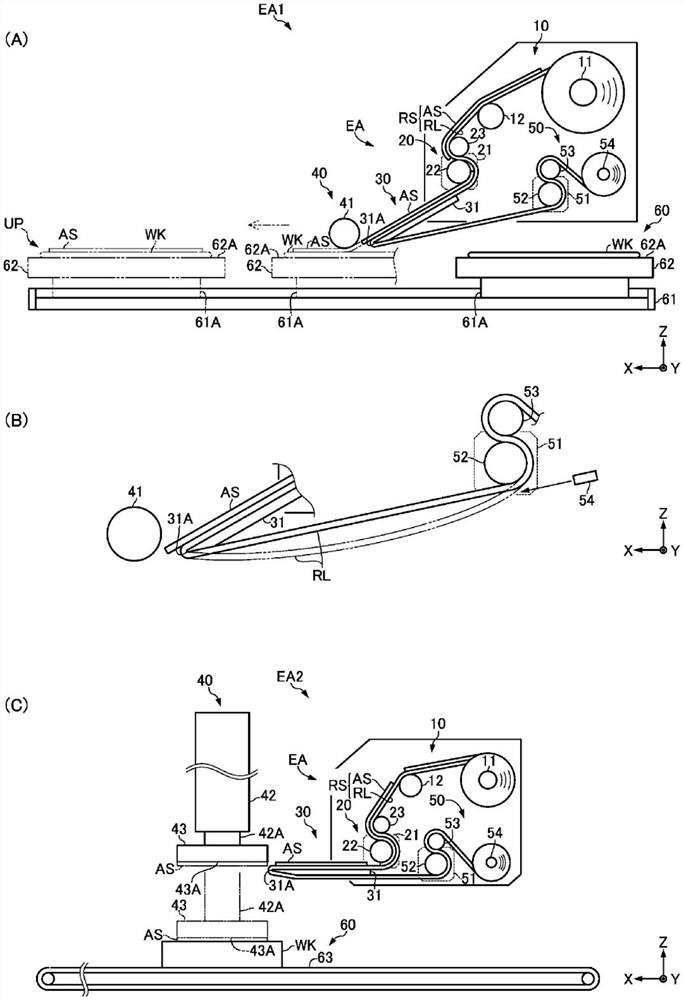
在图1中,(A)是采用本发明一实施方式的片供给装置的片粘贴装置的说明图,(B)、(C)是本发明的变形例的说明图。
具体实施方式
以下,基于附图对本发明一实施方式进行说明。
此外,本实施方式的X轴、Y轴、Z轴分别具有正交的关系,X轴及Y轴设定为规定平面内的轴,Z轴设定为与所述规定平面正交的轴。并且,在本实施方式中,以从与Y轴平行的图1中的近前方向观察的情况为基准,当不指定图来表示方向时,“上”是Z轴的箭头方向且“下”是其相反方向,“左”是X轴的箭头方向且“右”是其相反方向,“前”是平行于Y轴的图1中近前方向且“后”是其相反方向。
采用本发明的片供给装置EA的片粘贴装置EA1具备:原材料支撑单元10,其具有支撑轴11和引导辊12,其中,所述支撑轴11将在带状的剥离片RL上隔开规定的间隔临时粘贴有粘接片AS的原材料RS以能够送出的方式支撑;送出单元20,其重复进行原材料RS的送出和停止该原材料RS的送出来进行该原材料RS的间歇输送;剥离单元30,其具有将通过送出单元20送出的原材料RS的粘接片AS从剥离片RL剥离的剥离板31;按压单元40,其具有将通过剥离单元30剥离的粘接片AS按压于被粘物WK进行粘贴的按压辊41;以及回收单元50,其将通过剥离单元30剥离了粘接片AS的剥离片RL回收,所述片粘贴装置EA1配置于输送被粘物WK的被粘物输送单元60的附近。
此外,本发明的片供给装置EA由送出单元20、剥离单元30、回收单元50构成。
送出单元20具备:转动马达21,其作为驱动设备且具有未图示的制动单元;以及驱动辊22,其支撑于转动马达21的未图示的输出轴,并与夹送辊23夹持原材料RS。送出单元20为如下结构:在停止原材料RS的送出时维持抑制该原材料RS的移动的制动状态。对于本实施方式而言为如下结构:作为转动马达21而采用带制动器的马达,该带制动器的马达的电磁制动器作为制动单元发挥功能,从而抑制原材料RS的移动。
回收单元50具备:转动马达51,其作为驱动设备;驱动辊52,其支撑于转动马达51的未图示的输出轴,并与夹送辊53夹持剥离片RL;以及回收辊54,其支撑于未图示的驱动设备的输出轴,在该片粘贴装置EA1(片供给装置EA)进行自动运转的期间,始终对回收辊54与夹送辊53之间存在的剥离片RL施加规定的张力。回收单元50为如下结构:在停止原材料RS的送出时对回收单元50与送出单元20之间存在的剥离片RL始终施加回收力。由此能够防止:剥离片RL从回收单元50的侧抽回,剥离片RL在送出单元20与回收单元50之间松弛。
此外,回收单元50以如下方式进行控制,即:使得在原材料RS的送出时对剥离片RL施加的送出时张力、与在停止原材料RS的送出时对剥离片RL施加的停止时张力成为不同的值。在本实施方式的情况下,以使得停止时张力成为比送出时张力小的值的方式进行设定,防止:当未对原材料RS施加送出力时,对剥离片RL过度施加张力而使该剥离片RL破裂、损伤。
被粘物输送单元60具备支撑台62,该支撑台62支撑于作为驱动设备的线性马达61的滑块61A且具有保持面62A,该保持面62A能够利用减压泵或真空抽气机等未图示的减压单元(保持单元)吸附保持。
对以上的采用片供给装置EA的片粘贴装置EA1的动作进行说明。
首先,对于在如图1的(A)中实线所示的初始位置配置各部件的片粘贴装置EA1而言,该片粘贴装置EA1的使用者(以下简称为“使用者”)如图示那样设置原材料RS,之后经由未图示的操作面板或个人计算机等操作单元输入开始自动运转的信号。于是,送出单元20及回收单元50使转动马达21、51驱动,进行原材料RS的送出,当起始的粘接片AS的送出方向前端部在剥离板31的剥离缘31A被剥离了规定长度时,送出单元20及回收单元50停止转动马达21、51的驱动,停止原材料RS的送出。此外,送出单元20在停止转动马达21的驱动而使原材料RS的送出停止的瞬间驱动制动单元,维持抑制驱动辊22的转动而抑制原材料RS的移动的制动状态,以避免发生该送出单元20中的原材料RS的不希望的送出、抽回。
接着,当使用者或多关节机器人或带式输送机等未图示的输送单元将被粘物WK载置于支撑台62上时,被粘物输送单元60使未图示的减压单元驱动,开始进行被粘物WK在支撑面62A上的吸附保持。之后,被粘物输送单元60使线性马达61驱动而使支撑台62向左方移动,当被粘物WK到达规定的位置时,送出单元20使制动单元驱动,当解除了制动状态后,送出单元20及回收单元50使转动马达21、51驱动,并并被粘物WK的移动速度匹配地送出原材料RS。由此,从剥离片RL剥离粘接片AS,对于从该剥离片RL剥离的粘接片AS而言,如图1的(A)中双点划线所示那样,被按压辊41按压于被粘物WK进行粘贴。接着,起始的粘接片AS整体粘贴于被粘物WK并形成一体物UP,当该起始的粘接片AS的后续的下一个粘接片AS的送出方向前端部在剥离板31的剥离缘31A被剥离了规定长度时,则送出单元20及回收单元50停止转动马达21、51的驱动,停止原材料RS的送出。这里也是:送出单元20在停止转动马达21的驱动而使原材料RS的送出停止的瞬间使制动单元驱动,与上述同样地维持制动状态。并且,当一体物UP到达按压辊41的左方规定位置时,被粘物输送单元60停止线性马达61的驱动,之后停止未图示的减压单元的驱动,解除在支撑面62A上对被粘物WK的吸附保持。接着,当使用者或未图示的输送单元将一体物UP向下一个工序输送时,被粘物输送单元60驱动线性马达61,使保持面62恢复到初始位置,以后重复与上述同样的动作。
根据上述的实施方式,在停止原材料RS的送出时维持抑制原材料RS的移动的制动状态,因此不会发生原材料RS的送出错误。因此,能够防止从剥离片RL剥离粘接片AS的时刻偏离期望的时刻。
对于本发明中的单元和工序而言,只要是能够实现对这些单元和工序进行了说明的动作、功能或工序即可,没有特别限定,且不限于上述实施方式所示的单纯的一个实施方式的构成物、工序。例如,处理单元只要是能够对被粘物实施规定的处理即可,只要对照起初申请时的技术常识而言在其技术范围内,则没有限定(对于其他单元和工序而言也同样如此)。
对于原材料支撑单元10而言,可以通过在临时粘接于剥离片RL的带状的粘接片基材上形成闭环状或短尺寸宽度方向整体的切口,从而对将由该切口分隔的规定的区域设定为粘接片AS的原材料以能够送出方式的进行支撑;也可以对带状的粘接片基材临时粘接于剥离片RL的原材料以能够送出的方式进行支撑;也可以在送出该原材料的过程中用切断单元在粘接片基材上形成闭环状或短尺寸宽度方向整体的切口,从而将由该切口分隔的规定的区域设定为粘接片AS;也可以对闭环状的切口的内侧为粘接片AS且外侧为不需要的片的原材料以能够送出的方式进行支撑;也可以对原材料RS不进行卷绕而例如进行扇形折叠并以能够送出的方式进行支撑。在本发明的片供给装置EA或片粘贴装置EA1中可以具备原材料支撑单元10,也可以不具备,当在本发明的片供给装置EA或片粘贴装置EA1中不具备原材料支撑单元10时,可以设置利用其它装置将原材料RS以能够送出的方式支撑的结构。
关于送出单元20,可以通过采用伺服马达作为转动马达21,并将该伺服马达的伺服锁定作为制动单元来维持制动状态;也可以采用不具备制动单元的转动马达21、和作为制动单元的卡盘缸等驱动设备,并利用该卡盘缸等驱动设备来夹持驱动辊22或原材料RS以维持制动状态;只要在停止原材料RS的送出时能够维持制动状态,则可以是任意结构。
关于按压单元40,可以采用作为使按压辊41与被粘物WK分离接近的按压部件接触分离单元的驱动设备,来防止使被粘物WK受到压力、受到损伤;可以如图1的(C)所示,由作为驱动设备的直动马达42、和支撑于其输出轴42A并具有能够利用减压泵或真空抽气机等未图示的减压单元(保持单元)进行吸附保持的保持面43A的保持部件43构成,用保持面43A吸附保持用剥离单元30从剥离片RL剥离的粘接片AS,并将保持的粘接片AS按压于被粘物WK进行粘贴。按压单元40可以在本发明的片供给装置EA、片粘贴装置EA1中具备,也可以不具备,在本发明的片供给装置EA、片粘贴装置EA1中不具备按压单元40的情况下,可以用其它的装置设置将粘接片AS按压于被粘物WK的结构。
回收单元50可以是在停止原材料RS送出时对与送出单元20之间存在的剥离片RL在规定的时刻施加回收力的结构;作为该规定的时刻,例如可以是在送出单元20停止施加送出力后继续的规定的时间,在送出单元20及回收单元50停止施加送出力及回收力后,可以是一次或者隔了规定时间的多次。
回收单元50可以以送出时张力与停止时张力成为相同的值的方式进行设定;可以以送出时张力成为比停止时张力小的值的方式进行设定;可以如图1的(B)所示,具备检测位于剥离缘31A与驱动辊52之间的剥离片RL的松弛的照相机、投影仪等摄像单元、光学传感器、超声波传感器等各种传感器等松弛检测单元54。在这种情况下,当松弛检测单元54检出剥离片RL的松弛时,回收单元50驱动转动马达51能够消除剥离片RL的松弛。此外,这样的松弛检测单元54可以在比剥离缘31A靠向原材料送出方向上游侧检测剥离片RL的松弛,可以采用使传感器臂与剥离片RL接触来检测松弛的接触型传感器、压力传感器。
回收单元50可以使回收的剥离片RL进行扇形折叠、用粉碎机等切割、任意地聚集。回收单元50可以在本发明的片供给装置EA、片粘贴装置EA1中具备,也可以不具备,在本发明的片供给装置EA、片粘贴装置EA1中不具备回收单元50的情况下,可以用其它的装置设置对剥离片RL进行卷绕、收集的结构。
被粘物输送单元60可以采用使保持面62向前后方向移动的驱动设备进行被粘物WK的定位,可以采用如图1的(C)所示那样的带式输送机63。被粘物输送单元60可以在本发明的片供给装置EA、片粘贴装置EA1中具备,也可以不具备。
片供给装置EA可以上下翻转配置、横向配置来供给粘接片AS,例如,可以作为分别层叠多张粘接片AS的粘接片层叠装置、将粘接片AS转印到其它的剥离片的转印装置等构成片粘贴装置EA1、EA2以外的装置的结构物使用,可以作为用人手将粘接片AS粘贴于被粘物WK的半自动的片粘贴装置单独使用。
在上述的实施方式中,片粘贴装置EA1使被粘物WK相对于不进行移动的片供给装置EA及按压单元40移动,并在该被粘物WK上粘贴粘接片AS,也可以不使被粘物WK移动,或者,一边使被粘物WK移动,一边使片供给装置EA及按压单元40移动,并在该被粘物WK上粘贴粘接片AS。
本发明中的粘接片AS及被粘物WK的材质、种类、形状等没有特别限定。例如,粘接片AS和被粘物WK可以是圆形、椭圆形、三角形、四边形等多边形、或者其他形状,粘接片AS可以是压敏粘接性、热敏粘接性等粘接方式的粘接片,在采用热敏粘接性的粘接片AS的情况下,只要通过设置对该粘接片AS进行加热的适当的线圈加热器、热管的加热侧等的加热单元这样适当的方法进行粘接即可。另外,这样的粘接片AS可以是例如仅是粘接剂层的单层的方式、在基材与粘接剂层之间具有中间层的方式、在基材的上表面具有罩盖层等3层以上的方式,甚至可以是能够从粘接剂层剥离基材的所谓双面粘接片那样的方式,双面粘接片可以是具有单层或者多层的中间层的方式、没有中间层的单层或者多层的方式。并且,对于被粘物WK而言,例如可以是食品、树脂容器、硅半导体晶圆或者化合物半导体晶圆等半导体晶圆、电路基板、光盘等信息记录基板、玻璃板、钢板、陶瓷、木板或者树脂等单体物,也可以是由这些其中的两种以上形成的复合物,任意方式的部件或物品等都能够成为对象。此外,粘接片AS可以基于功能、用途进行改称,例如可以是信息记载用标签、装饰用标签、保护片、切割带、芯片粘接膜、芯片接合带、记录层形成树脂片等任意的片、膜、带等。
上述实施方式中的驱动设备可以采用:转动马达、直动马达、线性马达、单轴机器人、具备双轴或者三轴以上的关节的多关节机器人等电动设备、气缸、液压缸、无杆缸以及旋转缸等致动器等,此外也可以采用由上述方式直接或间接地组合而成的方式。
在上述实施方式中,当采用辊等旋转部件时,可以具备使该旋转部件旋转驱动的驱动设备,也可以由橡胶、树脂等可变形的部件构成旋转部件的表面或者旋转部件本身,也可以由不变形的部件构成旋转部件的表面或者旋转部件本身,也可以代替辊而采用进行旋转或者不进行旋转的轴、叶片等其他部件,当采用按压辊、按压头等按压单元、按压部件这样的对被按压物进行按压的结构时,可以代替上述例示的方式或者与其并用地采用:辊、圆棒、叶片材料、刷状部件,或者采用通过喷射大气、其他气体等气体进行按压的结构,进行按压的部件可以由橡胶、树脂、海绵等可变形的部件构成,也可以由金属、树脂等不变形的部件构成,当采用剥离板、剥离辊等剥离单元、剥离部件这样的对被剥离物进行剥离的结构时,可以代替上述例示的方式或与其并用地采用:板状部件、圆棒、辊等部件,进行剥离的部件可以由橡胶、树脂等可变形的部件构成,也可以由不变形的部件构成,当采用支撑(保持)单元、支撑(保持)部件等对被支撑部件(被保持部件)进行支撑(保持)或者保持的结构时,可以采用通过机械夹具、卡盘缸等把持单元、库仑力、粘接剂(粘接片、粘接带)、粘合剂(粘合片、粘合带)、磁力、伯努利吸附、抽吸吸附、驱动设备等支撑(保持)被支撑部件,当采用切断单元、切断部件等将被切断部件切断或者在被切断部件上形成切口或切断线时,可以代替上述例示的方式或者并用地采用:通过切断刀、激光切割器、离子束、火力、热、水压、电热丝、喷射气体或液体等来进行切断的方式,或者通过组合了适当的驱动设备的结构并使进行切断的物体移动来进行切断。
附图标记说明
EA-片供给装置;20-送出单元;30-剥离单元;50-回收单元;AS-粘接片;RS-原材料;RL-剥离片。
- 片材供给装置和成像装置
- 压缩气体供给装置及压缩气体供给装置的控制方法
- 粘性材料供给装置、用于粘性材料供给装置的包覆片、粘性材料供给方法及包覆片的安装方法
- 片材供给方法和该片材供给方法所使用的片材供给装置