注射成型机的维护方法、注射成型机单元以及注射成型机的维护用治具
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及注射成型机的维护方法、注射成型机单元以及注射成型机的维护用治具。
背景技术
以往的注射成型机利用螺杆驱动部使向填充有树脂的缸体内插入的螺杆旋转驱动、沿轴向进退。在这样的注射成型机中,公知有利用多个螺栓将螺杆以能够拆装的方式固定于螺杆驱动部的构造。例如在专利文献1中公开有利用多个螺栓将与螺杆花键结合的固定衬套固定于螺杆驱动部的前端部的构造(例如,参照专利文献1)。
另外,为了进行清扫、更换等,相对于螺杆驱动部拆装注射成型机的螺杆,进行维护。在上述专利文献1所记载那样的注射成型机中,在相对于螺杆驱动部拆装螺杆时,进行拆下或紧固将固定衬套固定于螺杆驱动部的螺栓的操作。由于螺栓绕与螺杆驱动部的旋转轴线平行的轴线旋转,因此,使螺栓旋转的力向螺杆驱动部传递,产生螺杆驱动部共转的现象。因此,以往以来,例如在螺杆驱动部借助带连结有带轮的情况下,在带和带轮之间塞入碎布等异物而强制地使螺杆驱动部的旋转停止的状态下,进行螺栓的紧固拧松作业。
现有技术文献
专利文献
专利文献1:日本特开2013-086384号公报
发明内容
发明要解决的问题
但是,上述那样的方法终究是临时的对策,从安全性的方面考虑也不充分。因此,在进行将螺杆固定于螺杆驱动部的螺栓等螺纹构件的紧固拧松作业时,期望一种用于可靠且安全地抑制螺杆驱动部的共转的技术。
用于解决问题的方案
本公开的一技术方案涉及一种注射成型机的维护方法,其中,该注射成型机包括:主体部;注射成型用的螺杆;螺杆驱动部,其以能够旋转的方式支承于所述主体部,对所述螺杆至少进行旋转驱动;固定衬套,其用于将所述螺杆固定于所述螺杆驱动部;以及螺纹构件,其绕与所述螺杆驱动部的旋转轴线大致平行的轴线旋转而与设于所述螺杆驱动部的第1螺合部螺合,通过使所述螺纹构件与所述第1螺合部螺合,从而借助所述固定衬套将所述螺杆固定于所述螺杆驱动部,该注射成型机的维护方法包括以下步骤:将治具安装于所述螺杆驱动部,该治具以能够拆装的方式安装于所述螺杆驱动部,通过所述螺杆驱动部旋转,从而该治具抵接于所述主体部的主体抵接部,限制所述螺杆驱动部的进一步的旋转,在使所述治具抵接于所述主体抵接部的状态下,相对于所述第1螺合部紧固或拧松所述螺纹构件。另外,本公开中的大致平行并不特指严格的平行,而是包含在能够达成本公开的功能、效果的范围内接近平行这样的意思。
本公开的一技术方案涉及一种注射成型机的维护方法,其中,该注射成型机包括:主体部;注射成型用的螺杆;螺杆驱动部,其以能够旋转的方式支承于所述主体部,对所述螺杆至少进行旋转驱动;以及固定衬套,其用于将所述螺杆固定于所述螺杆驱动部,所述螺杆具有:螺杆主体,其以与所述固定衬套一体地旋转的方式与所述固定衬套卡合,且与所述螺杆驱动部连结;以及螺杆头,其绕与所述螺杆主体的旋转轴线大致平行的轴线旋转而与设于所述螺杆主体的顶端部的第2螺合部螺合,该注射成型机的维护方法包括以下步骤:将治具安装于所述固定衬套,该治具以能够拆装的方式安装于所述固定衬套,通过所述固定衬套旋转,从而该治具抵接于所述主体部的主体抵接部,限制所述固定衬套的进一步的旋转,在解除所述固定衬套相对于所述螺杆驱动部的连结且使所述治具抵接于所述主体抵接部的状态下,相对于所述第2螺合部紧固或拧松所述螺杆头。
本公开的一技术方案涉及一种注射成型机单元,其中,该注射成型机单元包括:主体部;注射成型用的螺杆;螺杆驱动部,其以能够旋转的方式支承于所述主体部,对所述螺杆至少进行旋转驱动;固定衬套,其用于将所述螺杆固定于所述螺杆驱动部;螺纹构件,其绕与所述螺杆驱动部的旋转轴线大致平行的轴线旋转而与设于所述螺杆驱动部的第1螺合部螺合,通过向紧固方向旋转而借助所述固定衬套将所述螺杆固定于所述螺杆驱动部;以及治具,其以能够拆装的方式安装于所述螺杆驱动部,通过所述螺杆驱动部旋转,从而该治具抵接于所述主体部的主体抵接部,限制所述螺杆驱动部的进一步的旋转,所述螺杆驱动部具有供所述治具以能够拆装的方式安装的被安装部。
本公开的一技术方案涉及一种注射成型机单元,其中,该注射成型机单元包括:主体部;注射成型用的螺杆;螺杆驱动部,其以能够旋转的方式支承于所述主体部,对所述螺杆至少进行旋转驱动;以及固定衬套,其用于将所述螺杆固定于所述螺杆驱动部,所述螺杆具有:螺杆主体,其以与所述固定衬套一体地旋转的方式与所述固定衬套卡合,且与所述螺杆驱动部连结;以及螺杆头,其绕与所述螺杆主体的旋转轴线大致平行的轴线旋转而与设于所述螺杆主体的顶端部的第2螺合部螺合,该注射成型机单元包括治具,该治具以能够拆装的方式安装于所述固定衬套,通过所述固定衬套旋转,从而该治具抵接于所述主体部的主体抵接部,限制所述固定衬套的进一步的旋转,所述固定衬套具有供所述治具以能够拆装的方式安装的被安装部。
本公开的一技术方案涉及一种注射成型机的维护用治具,其中,该注射成型机的维护用治具是注射成型机所具备的治具,该注射成型机包括:主体部;注射成型用的螺杆;螺杆驱动部,其以能够旋转的方式支承于所述主体部,对所述螺杆至少进行旋转驱动;固定衬套,其用于将所述螺杆固定于所述螺杆驱动部;以及螺纹构件,其绕与所述螺杆驱动部的旋转轴线大致平行的轴线旋转而与设于所述螺杆驱动部的第1螺合部螺合,通过利用所述螺纹构件将所述固定衬套紧固于所述第1螺合部,从而将所述螺杆固定于所述螺杆驱动部,该注射成型机的维护用治具具有:安装部,其以能够拆装的方式安装于在所述螺杆驱动部设置的被安装部;以及限制部,其从所述安装部延伸设置,通过所述螺杆驱动部旋转,从而该限制部抵接于所述主体部的主体抵接部,限制所述螺杆驱动部的进一步的旋转。
本公开的一技术方案涉及一种注射成型机的维护用治具,其中,该注射成型机的维护用治具是注射成型机所具备的治具,该注射成型机包括:主体部;注射成型用的螺杆;螺杆驱动部,其以能够旋转的方式支承于所述主体部,对所述螺杆至少进行旋转驱动;以及固定衬套,其用于将所述螺杆固定于所述螺杆驱动部,所述螺杆具有:螺杆主体,其以与所述固定衬套一体地旋转的方式与所述固定衬套卡合,且与所述螺杆驱动部连结;以及螺杆头,其绕与所述螺杆主体的旋转轴线大致平行的轴线旋转而与设于所述螺杆主体的顶端部的第2螺合部螺合,该注射成型机的维护用治具具有:安装部,其以能够拆装的方式安装于在所述固定衬套设置的被安装部;以及限制部,其从所述安装部延伸设置,通过所述固定衬套旋转,从而该限制部抵接于所述主体部的主体抵接部,限制所述固定衬套的进一步的旋转。
发明的效果
根据一技术方案,在进行将螺杆固定于螺杆驱动部的螺纹构件的紧固拧松作业时,能够可靠且安全地抑制螺杆驱动部的共转。
附图说明
图1是示意地表示本公开的实施方式的注射成型机单元的局部的图,且是表示螺杆和螺杆驱动部之间的结合部分的局部剖视侧视图。
图2是表示本公开的实施方式的维护用治具安装于固定衬套的状态的侧视图。
图3是表示本公开的实施方式的维护用治具的侧视图。
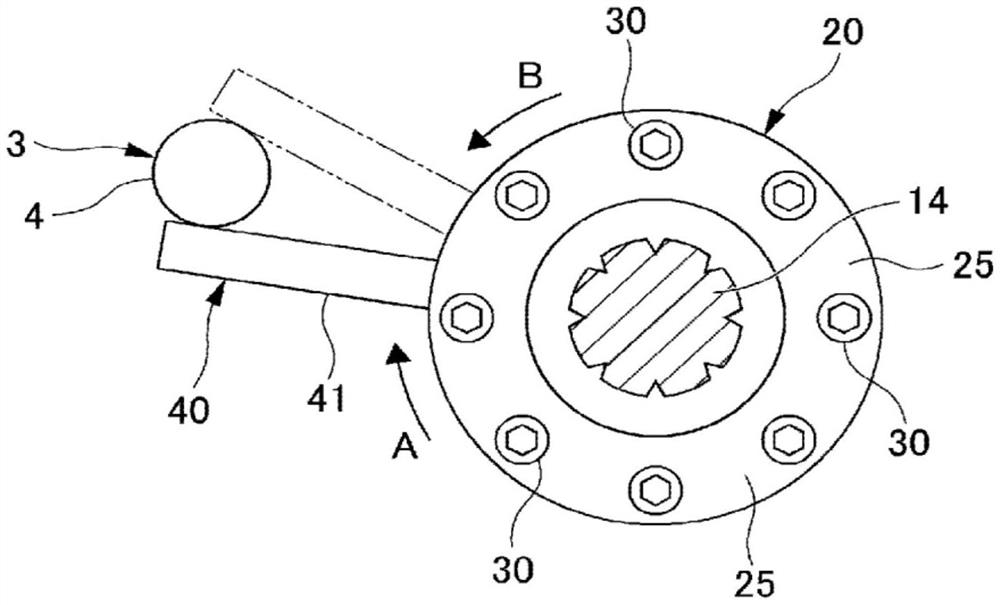
图4是表示本公开的实施方式的安装于螺杆驱动部的维护用治具抵接于注射成型机的主体部的状态的俯视图。
图5是图4的V-V向视剖视图。
图6是表示本公开的实施方式的安装于固定衬套的维护用治具抵接于注射成型机的主体部的状态的俯视图。
图7是表示第1变形例的维护用治具安装于螺杆驱动部的状态的局部剖视主视图。
图8是表示第2变形例的维护用治具安装于螺杆驱动部的状态的局部剖视主视图。
图9是表示第3变形例的维护用治具安装于螺杆驱动部的状态的局部剖视主视图。
图10是表示螺杆向螺杆驱动部结合的结合构造的另一形态的局部剖视侧视图。
图11是表示螺杆向螺杆驱动部结合的结合构造的再另一形态的局部剖视侧视图。
具体实施方式
以下,使用附图对本公开的实施方式进行说明。图1示出实施方式的注射成型机单元1。图2示出实施方式的注射成型机单元1具备的螺杆10、固定衬套25等。图3示出注射成型机单元1具备的维护用治具(以下,简称为“治具”)40。如图1所示,注射成型机单元1包括注射成型机2和治具40。如图4和图5所示,注射成型机2具有主体部3。主体部3是支承注射成型机2具备的后述的螺杆10、螺杆驱动部21等可动构件的固定的部分。在图4和图5中,示出作为构成主体部3的局部的部分的框架4。框架4的局部作为主体抵接部的一例发挥功能。
在图1中示出注射成型机2的局部。注射成型机2包括圆柱状的螺杆10、使螺杆10旋转以及沿轴向(将沿轴向延伸的轴线称为“旋转轴线J”)进退的圆柱状的螺杆驱动部21、固定衬套25以及多个螺栓30。螺栓30是螺纹构件的一例。螺杆10利用螺杆驱动部21被驱动为绕轴线旋转,并且被驱动为在图1中向前方F前进、向后方R后退。螺杆驱动部21以能够旋转且能够沿前后方向进退的方式设于主体部3。以下的说明中所说的与前后有关的方向以螺杆10的前进的方向和后退的方向为基准。
螺杆10具有螺杆主体11和以能够拆装的方式安装于螺杆主体11的顶端部的螺杆头18。
螺杆主体11具有插入于未图示的缸体的内部的主体部12和与主体部12的后端部形成为一体的基端部14。在主体部12的外周面形成有螺旋凸条12a。在主体部12的前端面的轴心形成有用于固定螺杆头18的螺纹孔12b。螺纹孔12b是第2螺合部的一例。
基端部14的直径比主体部12的直径小,形成为与主体部12同轴。基端部14具有花键部15和卡圈嵌合槽16。花键部15包括在基端部14的外周面形成的沿轴向延伸的多个槽15a。卡圈嵌合槽16是在基端部14的外周面遍及整周地形成的一定深度的周槽。卡圈17与卡圈嵌合槽16嵌合。卡圈17由在径向上分割为两个部分的半分割体的组合构成。螺杆10的基端部14以能够拆装且同轴的方式固定于螺杆驱动部21。
螺杆头18同轴地固定于螺杆主体11。在螺杆头18的后端面的轴心形成有外螺纹部18b。外螺纹部18b与螺杆主体11的螺纹孔12b螺合。螺杆头18通过将外螺纹部18b拧入螺纹孔12b而同轴地紧固于螺杆主体。外螺纹部18b是紧固时的旋转方向与通常的螺纹反向的左旋螺纹。螺纹孔12b以供外螺纹部18b螺合的方式与外螺纹部18b相对应地设置。
螺杆驱动部21被马达等未图示的驱动源驱动而进行绕轴线的旋转以及前进、后退。在螺杆驱动部21的前端面的中央部形成有凹部22。在凹部22的周围形成有向前方突出的环状凸部23。在环状凸部23的前端面,在周向上空开间隔地形成有多个螺纹孔23a。螺纹孔23a是第1螺合部的一例。在螺杆驱动部21的外周面的规定部位形成有供治具40螺合而安装的螺纹孔21a。螺纹孔21a是设于螺杆驱动部21的被安装部的一例。
固定衬套25以能够拆装的方式结合于螺杆驱动部21的前侧。固定衬套25具有贯通轴心的贯通孔26和贯通孔26的花键部27。花键部27包括在贯通孔26的内周面形成的沿轴向延伸的多个凸条27a。多个凸条27a的各个凸条27a与花键部15的多个槽15a的各个槽15a嵌合。由此,花键部27与螺杆10的花键部15嵌合。
在固定衬套25的后端面,与贯通孔26呈同心状地形成有直径比贯通孔26的直径稍大的卡圈嵌合孔28。在卡圈嵌合孔28的周围形成有向后方突出的环状凸部29。环状凸部29与螺杆驱动部21的凹部22嵌合。在固定衬套25贯通有沿轴向延伸的多个螺栓贯穿孔25a。多个螺栓贯穿孔25a形成在与螺杆驱动部21的多个螺纹孔23a相对应的位置。
如图2所示,在固定衬套25的外周面的规定部位形成有供治具40螺合而安装的螺纹孔25b(在图1中未示出)。螺纹孔25b是设于固定衬套25的被安装部的一例。螺杆10插入于填充有树脂的缸体13的内部。
多个螺栓30将固定衬套25固定于螺杆驱动部21,从而将螺杆10固定于螺杆驱动部21。多个螺栓30的各个螺栓30从前侧贯穿于固定衬套25的各螺栓贯穿孔25a,并向螺杆驱动部21的各螺纹孔23a螺合而拧入。螺栓30例如是内六角螺栓。各螺栓30绕与螺杆驱动部21的旋转轴线J大致平行的轴线旋转而与各螺纹孔23a螺合。
固定衬套25具有供卡圈17从外部插入的未图示的卡圈插入孔。卡圈插入孔从固定衬套25的外周面贯通至卡圈嵌合孔28的内周面而形成。
基端部14贯穿于固定衬套25的贯通孔26,花键部15与花键部27嵌合,卡圈17插入于上述卡圈插入孔而与卡圈嵌合槽16嵌合,固定衬套25固定于螺杆驱动部21,从而螺杆10固定于螺杆驱动部21。固定衬套25通过将环状凸部29嵌合于凹部22,并将在多个螺栓贯穿孔25a的各个螺栓贯穿孔25a贯穿的各螺栓30拧入螺杆驱动部21的各螺纹孔23a,而被紧固。螺杆10的基端部14的端面抵靠于螺杆驱动部21的凹部22的底面。
螺杆10通过花键部15与固定衬套25的花键部27嵌合,从而与旋转的螺杆驱动部21以及固定衬套25一体地旋转。螺杆驱动部21的前进经由基端部14和卡圈17传递至螺杆10,螺杆驱动部21的后退经由卡圈17传递至螺杆10。
如图1和图2所示,治具40以能够拆装的方式安装于螺杆驱动部21的螺纹孔21a和固定衬套25的螺纹孔25b中的任一者。如图3所示,治具40具有圆柱状的杆部41和设于杆部41的一端部的外螺纹部42。杆部41是限制部的一例。外螺纹部42是安装部的一例。
外螺纹部42以能够拆装的方式拧入并安装于螺杆驱动部21的螺纹孔21a或固定衬套25的螺纹孔25b。将外螺纹部42拧入螺杆驱动部21的螺纹孔21a,使治具40紧固于螺杆驱动部21。另一方面,通过将外螺纹部42拧松并从螺纹孔21a拔出,从而将治具40从螺杆驱动部21拆下。安装于螺杆驱动部21的治具40的杆部41沿与螺杆驱动部21的轴向交叉的方向且是螺杆驱动部21的径向或者接近径向的方向延伸。
此外,将外螺纹部42拧入固定衬套25的螺纹孔25b,使治具40紧固于固定衬套25。通过将外螺纹部42拧松并从螺纹孔25b拔出,从而将治具40从固定衬套25拆下。安装于固定衬套25的治具40的杆部41沿与固定衬套25的轴向交叉的方向且是固定衬套25的径向或者接近径向的方向延伸。
如图4和图5所示,若使用安装于螺杆驱动部21的治具40,以手动使未被驱动的状态的螺杆驱动部21旋转,则杆部41抵接于注射成型机2具备的主体部3的框架4。在图5中,若螺杆驱动部21沿由箭头A所示的顺时针方向旋转,则杆部41从下侧抵接于框架4。另一方面,若螺杆驱动部21沿由箭头B所示的逆时针方向旋转,则杆部41从上侧抵接于框架4。若杆部41抵接于框架4,则螺杆驱动部21的进一步的旋转被限制。
此外,如图6所示,若在将治具40安装于固定衬套25的螺纹孔25b的状态下使螺杆10旋转,则杆部41抵接于注射成型机2的主体部3的框架4。与螺杆驱动部21的情况同样地,若螺杆10沿图5中由箭头A所示的顺时针方向旋转,则杆部41从下侧抵接于框架4,若沿由箭头B所示的逆时针方向旋转,则杆部41从上侧抵接于框架4。若杆部41抵接于框架4,则螺杆10的进一步的旋转被限制。
以上是本实施方式的注射成型机单元1的结构。在注射成型机2中,进行相对于螺杆驱动部21固定或拆下螺杆10的维护。此外,在固定于注射成型机2的螺杆10中,进行相对于螺杆主体11固定或拆下螺杆头18的维护。以下,说明本实施方式的这些维护的方法的一例。
在将螺杆10向螺杆驱动部21固定的情况下,首先,将治具40安装于螺杆驱动部21。治具40通过将外螺纹部42拧入螺杆驱动部21的螺纹孔21a而紧固于螺杆驱动部21。
接着,将螺杆10固定于螺杆驱动部21。为了将螺杆10固定于螺杆驱动部21,首先,使基端部14贯穿于固定衬套25的贯通孔26,使花键部15嵌合于花键部27。接着,将固定衬套25固定于螺杆驱动部21,并且将卡圈17嵌合于卡圈嵌合槽16。
将环状凸部29嵌合于螺杆驱动部21的凹部22,将在多个螺栓贯穿孔25a的各个螺栓贯穿孔25a贯穿的各螺栓30拧入并紧固于螺杆驱动部21的各螺纹孔23a,从而使固定衬套25固定于螺杆驱动部21。由此,使螺杆10固定于螺杆驱动部21。螺栓30例如能够利用六角扳手进行紧固。
在将螺栓30拧入并紧固于螺纹孔23a时,使螺栓30向图5中顺时针方向(右旋:箭头A方向)旋转。此时,使治具40的杆部41从下侧抵接于注射成型机2的主体部的框架4。若使螺栓30向紧固方向旋转,则该旋转力向螺杆驱动部21传递,产生使螺杆驱动部21共转的现象。但是,在本实施方式中,由于治具40的杆部41抵接于框架4而限制进一步的旋转,因此,抑制螺杆驱动部21的共转。因此,在紧固螺栓30时,能够借助杆部41自框架4充分地承受反作用力,不会被共转干扰,能够顺利且充分地紧固螺栓30。在将螺杆10固定于螺杆驱动部21之后,在使注射成型机2工作时,将治具40从螺杆驱动部21拆下。
为了将螺杆10从螺杆驱动部21拆下,将多个螺栓30的各个螺栓30拧松并从螺杆驱动部21的各螺纹孔23a拔出。将固定衬套25从螺杆驱动部21拆下,并且将卡圈17从卡圈嵌合槽16拔出并拆下。
在将紧固于螺纹孔23a的螺栓30拧松时,使螺栓30向图5中逆时针方向(左旋:箭头B方向)旋转。此时,使治具40的杆部41从上侧抵接于注射成型机2的主体部的框架4。若使螺栓30向拧松方向旋转,则该旋转力向螺杆驱动部21传递,产生使螺杆驱动部21共转的现象。但是,在本实施方式中,由于治具40的杆部41抵接于框架4而限制进一步的旋转,因此,抑制螺杆驱动部21的共转。因此,在拧松螺栓30时,能够借助杆部41自框架4充分地承受反作用力,不会被共转干扰,能够顺利地拧松螺栓30。
接着,说明将固定于注射成型机2的螺杆10的螺杆头18相对于螺杆主体11拆装时的方法。螺杆头18的拆装设为以下状态:将螺栓30从螺杆驱动部21拔出而解除固定衬套25相对于螺杆驱动部21的连结,如图2所示,螺杆10插入缸体13内,并且螺杆头18从缸体13暴露。然后,如图2所示,将治具40更换至固定衬套25的螺纹孔25b。
在将螺杆头18拆下时,使螺杆头18向将外螺纹部18b拧松的方向旋转,即,由于如上述那样外螺纹部18b是左旋螺纹,因此使螺杆头18向图5中与紧固方向反向的箭头A方向旋转。此时,拧松方向的旋转力向螺杆主体11传递,使螺杆主体11共转。若螺杆主体11向图5中A方向共转,则治具40的杆部41从下侧抵接于框架4,限制螺杆主体11向箭头A方向的旋转。若从该状态使螺杆头18向拧松方向旋转,则由于仅螺杆头18旋转,因此,将外螺纹部18b从螺纹孔12b拔出,拆下螺杆头18。在拧松螺杆头18时,能够借助杆部41自框架4充分地承受反作用力,不会被共转干扰,能够顺利地拆下螺杆头18。
在将螺杆头18向螺杆主体11安装时,使螺杆头18向图5中箭头B方向旋转,将外螺纹部18b拧入并紧固于螺杆主体11的螺纹孔12b。此时,紧固方向的旋转力向螺杆主体11传递,使螺杆主体11共转。若螺杆主体11向图5中B方向共转,则治具40的杆部41从上侧抵接于框架4,限制螺杆主体11向箭头B方向的旋转。从该状态使螺杆头18向紧固方向旋转,将外螺纹部18b拧入并紧固于螺杆主体11的螺纹孔12b。在紧固螺杆头18时,能够借助杆部41自框架4充分地承受反作用力,不会被共转干扰,能够顺利且充分地紧固螺杆头18。
根据以上说明了的本实施方式,起到以下的效果。
对于本实施方式的注射成型机的维护方法,在相对于螺杆驱动部21拆装螺杆10时,将治具40安装于螺杆驱动部21,在使治具40抵接于框架4的状态下,相对于螺杆驱动部21的螺纹孔23a紧固或拧松螺栓30,该治具40设为:通过螺杆驱动部21旋转,从而治具40抵接于注射成型机2的主体部3的框架4,限制螺杆驱动部21的进一步的旋转。
由此,在紧固拧松螺栓30时,能够可靠且安全地抑制螺杆驱动部21的共转,能够顺利地进行螺栓30的紧固拧松作业。
对于本实施方式的注射成型机的维护方法,在相对于螺杆主体11拆装螺杆头18时,将治具40安装于固定衬套25,在使治具40抵接于框架4的状态下,相对于螺杆主体11的螺纹孔12b紧固或拧松螺杆头18的外螺纹部18b,该治具40设为:通过固定衬套25旋转,从而治具40抵接于注射成型机2的主体部3的框架4,限制固定衬套25的进一步的旋转。
由此,在紧固拧松螺杆头18时,能够可靠且安全地抑制螺杆主体11的共转,能够顺利地进行螺杆头18的紧固拧松作业。
本实施方式的注射成型机单元1包括:主体部3;注射成型用的螺杆10;螺杆驱动部21,其以能够旋转的方式支承于主体部3,对螺杆10至少进行旋转驱动;固定衬套25,其用于将螺杆10固定于螺杆驱动部21;多个螺栓30,其绕与螺杆驱动部21的旋转轴线J大致平行的轴线旋转而与设于螺杆驱动部21的多个螺纹孔23a螺合,通过向紧固方向旋转而将螺杆10固定于螺杆驱动部21;以及治具40,其以能够拆装的方式安装于螺杆驱动部21,通过螺杆驱动部21旋转,从而治具40抵接于主体部3的框架4,限制螺杆驱动部21的进一步的旋转,螺杆驱动部21具有供治具40以能够拆装的方式安装的螺纹孔21a。
由此,在紧固拧松螺栓30时,能够可靠且安全地抑制螺杆驱动部21的共转,能够顺利地进行螺栓30的紧固拧松作业。
本实施方式的注射成型机单元1包括:主体部3;注射成型用的螺杆10;螺杆驱动部21,其以能够旋转的方式支承于主体部3,对螺杆10至少进行旋转驱动;以及固定衬套25,其用于将螺杆10固定于螺杆驱动部21,螺杆10具有:螺杆主体11,其以与固定衬套25一体地旋转的方式与固定衬套25卡合,且与螺杆驱动部21连结;以及螺杆头18,其绕与螺杆主体11的旋转轴线J大致平行的轴线旋转而与设于螺杆主体11的顶端部的螺纹孔12b螺合,该注射成型机单元1包括治具40,该治具以能够拆装的方式安装于固定衬套25,通过固定衬套25旋转,从而治具40抵接于主体部3的框架4,限制固定衬套25的进一步的旋转,固定衬套25具有供治具40以能够拆装的方式安装的螺纹孔25b。
由此,在紧固拧松螺杆头18时,能够可靠且安全地抑制螺杆主体11的共转,能够顺利地进行螺杆头18的紧固拧松作业。
本实施方式的治具40具有:外螺纹部42,其以能够拆装的方式安装于在注射成型机2的螺杆驱动部21设置的螺纹孔21a;以及杆部41,其从外螺纹部42延伸设置,通过螺杆驱动部21旋转,从而杆部41抵接于主体部3的框架4,限制螺杆驱动部21的进一步的旋转。
由此,在紧固拧松螺栓30时,能够可靠且安全地抑制螺杆驱动部21的共转,能够顺利地进行螺栓30的紧固拧松作业。治具40通过将外螺纹部42相对于螺杆驱动部21的螺纹孔21a拧入或拔出,从而能够相对于螺杆驱动部21容易地拆装。治具40通过将外螺纹部42拧入螺杆驱动部21的螺纹孔21a,从而能够容易地得到杆部41抵接于主体部3的框架4而限制螺杆驱动部21的旋转的状态。
本实施方式的治具40具有:外螺纹部42,其以能够拆装的方式安装于在注射成型机2的固定衬套25设置的螺纹孔25b;以及杆部41,其从外螺纹部42延伸设置,通过固定衬套25旋转,从而杆部41抵接于主体部3的框架4,限制固定衬套25的进一步的旋转。
由此,在紧固拧松螺杆头18时,能够可靠且安全地抑制螺杆主体11的共转,能够顺利地进行螺杆头18的紧固拧松作业。治具40通过将外螺纹部42相对于固定衬套25的螺纹孔25b拧入或拔出,从而能够相对于固定衬套25容易地拆装。治具40通过将外螺纹部42拧入固定衬套25的螺纹孔25b,从而能够容易地得到杆部41抵接于主体部3的框架4而限制固定衬套25的旋转的状态。
接着,参照图7~图9说明上述实施方式的治具40的变形例。另外,在以下的说明中,对与上述实施方式相同的结构要素标注相同的附图标记并省略或简化其说明,主要对不同点进行说明。
图7示出第1变形例的治具40安装于螺杆驱动部21的螺纹孔21a的状态。该治具40具有杆部41和外螺纹部42,还具有支承部50。支承部50由沿着螺杆驱动部21的外周面的周向弯曲而形成的构件构成,该支承部50的内周面与螺杆驱动部21的外周面相对应地抵接。支承部50具有从内周面至外周面的贯通孔50a。
通过将贯穿于贯通孔50a的外螺纹部42拧入螺纹孔21a,使支承部50紧固于螺杆驱动部21,从而将治具40安装于螺杆驱动部21。杆部41的顶端抵接于支承部50的外周面。支承部50在外螺纹部42和杆部41之间沿螺杆驱动部21的周向即旋转方向延伸,且设为与螺杆驱动部21抵接的状态。
根据图7所示的治具40,在如上述那样使杆部41抵接于主体部3的框架4而紧固拧松螺栓30、螺杆头18时,由支承部50承受从框架4承受的反作用力,能够抑制施加于外螺纹部42的负荷。因此,能够抑制外螺纹部42的变形。由于支承部50沿螺杆驱动部21的旋转方向延伸,因此,治具40不易晃动,能够提高固定于螺杆驱动部21的固定强度。
图8示出第2变形例的治具40安装于螺杆驱动部21的螺纹孔21a的状态。该治具40具有安装部45。安装部45包括:固定抵接部46,其与杆部41形成为一体,形成为与螺杆驱动部21的外周面抵接地配置的圆弧状;以及一个固定螺纹件60,其贯穿固定抵接部46而与螺纹孔21a螺纹结合。固定抵接部46具有供固定螺纹件60贯穿的贯通孔46a。固定抵接部46沿螺杆驱动部21的周向(即旋转方向)延伸。杆部41从固定抵接部46的周向上的中央部分向径向延伸。
图9示出第3变形例的治具40安装于螺杆驱动部21的螺纹孔21a的状态。该治具40具有两个在图8所示的第2变形例中将固定抵接部46安装于螺杆驱动部21的固定螺纹件60。固定抵接部46具有两个供固定螺纹件60贯穿的贯通孔46a。两个贯通孔46a在周向上分离。与其相对应地,在螺杆驱动部21形成有两个螺纹孔21a。
通过将贯穿于贯通孔46a的固定螺纹件60分别拧入螺纹孔21a,使固定抵接部46固定于螺杆驱动部21,从而将图8和图9各自所示的治具40安装于螺杆驱动部21。
根据图8和图9所示的治具40,在如上述那样使杆部41抵接于主体部3的框架4而紧固拧松螺栓30、螺杆头18时,借助固定抵接部46由固定螺纹件60承受从框架4承受的反作用力。通过将固定螺纹件60设为强度较高的构件,从而能够抑制杆部41和固定抵接部46的部分的强度而由廉价的构件构成。由于固定抵接部46沿螺杆驱动部21的旋转方向延伸,因此,治具40不易晃动,能够提高固定于螺杆驱动部21的固定强度。在图9所示的治具40中,由于具有两个固定螺纹件60,因此施加于固定螺纹件60的负荷降低,因此,能够在不将固定螺纹件60的直径设为较大的直径的情况下进一步实现固定强度的提高。
图10和图11分别示出在实施方式的注射成型机2中螺杆10向螺杆驱动部21结合的结合构造的其他形态。另外,在图10和图11中对与上述实施方式相同的结构要素标注相同的附图标记并省略其说明。在上述的实施方式中,利用卡圈17防止螺杆10脱出,但在图10和图11的形态中,分别利用凸缘70、80防止螺杆10脱出。
图10所示的凸缘70由在径向上分割的一对半分割体70a的组合构成。固定衬套25在前部具有凸缘部65和由周槽构成的嵌合槽66。各半分割体70a具有与凸缘部65嵌合的内周槽71。螺杆10在主体部12和基端部14之间具有小径部19。将各半分割体70a的内周槽71与凸缘部65嵌合来进行组合,利用螺纹件等未图示的固定件将夹着螺杆10的半分割体70a彼此互相结合,形成凸缘70。凸缘70卡合于螺杆10的小径部19和固定衬套25的嵌合槽66。利用该凸缘70,防止螺杆10脱出。
图11所示的凸缘80由在径向上分割的一对半分割体80a的组合构成。固定衬套25在前部具有筒状部62。在筒状部62的前端面形成有多个螺纹孔62a。螺杆10在主体部12和基端部14之间具有小径部19。凸缘80将各半分割体80a与螺杆10的小径部19嵌合来进行组合,将在夹着螺杆10的各半分割体80a贯穿的螺栓81拧入螺纹孔62a,固定于固定衬套25。凸缘80与螺杆10的小径部19卡合。利用该凸缘80,防止螺杆10脱出。
本公开并不限制于上述实施方式,能够适当变更。
例如,治具40不限制于利用外螺纹部42固定于螺杆驱动部21、固定衬套25的结构。也可以是,治具40并不特别地固定于螺杆驱动部21、固定衬套25,而是通过向设于螺杆驱动部21、固定衬套25的孔插入来以能够拆装的方式安装。
作为在注射成型机2中供治具40抵接的主体抵接部,只要是主体部3的固定的部分即可,并不限于框架4,可以是任意的部分。
在治具以能够拆装的方式安装于固定衬套的结构中,螺纹构件并不限制于绕与螺杆驱动部的旋转轴线大致平行的轴线旋转而进行螺合的构件,也可以是绕其他轴线旋转而进行螺合的构件。例如,在固定衬套构成为被包含螺杆驱动部的旋转轴线在内的平面分割成两部分的情况下,螺纹构件也可以是绕相对于螺杆驱动部的旋转轴线垂直的轴线旋转而进行螺合的构件。
在上述的实施方式中,作为螺纹构件的螺栓30构成为安装于螺杆驱动部21和固定衬套25这两者,但并不限制于此,也可以构成为安装于螺杆驱动部21和固定衬套25中的一者。
附图标记说明
1、注射成型机单元;2、注射成型机;3、主体部;4、框架(主体抵接部);10、螺杆;11、螺杆主体;12b、螺纹孔(第2螺合部);18、螺杆头;21、螺杆驱动部;21a、螺纹孔(螺杆驱动部的被安装部);23a、螺纹孔(第1螺合部);25、固定衬套;25b、螺纹孔(固定衬套的被安装部);30、螺栓(螺纹构件);40、维护用治具;41、杆部(限制部);42、外螺纹部(安装部);46、固定抵接部;50、支承部;60、固定螺纹件。
- 注射成型机的控制装置、注射成型机、注射成型系统以及注射成型机的控制方法
- 注射成型机、注射成型机的状态告知系统、注射成型机的状态告知方法